Известны штамповочные полуавтоматы, выполненные в виде эксцентрикового пресса с вырубным и гибочным штампами, приводной кареткой для передачи вырубленных заготовок от вырубного к гибочному штампу и приводных валиков для прерывистойподачи штамповальной ленты. В этих штамповочных полуавтоматах не предусмотрены механизмы, при помощи которых возможно изготовлять трубочки и собирать их с обувными пряжками.
Особенностью предлагаемого штамповочного полуавтомата является то, что, с целью изготовления трубочек и сборки их с пряжками, он снабжен бункером для пряжек с двумя поочередно открываемыми заслонками для поштучной подачп пряжек в гибочный mTaNrn, гибочный пуансон которого закреплен горизонтально на каретке и взаимодействует с неподвижной гибочной матрицей- Заслонки бункера установлены на подпружиненном коромысле, приводимом в колебательное движение пальцем ползуна пресса. Каретка выполнена в виде рейки, взаимодействующей с сектором, приводимым в колебательное движение кривошипом эксцентрикового вала пресса посредством шатуна и соосно скрепленного с сектором рычага.
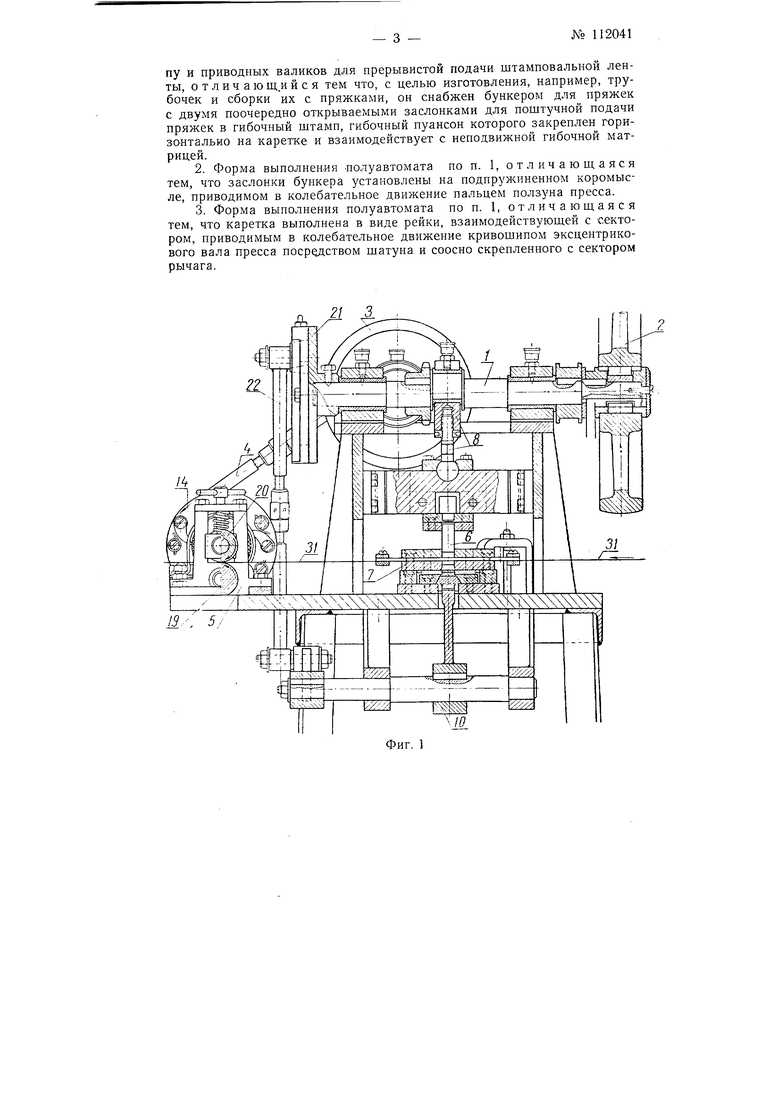
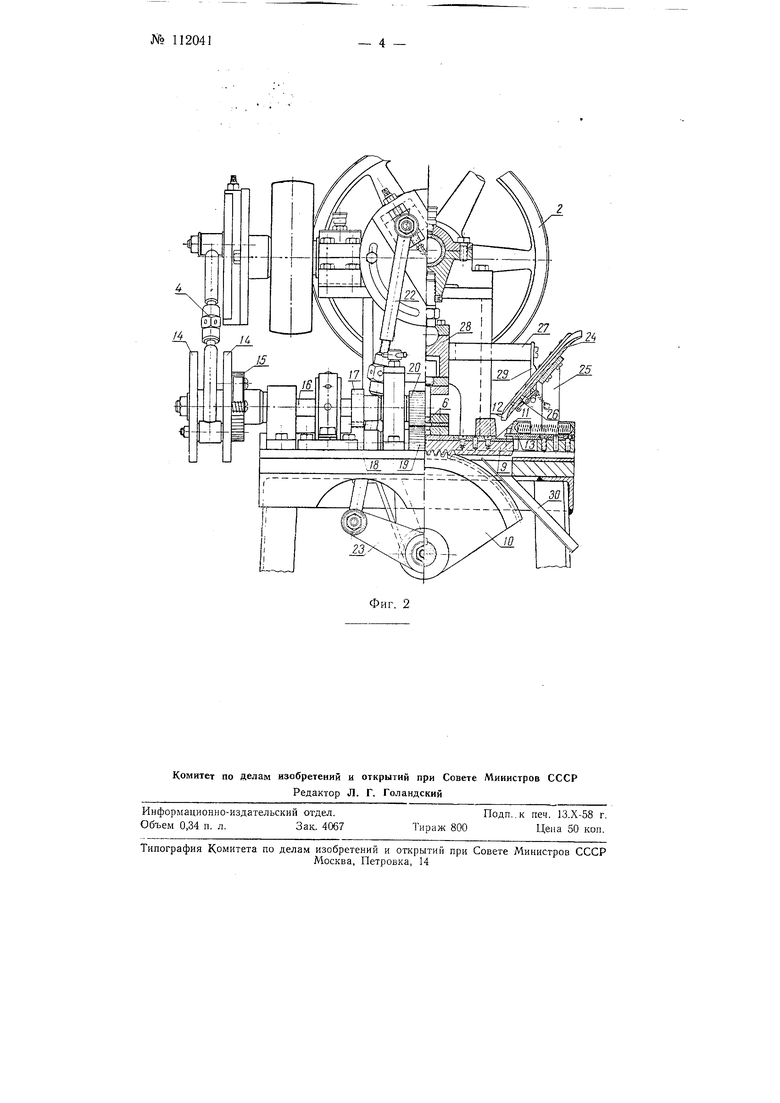
На фиг. 1 изображеи вид эксцентрикового пресса спереди; на фиг. 2 - вид пресса сбоку.
Главный вал / получает движение через приводной шкив 2 от электродвигателя или трансмиссии. Через имеющуюся на конце вала ступицу 3 и шатун 4 приводится в движение транспортирующий ленту механизм 5. Вырубание заготовок для трубочек производится при помощи пуансона 6 и матрицы 7, Пуапсоп 6 получает вертикальные перемещения от главного вала 1 через кривошип и шаровой шатун 8.
Вырубленная заготовка трубочки через матрицу 7 попадает в углубление на каретке 9, которая выполнена в виде рейки и при помощи зубчатого сектора 10 передвигается справа налево и слева направо.
№ 112041- 2 -
В момент подхода каретки 9 к крайнему правому положению в паз подвижного гибочного пуансона 11, закрепленного горизонтально на каретке 9, из желобка 12 на заготовку трубочки падает пряжка. Каретка 9, продолжая движение вправо, встречает неподвижную гибочную матрицу 13, и заготовка обжимается на перемычке пряжки в трубочку.
Подача ленты для вырубки трубочек производится с рулона, помещенного на катушке, укрепленной на столе станины (на чертеже не показана). Конец ленты проходит в направляющие планки вырубного щтампа и проталкивается в транспортирующий механизм 5, щатун 4 которого присоединен к свободно качающимся дискам 14, на одном из которых закреплены подпружиненные собачки, действующие на храповик 15, закрепленный на валике 16. На конце валика 16 насажена щестерня 17, передающая вращение шестерне 18, являющейся-ведущей для приемного валика 19. Валик 19 в паре с подпружиненным валиком 20 производит прерывистую подачу штамповальной ленты, из которой вырубаются заготовки для трубочек.
Сектор 10, сообщающий каретке 9 горизонтальные перемещения, приводится в колебательное движение кривошипом 21 эксцентрикового вала пресса посредством шатуна 22 и рычага 23, соосно скрепленного с сектором 10.
Бункер 24 для пряжек жестко закреплен на кронштейне 25. Бункер наклонен к пазу гибочного пуансона //. Подача пряжек по одной обеспечивается двумя заслонками бункера, установленными на подпружиненном коромысле 26, который приводится в колебательное движение при помощ.и пальца 27, жестко соединенного с ползуном 28 пресса. Палец 27 на конце несет рычаг 29, который изогнутым концом нажимает на коромысло 26, приводя в действие заслонки, одна из которых удерживает в бункере пряжку, а другая отсекает выходящую из желобка 12 бункера 24 очередную пряжку.
Работа пресса происходит следующим образом.
При включении главного вала / вначале включается в работу механизм пуансона 6, посредством которого производится вырубка заготовок трубочек. Вырубленная заготовка падает в паз закрепленного на каретке 9 гибочного пуансона //, который в этот момент находится под матрицей 7 вырубного штампа. После этого в работу включается механизм каретки 9. При помощи сектора 10 каретка 9 с заготовкой трубочки перемещается к неподвижной гибочной матрице 18. В это время в работу включается механизм бункера 24, нижняя заслонка которого отсекает очередную пряжку. Через желобок 12 пряжка падает в паз гибочного пуансона //, который в этот момент подходит к неподвижной гибочной матрице 13. Заготовка трубочки обжимается на перемычке пряжки.
При обратном ходе каретки освобождается окно для выхода готовой пряжки по желобу 30.
Затем для вырубки очередной заготовки трубочки вступает в работу транспортирующий механизм 5, и вырубка заготовки из подаваемой под пуансон 6 щтамповальной ленты 31 и надевание трубочки на пряжку повторяются..
Предмет изобретения
1. Штамповочный полуавтомат, выполненный в виде эксцентрикового пресса с вырубным и гибочным штампами, приводной кареткой для передачи вырубленных заготовок от вырубного к гибочному штампу и приводных валиков для прерывистой подачи штамповальной ленты, отличаю щ.и и с я тем что, с целью изготовления, например, трубочек и сборки их с пряжками, он снабжен бункером для пряжек с двумя поочередно открываемыми заслонками для поштучной подачи пряжек в гибочный штамп, гибочный пуансон которого закреплен горизонтально на каретке и взаимодействует с неподвижной гибочной матрицей.
2.Форма выполнен-ия .полуавтомата по п. 1, отличающаяся тем, что заслонки бункера установлены на подпружиненном коромысле, приводимом в колебательное движение пальцем ползуна пресса.
3.Форма выполнения полуавтомата по п. 1, отличающаяся тем, что каретка выполнена в виде рейки, взаимодействующей с сектором, приводимым в колебательное движение кривошипом эксцентрикового вала пресса посредством щатуна и соосно скрепленного с сектором рычага. 2/ 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| УСТРОЙСТВО для СБОРКИ РАМОК ПРЯЖЕК С РОЛИКАМИ К ШТАМПОВОЧНОМУ ПОЛУАВТОМАТУ | 1965 |
|
SU170034A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Листоштамповочный многопозиционный пресс-автомат | 1974 |
|
SU548439A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1973 |
|
SU383500A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1973 |
|
SU394138A1 |