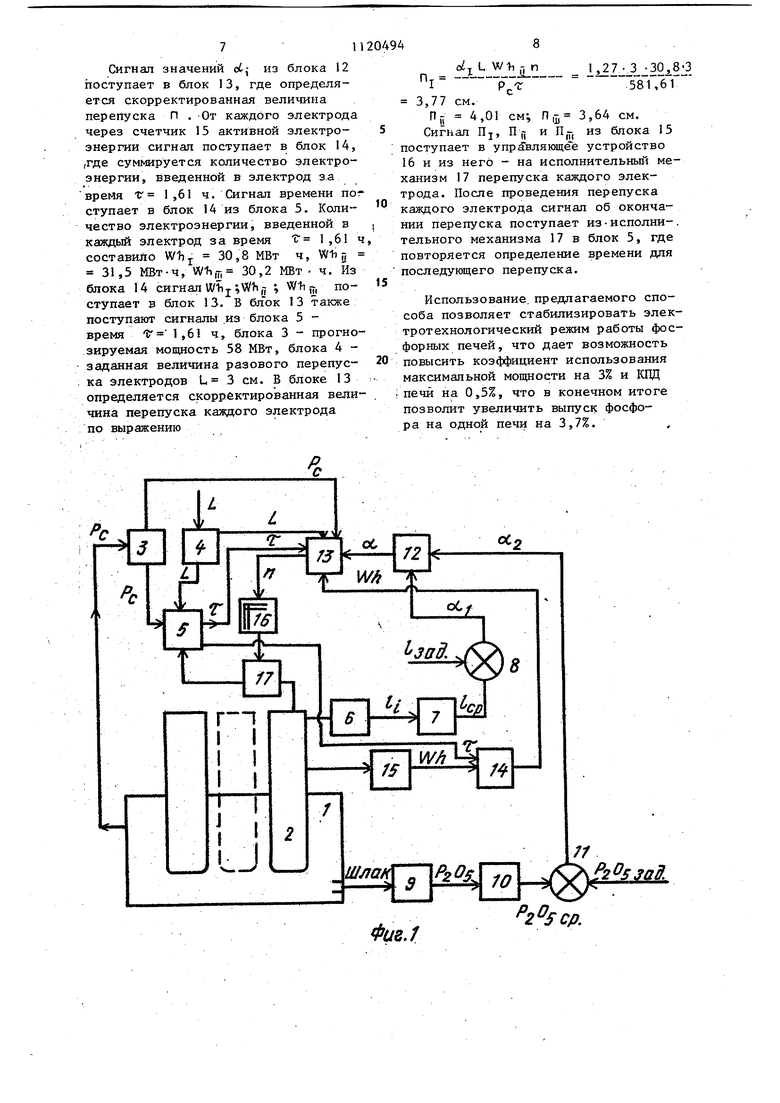
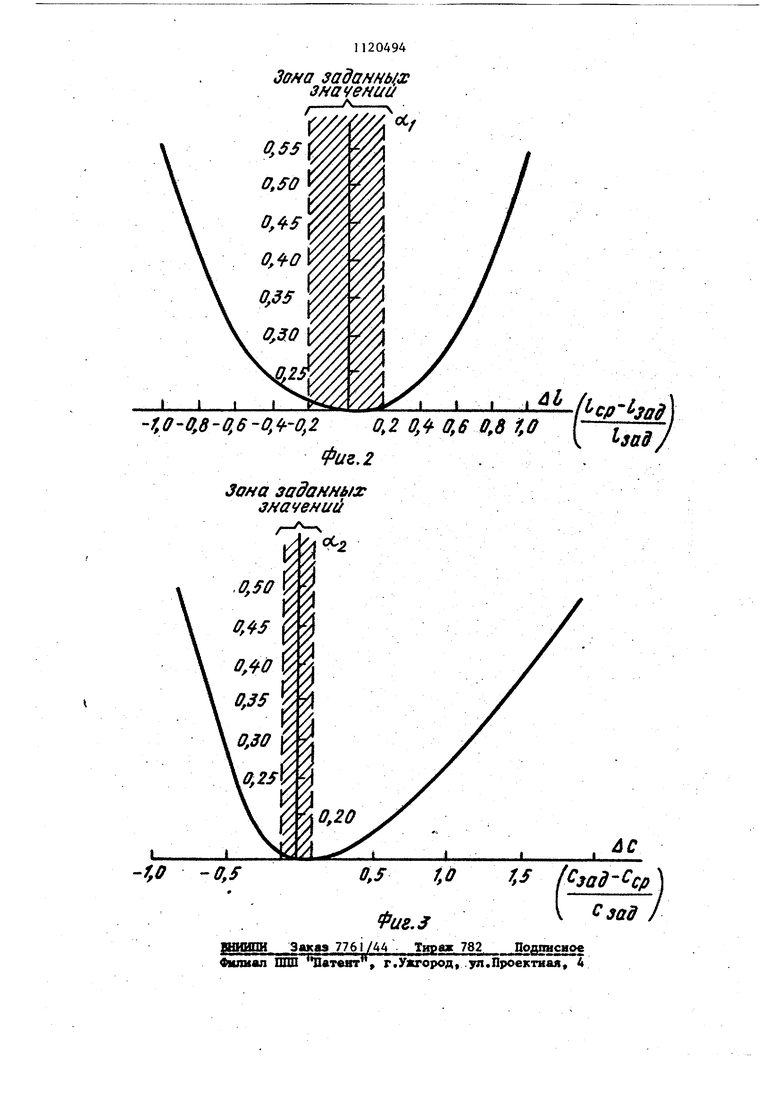
Изобретение относится к электро термии и касается эксплуатации руд иотермических электропечей закрытого типа для производства фосфора, При эксплуатации электропечей для производства фосфора дискретно перепускают электрод относитель электрододержателя по мере его рас хода, поддерживая длину электрода в оптимальных пределах. Известен способ, при котором эл трод опускают относительно электрододержателя С П. К недостаткам следует отнести отсутствие в управлении перепуском электродов каких-либо связей с электротехнологическим режимом, чт приводит к значительному отклонению длины электрода от оптимальных значений положения электрододержателя и как следствие - к недобору мощности и производительности печи. Известна, автоматическая система измерения длины электродов в электропечах с выдачей сигнала на перепуск электродов, в которой длина электрода вычисляется по результатам из мер.ения веса электрода с уче том подъемного усилия 123Недостатком/ такой системы является высокая погрешность измерен дпины рабочей части электродов закрытой фосфорной печи из-за малой величины расхода электродов между проводимыми перепускаьм. Необходимость проведения перепусков при расходе каждого электрода не более 50-100 кг вызвана свойствами самоспекающихся электродов: расположением зоны коксования ниже контактных водоохлаждаемых плит. При весе электрода с электрододержателем 30-40 т расход электрода между перепусками 50-100 кг составляет 0,2 (0,4%, что соизмеримо с погрешность .любой системы. Наиболее близким по технической сути является способ управления эл тротехнологическим режимом закрыто электропечи дпя получения фосфора, при котором поддерживают во время плавки сопротивление фаз печи в за данных пределах перемещением электрододержателей с электродами и пе репуском электродов относительно электрододержателей и величину перепуска определяют пропорционально количеству электроэнергии, введенному в каждый электрод между перепусками З J, Недостатками известного способа являются невозможность определения положения электрода в ванне печи для сплошных самоспекающихся электродов, используемых в фосфорных печах, так как в известном способе положение торца электрода предпо-у лагается измерять в полом электроде, а также отсутствие связи автоматического управления перепуском электродов с такими важным технологическими параметрами, как положение электрододержателя и содержание остаточного содержания пятиокнси фосфора в шлаке, характеризующем углеродистый режим печи. Это в свою очередь приводит к недобору электрической мощности и снижению производительности печи из-за /отсутствия корректировки величигаг разо-вых перепусков электродов {т.е. дпины электродов ) с учетом указанных Ш)Ш1е параметров за счет перемещения электрододержателя в крайние положения и колебаний ишаке. Цепью изобретения является пои 1шение производательности печи и надежности в работе электродов путем стабилизации электротехнологического режима работы печи. Цель достигается согласно способу управления электротехнопогическим реяммом закрытой электропечи для получения фосфора, при котором поддерживают во аремя плавки сопротивление фаз печи в заданных пределах перемещением электрододержателей с электродами и перепуском электродов относительно электрододержателей и величину перепуска определяют пропорционально количеству электроэнергии, введенному в каждый электрод за время между перепусками , определяют положение электрододержателей в период между перепусками , усредняют его за этот период и сравнивают с заданным, определйют содержание в щлаке в период между перепусками, усредняют его за этот период и сравнивают с заданным и перепускают электроды через промежуток времени Ю ,6-3,65 PC 3 где dj - диаметр электрода, см L - заданная величина перепуска, см; п - число электродов; Р - прогнозируемая средняя мощность за время между пе репусками i МВт; на скорректированную величину П iillllljLSfl i) J -Hh-JL где Wh - количество электроэнергии, введенной в электрод за период между перепуска( ми, МВт/ч; ЛС - приведенная к заданной величина рассогласования ot - коэффициент, зависящий от ЛС - приведенная к заданной величина рассогласования, 062 - коэффициент, зависящий от йС. . Указанное время между перепусками позволяет поддерживать зону коксования электфодов на требуемом уровне, исключить ее перемещение в широком диапазонеi и как следствие повысить надежность работы электродов за счет повьшения их механической прочности. Необходимость корректирования ве личины перепуска с учетом положения электрододержателя и содержания в шлаке обусловлена следующ основ ной причиной: фосфорная печь, как и все руднотермические печи, имеет значительную инерционность (25-35 ч по воздействию входных параметров, связанных с шихтой, на выходные содержание PjO параметры, а именно: в шлаке, температуру печного газа, производительность печи. Поэтому при отклонении от нормы одного из таких входных параметров как .химический или гранулометрический соста шихты, либо нарушение весового соот ношения компонентов шихты, происходит нарушение углеродистого режима печи, отклонение содержания в шлаке, что приводит к нарушению , технологического процесса печи на 25-35 ч вследствие большой инерцион ности процесса, состоящей из транспортного запаздывания и переходного режима. . В течение этого времени, например, в Случае зауглероживания ванны 944 печи, электрододержатель начинает перемещаться в крайнее верхнее положение и при достижении крайнего верхнего положения регулятор электрического режима снижает напряжение на электродах для поддержания активного сопротивления в заданных пределах. Снижение нап{5яжения на электродах приводит к снижению мощности печи. Для того, чтобы в этот период работы печи поддерживать максимально возможную мощность и исключить возможность перемещения электрододержателя в крайнее верхнее положение, корректируют величину перепуска в сторону уменьшения. При нарушении режима вь1пуска шлака возможно его накопление в ванне печи, что приводит также к перемещению электрододержателя вверх. При этом содержание PjOy в шлаке будет находиться в заданга 1х пределах, так как не бьшо нарушений по входным параметрам, связанных с шихтой. Поэтому корректировка величины перепуска будет проводиться только по положению электрододержателя. Проведение перепуска на скорректированную величину позволяет уменьшить скорость перемещения электрододержателя и увеличить время раб.оты печи на максимально возможной мощности, что позволяет повысить коэффициент использования максимальной мощности на 2-6%. На фкг. 1 представлена блок-схема устройства для реализации предлагаемого способа; на 4мг. 2 - графики для определения коэффициентао ; на фиг. 3 - графики для определения коэффициента В ванне электропечи 1 размещены электроды 2. Блок 3 прогнозирования мощности, блок А задания величины перепуска, блок 5 вычисления промежутка времени между.перепусками входят в устройство управления печью. Сигнал с блока 6 положения электрододержателя через блоки 7 усреднения И: блок 8 сравнения, а также сигналы с блока определения PjOj в шлаке квантометра 9 через блок 10 усреднения и блок П сравнения подают на блок 42 вычисления коэффициента коррекции, выход которого подключен к входу блока 13 вычисления скорректированной величины перепуска, куда через блок 14 5 суммирования подают сигнал со счетчика -15 активной электроэнергии эле трода 2, а также сигналы с блоков А и 5. С выхода блока 13 сигнал иде на управляющее устройство 6, ас го - на исполнительный механизм 17 каждого электрода. Пример осуществления предлагаемого способа управления на закрыто электропечи для получения фосфора типа РКЗ-72Ф. Для реализации предлагаемого сп соба необходимо задать параметры технологического процесса: диапазон колебания содержания Р205 в шл ке 1,3-1,5%; диапазон колебания пол жения электрододержателей 40-60 см диапазон изменения активного сопро тивления фаз 3,2-3,8 мОм. Управление перепуском электродо происходит следующем образом. На электропечи, оборудованной тремя самоспекающимися электродами диаметром 170 см, задают прогнозируемую мощность 58 МВт из блока до проведения следующего перепуска электродов. Активное сопротивление фаз поддерживается 3,2-3,8 мОм регулятором электрического режима Фоскар путем перемещения электро додержателя. От исполнительного ме ханизма 17 перепуска электрода сиг нал об окончании предыдущего перепуска каждого электрода поступает блок 5, где производится определение промежутка времени до проведен следующего перепуска каждого электрода по формуле Г 3,60-3,65ЧО- Время до проведения следующего перепуска в данном примере составляет 1,61 ч. В-блок 5 также поступает сигнал из блока 4 задания разовой величины перепуска 3 см. От исполнительного механизма перемещения электрододержателей, соединенного с сельсин-датчиками положения электрододержателей 6, сигнал о текущих значениях каждого электрододержателя поступает Б блок 7, где текущее значение положения электрододержателя усред няется за время V- 1,61 ч. Сигнал о величине времени, за которое про изводится усреднение, поступает в ftnoK 7 из блока 5. Усредненные зна чения каждого электрододержателя 46 составляют Л j 20 см, Л ,7 15 см и лРщ 22 см. Из блока 7 сигнал усредненнь х значений В .р положения электрододержателей поступает в (блок 8, где сравнивается с заданным верхним и нижним значением j. положения электрододержателя. В нашем случае Ej, t р, , i,-, меньше нижнего заданного значения 40 см. Тогда определяется приведенная величина рассогласования между усредненными и заданными значениями положения электрододержателей для каждого электрода 20 - 40 - 0,5; л9. 40 - 0,625; Ч - 40 ,,...4о .. И ПО графику ЛФИГ.2) определяется коэф(циент , равный оС, (+0,26); ot,g (+,0, d (-1-0,24). Сигнал полученных значений коэффициента oi,.поступает из блока 8 в блок 12, где определяется корректировочный коэффициент. В это же время при выпуске шлака из электропечи отбирают пробы шлака с частотой 0,5-1 ч, которые поступают на квантометр 9, где они анализируются на содержание PjOj (С-) и сигнал о текущем значении РлОевТплаке поступает в блок 10, куда также поступает сигнал о времени С 1,61 ч из блока 5. В блоке 10 теку1ще значения С ) усредняются за время Т 1,61 ,5%. Сигнал усредненного значения из блока 10 поступает s блок 11, где происходит сравнение с заданным значением содержания в шлаке (Cj ). В блоке 11 при наличии рассогласования между С р и CyctA 2,5 1,5% ) определяется приведенная величина рассогласования c ii5..r-2i5 Q по графику (фиг.З) определяется коэффициент oLz t равный (-0,21 ). Сигнал из блока I1 поступает в блок 12, где определяется корректиовочный коэффициент ot. , равный I -ei j AZ -tiizuc 1,27; оС„ 1,32; ot,.; 1,25.
Сигнал значений об,- из блока 12 поступает в блок 13, где определяется скорректированная величина перепуска П . От каждого электрода через счетчик 15 активной электроэнергии сигнал поступает в блок 14, (Где суммируется количество электроэнергии, введенной в электрод з.а время т 1 ,61 ч. Сигнал времени подступает в блок 14 из блока 5. Количество электроэнергии, введенной в каждый электрод за время 1 1,61 ч составило Whj 30,8 МВт ч, Wh ц 31,5 МВт-ч, W-h,7j 30,2 МВт - ч. Из блока 14 сигнал U;/1ij.;V(/,-j ; Wli jj, поступает в блок 13. В блок 13 также поступают сигналы из блока 5 время 1,61 ч, блока 3 - прогнозируемая мощность 58 МВт, блока 4 заданная величина разового перепуска электродов U 3 см. В блоке 13 определяется скорректированная величина перепуска каждого электрода по выражению
L W-h с, п1,27-3 -30,8-3
1
581,61
3,77 см.
Rji 4,01 см; П ,5 3,64 см. Сигнал IIj, П jj и rij, из блока 15 поступает в управляющее устройство 16 и из него - на исполнительньп механизм 17 перепуска каждого электрода. После проведения перепуска каждого электрода сигнал об окончании перепуска поступает из-исполни-, тельного механизма 17 в блок 5, где повторяется определение времени для последующего перепуска.
Использование, предлагаемого способа позволяет стабилизировать электротехнологический режим работы фосфорных печей, что дает возможность повысить коэффициент использования максимальной мощности на 3% и КПД печи на 0,5%, что в конечном итоге позволит увеличить выпуск фосфора на одной печи на 3,7%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления режимом работы электропечи для производства фосфора | 1987 |
|
SU1624706A1 |
| Способ автоматического управления положением реакционной зоны в ванне руднотермической электропечи и система для его осуществления | 1990 |
|
SU1765650A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ФОСФОРА В ЭЛЕКТРОТЕРМИЧЕСКОЙ ПЕЧИ | 1994 |
|
RU2081818C1 |
| СПОСОБ КОНТРОЛЯ ДЛИНЫ РАБОЧЕЙ ЧАСТИ ЭЛЕКТРОДА ЗАКРЫТОЙ РУДНО-ТЕРМИЧЕСКОЙ ПЕЧИ | 1991 |
|
RU2007055C1 |
| Способ управления процессом получения фосфора в электротермической печи | 1985 |
|
SU1288155A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ РАБОТОЙ ФОСФОРНОЙ ПЕЧИ | 1991 |
|
RU2033706C1 |
| Способ управления электротехнологическим режимом закрытой электропечи для получения фосфора | 1983 |
|
SU1133471A1 |
| Способ контроля длины рабочей части электрода | 1990 |
|
SU1817264A1 |
| Способ управления углеродистым режимом работы руднотермической электропечи для получения фосфора | 1984 |
|
SU1229543A1 |
| Способ управления работой фосфорной электропечи и устройство управления работой фосфорной электропечи | 1982 |
|
SU1066048A1 |
СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОТЕХНОЛОгаЧЕСКИМ РЕЖИМОМ ЗАКРЫТОЙ ЭЛЕКТРОПЕЧИ ДЛЯ ПОЛУЧЕНИЯ ФОСФОРА, при котором поддерживают во время плавки сопротивление фаз печи в заданных пределах перемещением электрододержателей с электродами и перепуском электродов относительно электрододержателей и величину перепуска определяют пропорционально количеству электроэнергии, введенному в каждый электрод за время между перепускамц, о т л и ч a ющ и и с я тем, что, с целью повышения производительности печи и надежности в работе электродов путем поддержания оптимального положения электродов, определяют положение электрододержателей в период.между перепусками, усредняют его за этот период и сравнивают с заданным, определяют содержание шлаке в период между перепусками, усредняют его за этот период и сравнивают с заданным и перепускают элек-троды через промежуток времени -4 3,6 - 3,65 -10 , м , PC йд - диаметр электрода, см; где L - заданная величина перепуска, см; п - число электродов; PJ, - прогнозируемая средняя (Л мощность за время между перепусками, МВт; на скорректированную величину П . yil см. РСю где W1i- количество электроэнергии, введенной в электрод за пе4 риод мезкду перепусками, СО МВт/ч; Л1 - приведенная к заданной ве4) личина рассогласования; - коэ4ф1циент, зависящий от Л 8 Дс - приведенная к заданной величина рассогласования; о(,2 - коэффициент, зависящий от 4С.
20ssaff.
| I | |||
| Струнский Б.М | |||
| Руднотермические плавильные печи | |||
| М., Металлургия , 1972, с | |||
| Способ исправления пайкой сломанных алюминиевых предметов | 1921 |
|
SU223A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Насос | 1917 |
|
SU13A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
