1
Известен штамп последовательного действия для полз-ченпя деталей из периодически подаваемого листового материала на позициях вырубки и гибки, содержавши подвижную и неподвижную плиты с закреиленными на них рабочими органами.
Для осуществления безотходной двухрядной вырубки предлагаемый штамп снабжен механизмом перемещения на позицию гибки двух вырубленных заготовок поперек направления подачи материала, на разные расстояния параллельпо их положению на позиции вырубки, выполненным в виде шарнирио закрепленных на неподвижной плите разноплечих рычагов с толкателями, подвижными в плоскости, перпендикулярной направлению подачи материала к взаимодействующими с вырубленными заготовка.ми при удалении подвижной плиты от иеподвижной.
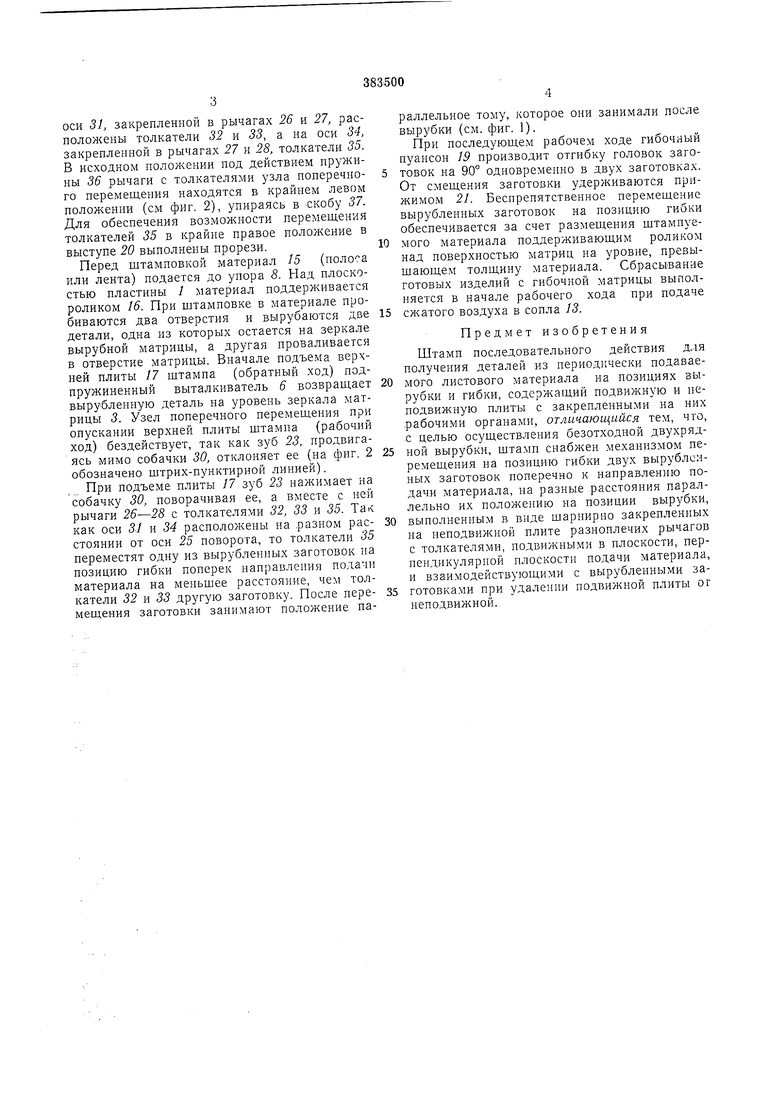
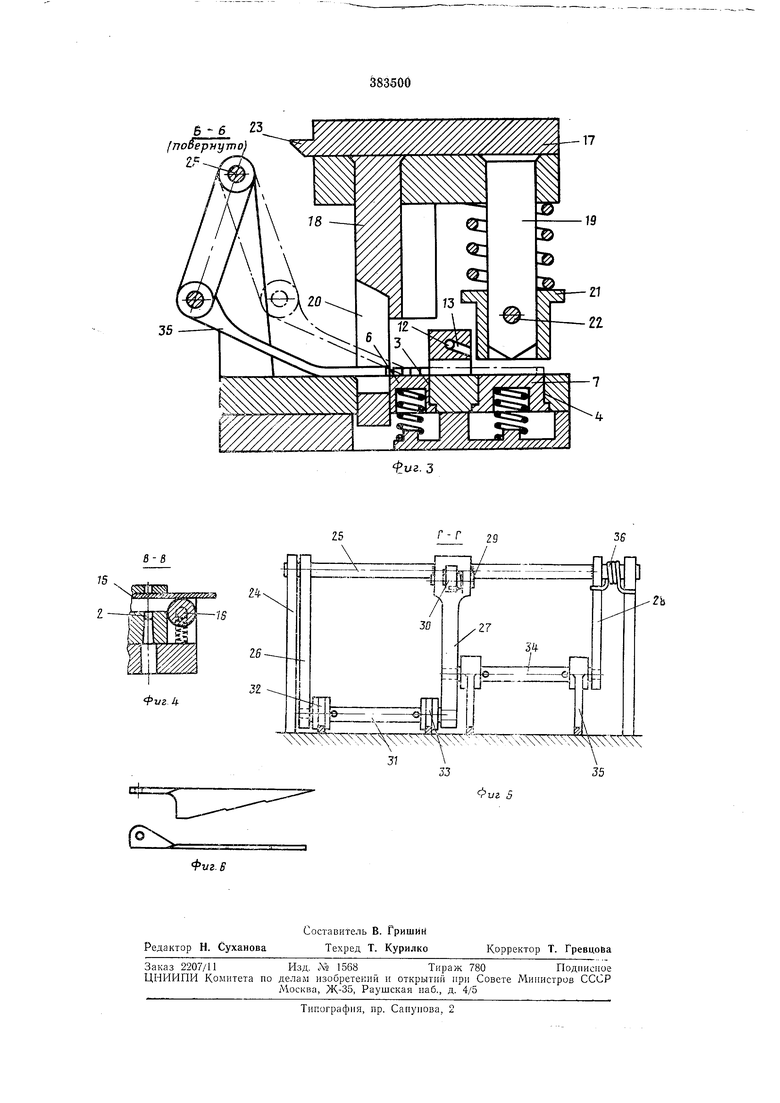
На фиг. 1 изображен предлагаемый шта.мп со сиятой верхней плитой, вид сверху; на фиг. 2 - сечение по А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1; на фиг. 4 - сечение но на фиг. 1; на фиг. 5 - сечение по Г-/ на фиг. 1; на фиг. 6 - изделие (строительный закреп) в двух проекциях, полученное в описываемо.м штампе.
В пластине / штампа выполнены две дыропробивные 2, вырубная 3 и гибочная 4 матрицы, установленные в нижней плите 5. В полости .матриц 3 п 4 .размещены подпружиненные выталкиватели 6 и 7. На пластине / закреплены упор S, съемник 9, задняя W и передняя // направляющие линейки, причем в
последней выполнен канал 12 и сопла 13, а также установлен штуцер 14 для подвода сжатого воздуха.
В липейке // на участке от линии а (см. фиг. 1) до левого торца со стороны пластины
/ выполнен вырез высотой, равной 2-3 толщииам шта.мпуемого .материала 15, который
поддерживается поднружииенным роликом 16.
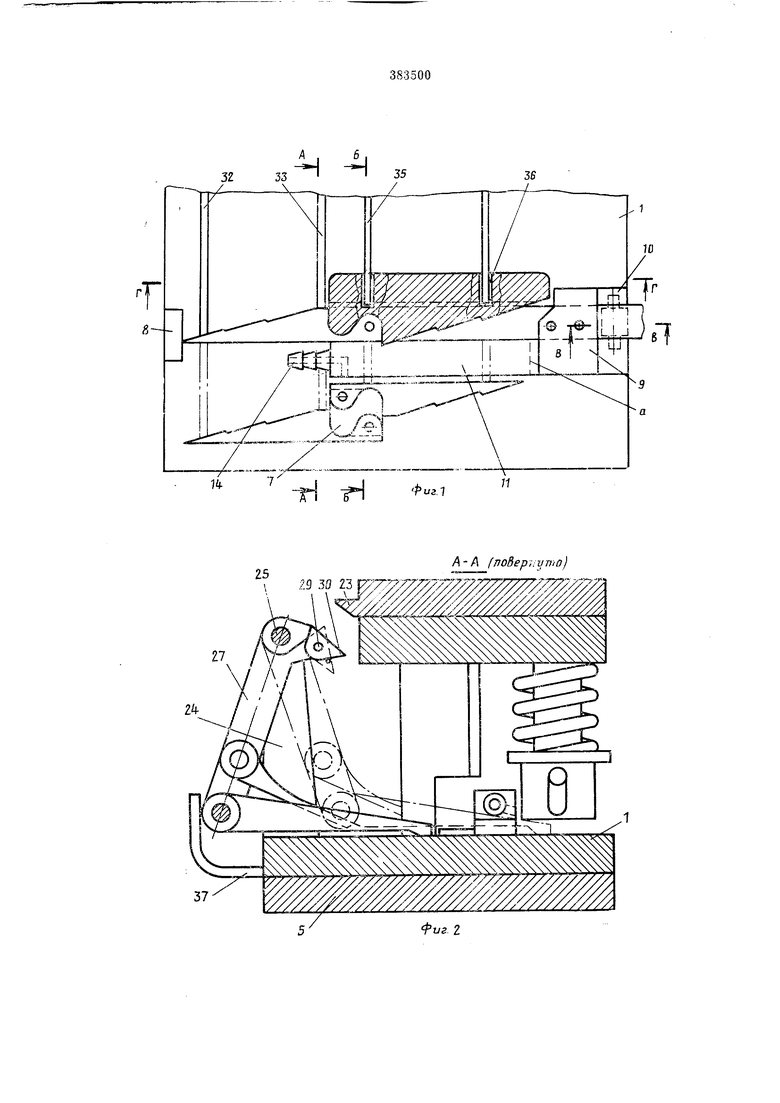
На верхней плите /7 штампа закреплены
два дыропробивных (на чертежах не показаны), вырубной /5 и гибочный 9 пуансоны. На вырубном пуансоне выполнен выступ 20, служащий для восприятия поперечных изгибающих нагрузок, возникающих при вырубке по иезамкнутому контуру. На гибочно.м п ансоне подвижно установлен подпружиненный прижи.м 21, перемещение которого ограничивается штифтов 22, размещенны.м в пазах прижима. На плите 17 вынолнен зуб 23. Узел поперечного пере.мещения вырубленных заготовок на позицию гибки состоит из двух закрепленных на нластине / кронштейнов 24, в проушина.х которых раз.мещена ось 25. С последней жестко связаны рычаги 26- 28. В верхней частн рычага 27 на оси 29 устаиовлена потппгжмч.- пиясг ..-
оси 31, закрепленной в рычагах 26 и 27, расположены толкатели 32 и 33, а на оси 34, закрепленной в рычагах 27 и 28, толкатели 35. В исходном положении под действием пружины 36 рычаги с толкателями узла поперечного перемещения находятся в крайнем левом положении (см фиг. 2), упираясь в скобу 37. Для обеспечения возможности перемещения толкателей 35 в крайне правое положение в выступе 20 выполнены прорези.
Перед щтамповкой материал 15 (положа или лента) подается до унора 8. Над плоскостью пластины 1 материал поддерживается роликом 16. При штамповке в материале пробиваются два отверстия и вырубаются две детали, одна из которых остается на зеркале вырубной матрицы, а другая проваливается в отверстие матрицы. Вначале подъема верхней плиты 17 щтампа (обратный ход) подпружиненный выталкиватель 6 возвращает вырубленную деталь на уровень зеркала матрицы 3. Узел поперечного перемещения при опускании верхней плиты щтампа (рабочий ход) бездействует, так как зуб 23, продвигаясь мимо собачки 30, отклоняет ее (на фиг. 2 обозначено штрих-пунктирной линией).
При подъеме плиты 17 зуб 23 нажимает на собачку 30, поворачивая ее, а вместе с ней рычаги 26-28 с толкателями 32, 33 и 35. Так; как оси 31 и 34 расположены на разном расстоянии от оси 25 поворота, то толкатели 35 переместят одну из вырубленных заготовок на позицию гибки поперек направления подачи материала на меньшее расстояние, чем толкатели 32 и 33 другую заготовку. После перемещения заготовки занимают положение параллельное тому, которое они занимали после вырубки (см. фиг. 1).
При последующел рабочем ходе гибочный пуансон 19 производит отгибку головок заготовок на 90° одновременно в двух заготовках. От смещения заготовки удерживаются прижимом 21. Беспрепятственное перемещение вырубленных заготовок на позицию гибки обеспечивается за счет размещения щтампуемого материала поддерживающим роликом над поверхностью матриц на уровне, превышающем толщину материала. Сбрасывание готовых изделий с гибочной матрицы выполняется в начале рабочего хода при подаче сл атого воздуха в сопла 13.
Предмет изобретения
Штамп последовательного действия для получения деталей из периодически подаваемого листового материала на позициях вырубки и гибки, содержащий подвижную и неподвижную плиты с закрепленными на них рабочими органами, отличающийся тем, что, с целью осуществления безотходной двухрядной вырубки, щтамп снабжен механизмом перемещения на позицию гибки двух вырубленных заготовок поперечно к направлению подачи материала, на разные расстояния параллельно их положению на позиции вырубки, выполненным в виде шарнирно закрепленных на неподвижной плите разноплечих рычагов с толкателями, подвижными в нлоскости, пернендикулярной плоскости подачи материала, и взаимодействующими с вырубленными заготовками при удалении подвижной плиты от неподвижной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия | 1973 |
|
SU455780A2 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Штамп совмещенного действия | 1976 |
|
SU653005A1 |
| Штамповочный полуавтомат | 1956 |
|
SU112041A1 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп совмещенного действия для вырубки и гибки заготовок из полосового материала | 1979 |
|
SU871911A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для вырубки заготовок и сборки их со штучными деталями | 1988 |
|
SU1558536A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1349851A1 |
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
25
Z7
37
Pvs 2
В-6 23 Inoeep-Hywo
17
иг. 3
