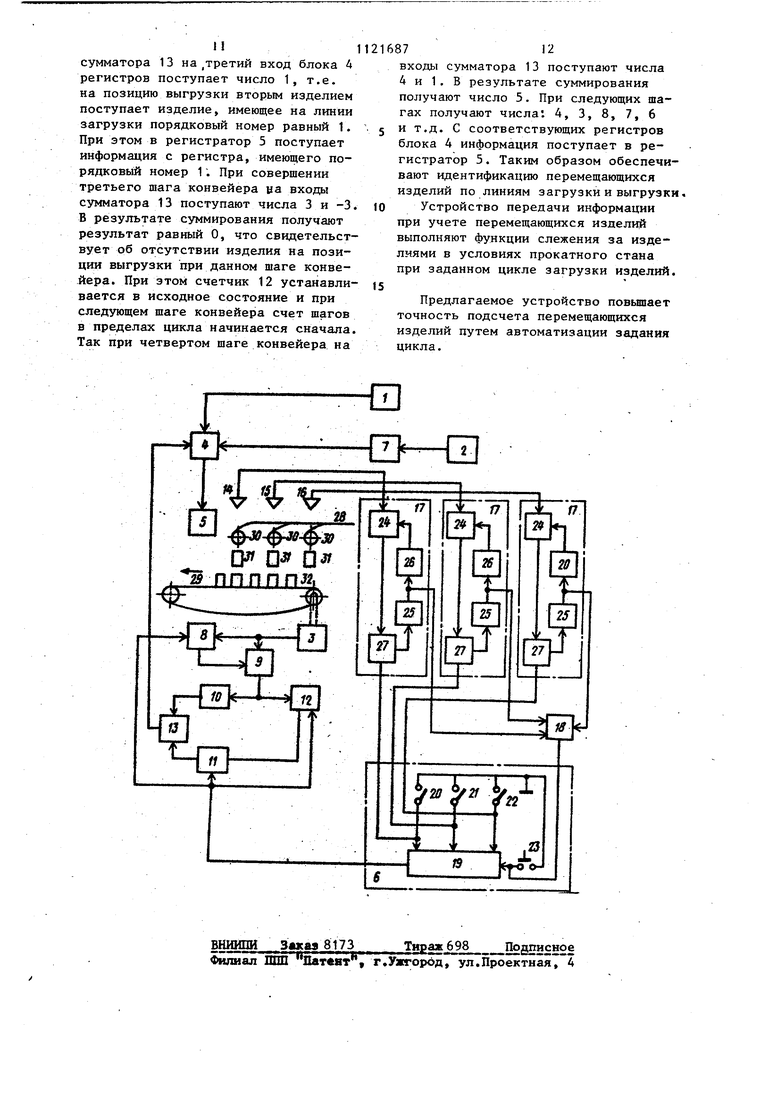
Изобретение относится к информационным системам для передачи информации о перемещающихся изделиях и может быть использовано при автоматическом управлении технологически процессом на гаирокополосовых станах горячей прокатки черной и цветной металлургии. По основному авт.св. № ;963021 известно устройство для подсчета перемещающихся изделий, например рулонов на прокатньк станах, содержащее датчик параметров- изделия выход которого подключен к первому входу блока регистров загрузки, импульсный датчик перемещения изделий по линии выгрузки и регистратор, задатчик цикла загрузки, счетчик чис ла изделий, перемещающихся по линии загрузки, элемент совпадения, счетчик числа изделий, перемещаемых чере позицию выгрузки, регистр памяти, счетчик числа перемещений изделий в пре делах каждого цикла загрузки, сумматор и датчик загрузки изделий, выход которого подключен к входу счетчика числа изделий, перемещающихся по линии загрузки, выход которого соединен с вторым входом блока регистров загрузки, третий вход - с выходом сумматора, выход задатчика цикла загрузки подключен к первому входу счетчика перемещений изделий до позиции выгрузки, к первому входу регистра памяти, к первому входу счетчика числа перемёщеНИИ изделий в пределах каждого цикла заг рузки, выход которого соединен со вторым входом регистра памяти, выход которого подключен к первому входу сумматора, второй вход которого . соединен с выходом счетчика числа изделий, перемещающихся через позици выгрузки, выход импульсного датчика перемещения изделий по линии выгрузк подключен к первому входу элемента совпадения и первому входу счетчика числа перемещений изделий до позиции выгрузки, выход которого соединен с вторым входом элемента совпадения, выход которого подключен к второму входу счетчика числа перемещений изделий в пределах каждого цикла загрузки и входу счетчика числа изде лий, перемещающихся через позицию выгрузки, выход блока регистров загрузки соединен с регистратором flj . Однако известное устройство харак теризуется недостаточной точностью подсчета перемещающихся изделий. 87 обусловленной периодическими ошибками оператора, задающего цикл последовательности. , Цель .изобретения - повышение точности подсчета перемещающихся изделий путем автоматизации задания цикла их загрузки. Поставленная цель достигается тем, что в устройство для подсчета перемещающихся изделий введены блоки формирования сигналов по числу позиций загрузки, элемент ИЛИ и датчики наличия изделий на позициях загрузки, выходы которых подключены к соответствунлцим входам блоков формирования сигналов, управляющие входы которых соединены с входами элемента ИЛИ, выход которого подключен к управляющему входу задатчика цикла загрузки, другие входы которого соединены с информационными выходами блоков формирования сигналов. Блок формирования сигналов по числу позиций загрузки содержит дeлитeль формирователи импульсов и элемент ИЛИ первьй вход которого является входом блока формирования сигналов, а выход подключен к входу делителя, первый выход которого Является информационным выходом блока формирования сигналов, второй выход делителя через последовательно соединенные формирователи импульсов соединен с вторым входом элементаИЛИ, выход первого формирователя импульсов является управляющим выходом блока формирования ригналов. На чертеже представлена блок-схема устройства для подсчета перемещающихся изделий. Устройство содержит датчик- 1 параметров изделия, датчик 2 загрузки изделий на линии загрузки, импульсный датчик 3 перемещения изделий по линии выгрузки, блок 4 регистров загрузки, включающий число регистров, которое соответствует максимальному числу изделий на линиях перемещения между датчиком 2 загрузки и позицией выгрузки, и регистратор 5, причем выход датчика 1 параметров подключен к первому входу блока 4 регистров . загрузки, а также задатчик 6 цикла загрузки, счетчик 7 числа изделий, перемещающихся по линии загрузки, счетчик 8 числа перемещений изделий по линии выгрузки до позиции выгрузки, элемент 9 совпадения, счетчик 10 числа изделий, перемещающихся; через позицию выгрузки, регистр 11 памяти, счетчик 12 числа перемещений изделий в пределах каждого цикла загрузки и сумматор 13. Дополнитель но устройство содержит датчики 14-1 наличия изделий в позициях загрузки блоки 17 формирования сигналов по числу позиций загрузки и элемент ИЛИ 18. Задатчик 6 числа загрузки содержи сдвиговой регистр 19, которьй испол зуется в устройстве, а также тумблер 20-22 и кнопку 23, которые в данном устройстве не используются, а приведены для пояснения информационных и управляющего сигналов, формируемых блоками 17 и схемой 18. Блок 17 формирования сигналов по числу позиций загрузки содержит эле мент ИЛИ 24, формирователи 25 и 26 импульсов и делитель 27. На чертеже представлены линия 28 загрузки, по которой перемещаются изделия, позиция 29 выгрузки изделий позиция 30 загрузки изделий, механизмь 31 перемещения изделий илиния.. 32 выгрузки, изделий, которые не входят в состав устройства подсчета перемещающихся изделий. Выход датчика 2 загрузки подключе IV входу счетчика 7, выход которого соединен с вторым входом блока 4 регистров загрузки, выход которого подключен к регистратору 5, 4 третий вход - к выходу сумматора 13, первый вход которого соединен с выходом счетчика 10, а второй вход с выходом регистра 11 памяти, первый вход которого подключен к выходу счетчика 12, а второй вход соединен с первьм входом счетчика 12, выходом задатчика 6 цикла загрузки и первым входом счетчика 8, второй вход которого одновременно подключен к выходу импульсного датчика 3 и пер вому входу элемента 9 совпадения, второй вход которого соединен с выходом счетчика 8, а вьгход - одновременно с вторым входом счетчика 12 и входом счетчика 10. Выход элемента ИЛИ 18 соединен с управляющим входом задатчика 6 цикла загрузки, а входы - с управляющим выходами блоков 17 формирования сигналов соответственно, информационные выходы которьтх подключены к соот ветствующим входам задатчика 6 цикла загрузки, а выходы - к соответствующим датчикам 14-16 наличия изделий 87 на позициях 30 загрузки. Первый выход делителя 27 соеднмен с информационным выходом блока 17 формирования сигналов, а второй выход. - с входом формирователя 26 импульсов, выход которого соединен с управляющим выходом блока 17 формирования сигналов и одновременно с входом формирователя 25 импульсов, выход которого подключен к первому входу элемента ИЛИ 24, второй вход которой соединен с входом блока 17 формирования сигналов, а выход - с входом делителя 27. Информационные входы сдвигового регистра 19 подключены к информационным входам задатчика 6 цикла загрузки и одновременно к первым клеммам тумблеров 20-22 соответствен-но, а управляющий вход - к управляющему входу задатчика 6 цикла загрузки и одновременно к первой клемме кнопки 23, вторая клемма которой соединена с вторыми клеммами тумблеров 20-22 и заземлена. Устройство представляет собой цифровой автомат, предназначенный для автоматической передачи информации, и имеет блочную структуру. Датчик 1 параметров изделий включает в себя комплекс информационноизмерительных средств прокатного стана, например измеритель толщины, ширины, длины, температуры проката, вычислитель теоретического веса и др. комплекс средств ввода технологической информации об изделиях, в частности номеп плавки, партии, заказа, марки стали, номер смены, бригады и др., информация на выходе датчика 1 параметров представлена в цифровом виде. Датчик 2 загрузки изделий представляет собой датчик наличия и предназначен для фиксации изделия на линии загрузки. В качестве такого датчика могут быть использованы фотореле, пирометр, гидравлический, пневмоструйный и емкостной, индуктивный и другие датчики. импульсный датчик 3 перемещения изделий кинематически связан с линией выгрузки изделий (конвейером) и вьщает тактовые импульсы Шаг конвейера окончен. Он предназначен для фиксации моментов перемещения изделий по линии выгрузки. Блок 4 регистров загрузки предназначен для записи, а также хранения. информации об изделии,-поступающей от датчика 1 параметров, и информации о порядковом номере его перемеще ния по линии загрузки, поступающей с выхода счетчика 7. Блок 4 содержит число регистров, каждый из которых хранит информацию об отдельном изделии, его параметры и порядковый номер. Это число регистров равно максимальному числу изделий, вмещающихся на линии перемещения между датчиком 2 загрузки с позицией 29 выгрузки. Первые два входа блока 4 соединены с выходами счетчика 7 и датчика параметров, а третий вход, имеющий вхо ную логику для сравнения порядковых номеров изделий, перемещающихся по лин ям загрузки и выгрузки, подключен к выходу сумматора 13. Регистратор 5 представляет собой информационное табло либо телетайп или маркирующую установку. Его-вход подключен к выходу блока 4 регистров Задатчик 6 цикла загрузки представляет собой наборное Поле тумблеров 20-22 и кнопки 23, а также сдвиговый регистр. В данном изобретении тумблеры 20-22 и кнопка 23 не исполь зуются, они могут быть использованы в случае аварийной ситуации, когда возникнет необходимость ручного ввода. Исполизуется только сдвиговый регистр, в который автоматически вводится и формируется цикл загрузку изделий. Счетчик 7 для подсчета изделий, перемещающихся по линии загрузки, представляет собой счетчик импульсов и дешифратор с присвоением каждому изделию порядкового номера. Вход счетчика 7 соединен с датчиком 2 загрузки. Счетчик 8 для подсчета числа пере мещений изделий по линии выгрузки представляет собой счетчик импульсов и схему сброса его в исходное состоя ние. При этом формируется сигнал начала подсчета изделий, перемещающихс через позицию выгрузки. Схема сброса счетчика в исходное состояние представляет собой набор дешифраторов на различные числа. Необходимое число импульсов Шаг конвейера окончен, подсчитанное .счетчиком 8, при котором происходит формирование сигнала начала подсчета изделий на позиции выгрузки, определяется задатчиком 6 по первому входу счетчика 8. Второй вход счётчика 8 соединен с датчиком Элемент 9 совпадения представляет собой вентиль, который открывается при наличии сигнала начала отсчета, поступающего со счетчика 8, и пропускает импульсы с датчика 3 в счетчик 10. Счетчик 10 для подсчета изделий, перемещающихся через позицию выгрузки по конструкции аналогичен счетчику 7 и предназначен для подсчета шага изделий, перемещающихся через позицию выгрузки с присвоением им порядкового номера. Регистр 11 памяти представляет собой память, содержащую вьгаисленные значения поправочных коэффициентов для каждого цикла загрузки изделий и входную логику. Счетчик 12 для подсчета числа перемещений изделий в пределах каждого цикла загрузки. Если число позиций загрузки равно трем (работают три моталки), счетчик t2 считает до трех, при двух позициях загрузки до двух и т.д. Каждому состоянию счетчика 12 соответствует определенное значение поправочного коэффици- ента. Сумматор 13 предназначен для суммирования двух чисел: .порядкового номера изделия, перемещающегося через линию выгрузки, значение которого поступает с выхода счетчика 10, и поправочного коэффициента, значение которого поступает с выхода регистра 1 1 . I Входы сумматора 13 соединены соответственно с выходами счетчика 10 и регистра 11. Датчики 14-16 фиксируют наличие изделий на позициях загрузки (в нащем случае это наличие проката в моталках) и являются преобразователями статического тока, реагирздащими на величину тока нагрузки электропривода механизмов моталок, при сматывании полосы в рулон. Блок 17 формирования сигналов предназначен для формирования информационного сигнала при поступлении полосы в определенную моталку и управляющего сигнала Конец цикла в том случае, если в одну и ту же мотал ку поступают две полосы. Количество блоков 17 должно соответствовать количеству позиций загрузки (моталок). Сдвиговый регистр 19 предназна- чен для последовательной записи кодов позиций загрузки (моталок), поступающих с информационных выходов блока 17, формирования цикла загрузки и передачи значений этих циклов по управляющему сигналу с выхода схемы 18 в счетчик 8, регистр 11 и счетчик 12 Тумблеры 20-22 предназначены для выбора вручную цикла загрузки и могут быть использованы в устройстве при ручном режиме работьи Кнопка 23 необходима для подачи вручную управляющего сигнала на перепись информации из регистра 19 в счетчик 8, регистр 11 и счетчик 12 и может быть использована при ручном режиме работы устройства. Формирователи 25 и 26 импульсов предназначены для формирования на выходе импульсов определенной длительности при изменении потенциала на входе и могут представлять собой мультивибраторы с эмиттерной связью в ждущем режиме работы (одновибраторы). При этом длительность импульсов формирования 26 выбирают из расчета времени, необходимого для переписи информации из регистра 19 в счетчики 8 и 12 и регистр 11, а такж установки делителей 27 в исходное состояние (чтобы избежать перенасыщенности рисунка, линии установки делителей 27 в исходное состояние на рисунке не показаны). Импульс на выходе формирователя 25 формируют по заднему фронту импульса формирователя 26. Лелитель 27 предназначен для деле ния частоты следования импульсов на два и имеет два выхода, на первом из которых осуществляется деление частоты импульсов на 2 , а на втором выходе на 2 . Применительно к нёпрерьшному шир {сополосному стану горячей прокатки линией 28 загрузки является отводящий рольганг, позицией 29 выгрузки издел (рулонов) может быть место размещения технологических весов на уборочном конвейере, позицией 30 за рузки изделий являются моталки, механизмами 31 перемещения - тележка, съемник, кантователь, передаточная тележка, и приемник рулонов, а линией 32 выгрузки изделий - уборочный конвейер. Устройство работает следующим образом. Изделия, перемещаясь по линии 28 загрузки, попадают в поле зрения дат чика 2 загрузки, который фиксирует их наличие на линии 28 загрузки. Эта информация поступает в счетчик 7, где каждому изделию присваивается порядковый номер. Значение параметров каждого изделия с датчика 1 параметров и его порядковый номер на линии загрузки со счетчика 7 в цифровом виде поступают в рег|1стры блока 4 регистров, где запоминаются. Количест- во регистров в блоке 4 регистров выбирается из условия максимального числа изделий, вмещающихся между датчиком 2 загрузки и позицией 29 выгрузки. Допустим, первое изделие, перемещаясь по линии 28 загрузки, поступает на вторую позицию 30 загрузки, в результате чего на выходе датчика 15 наличия изделий на позиции загрузки появится сигнал, который поступает на вход блока 17 формирования сигналов, а затем через элемент ИЛИ 24 на вход делителя 27. На первом выходе делителя 27 появится сигнал, который через информационный выход блока 17 поступит на второй информационный вход задатчика 6 и далее на сдвиговый регистр 19, в котором происходит за- . пись в коде и сдвиг цифры 2. Изделие .с позиции 30 загрузки с помощью механизмов 31 перемещения поступает на линию 32 выгрузки (конвейер), где производится перемещение изделия на один шаг в направлении позиции 29 выгрузки. Второе и третье изделия, перемещаясь по линии 28 загрузки, поступают соответственно на третью и первую позицию 30 загрузки, в результате чего на выходах датчиков 16 и 14 наличия изделий на позициях загрузки появятся сигналы, которые пройдя через элемент ИЛИ 24 и делитель 27, поступят на третий и первый информационные входы задатчика 6 и далее на сдвиговый регистр 19, в которой произойдет последовательная запись в коде и сдвиг цифр 3 и 1. Таким образом в задатчике 6 осуществлена автоматическая запись цикла загрузки, в нашем примере, это цикл 2-3-1. Четвертое изделие, перемещаясь по линии 28 выгрузки, вновь поступает на вторую позицию 30 загрузки, Б результате с выхода датчика 15 сигнал вновь через схему ИЛИ 24 поступит на вход делителя 27. В этом случае изменится потенциал на втором выходе делителя 27. Это изменение потенциала вызовет формирование управляющего импульса на выходе формирователя 26 импульсов, который одновременно поступит на вход формирователя 25 импульсов и на управляющий выход блока 17 формирования импульсо Управляющий импульс с выхода блока 1 через элемент ИЛИ 18 и управляющий вход задатчика 6 цикла поступает на вход сдвигового регистра 19. При этом осуществляется по информационному выходу задатчика 6 перепись значения цикла загрузки (в нашем примере 2-3-1) в счетчики 8 и 12 и регистр 11, а также установка сдвигового регистра 19 в исходное состояние. Этот же управляющий импульс с выхода элемента ИЛИ 18 устанавливает делители 27 блоков 17 в исходное состояние (линии связи на рисунке не показаны). По заднему фронту управляющего импульса формирователь 25 импульсов сформирует дополнительньй импульс, которьм через элемент ИЛИ 24 поступи на вход делителя 27. Поскольку делитель 27 был установлен в исходное состояние, то по приходу дополнитель ного импульса на его первом выходе появится сигнал, который через информационный выход блока 17 и второй информационный.вход задатчика 6 цикла поступит на вход сдвигового реги- стра 19, в котором произойдет запись в коде и сдвиг цифры 2. При поступле нии пятого, а затем шестого изделия на позиции 30 загрузки работа устройства будет аналогичной как при поступлении второго и третьего изделий, при этом в сдвиговом регистре 19 вновь запишется цикл 2-3-1, а при поступлении седьмого изделия на позицию 30 загрузки работа устройств будет аналогичной как при поступлени четвертого изделия и т.д. Таким образом осуществляется автоматическое определение цикла загрузки изделий в моталки перед прокаткой нового типоразмера полос или новой партии полос. После определения цикла загрузки, например 2-3-1, эта команда поступает в регистр 11, где из памяти выбираются соответствующие значения поправочных коэффициентов (в рассматриваемом примере 1,), в счетчик 8, где схема сброса счетчика в исходное сос тояние устанавливается для данного примера на число 7 и в счетчик 12, цикл работы которого устанавливается при работе трех позиций загрузки равным 3. Поступление каждого изделия на линию 32 выгрузки (конвейер) вызывает перемещение изделия на один шаг в направлении позиции 29 выгрузки, при этом каждый шаг фиксируется импульсным датчиком 3, информация с которого поступает в счетчик 8, где запоминается. Импульс с датчика 3 поступает также и на первый вход элемента 9, однако через него не проходит, так как элемент закрыт по второму входу. Суммирование счетчиком 8 шагов конвейера, фиксируемых датчиком 3, осуществляется до тех пор, пока первое изделие на линии выгрузки не достигнет позиции выгрузки. Известно, что для рассматриваемого примера это случится на 7-м шагу. В момент поступления 7-го изделия на позицию выгрузки счетчик 8 формирует сигнал начала подсчета изделий, который открывает элемент 9 по второму входу, чем обеспечивается прохождение 7-го импульса датчика 3 через элемент 9 на счетчики 10 и 12. В счетчике 10 фиксируется приход первого изделия на позицию выгрузки, с его выхода на первый вход сумматора 13 поступает порядковый номер изделия, т.е. 1. В счетчике 12 также фиксируется приход первого изделия в данном цикле загрузки. С его выхода на первый вход регистра 11 памяти поступает команда о том, что в сумматор 13 следует посылать первый поправочный коэффициент принятого цикла загрузки, т.е. с регистра 11 на второй вход сумматора 13 поступает значение поправочного коэффициента равного 1. В сумматоре 13 производится суммирование чисел, поступивших по первому и второму входу, т.е. 1+2 2. Таким образом, на позицию выгрузки первым поступает изделие, которое на линии загрузки имеет порядковый номер 2. С выхода сумматора 13 на третий вход блока 4 регистров поступает число 2, где путем сравнения определяется регистр, имеющий такой же порядковый номер. С этого регистра информация о параметрах изделия поступает в регистратор 5. При поступлении второго изделия на позицию выгрузки С выхода счетчика 10 на первый вход , сумматора 13 поступает число 2, а на второй поправочный коэффициент данного цикла равный -1, тогда с выхода

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подсчета перемещающихся изделий | 1981 |
|
SU963021A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ СТАНКОМ | 2009 |
|
RU2420776C1 |
| Устройство для управления загрузкой,выгрузкой и перемещением заготовок в нагревательной печи | 1985 |
|
SU1307196A1 |
| Устройство для учета перемещаемых изделий | 1984 |
|
SU1231523A1 |
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1324045A1 |
| Устройство для управленияКОНВЕйЕРОМ | 1979 |
|
SU809065A1 |
| Устройство для программного счета изделий | 1983 |
|
SU1113824A1 |
| СПОСОБ ИНФОРМАЦИОННОГО ОБЕСПЕЧЕНИЯ ПРОЦЕССА УБОРКИ ЗЕРНА КОМБАЙНОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2462019C1 |
| Устройство для измерения давления | 1988 |
|
SU1525503A1 |
| Устройство для измерения и регулирования соотношения скоростей | 1984 |
|
SU1224726A1 |
1. УСТРОЙСТВО ДЛЯ ПОДСЧЕТА ПЕРЕМЕЩАЮЩИХСЯ ИЗДЕЛИЙ по авт.св. № 963021, отличающееся тем, что, с целью повьшения точности подсчета, в него введены блоки формирования сигналов по числу позиций загрузки, элемент ИЛИ и датчики наличия изделий на позициях загрузки, выходы которых подключены к соответст1вую1цим входам блоков формирования сигналов, управляющие входы которых соединены с входами элемента ИЛИ, выход которого подключен к управляющему входу задатчика цикла загрузки, другие входы которого соединены с информационными выходами блоков формирования сигналов. 2. Устройство по п. 1, о т л ичающее ся тем, что блок формирования сигналов по числу позиций загрузки содержит делитель, формирователи импульсов и элемент ИЛИ, первый вход которого является входом блока формирования сигналов, а выход подключен к входу делителя, первый выход которого является информационным выходом блока формирования сигналов, второй выход делителя через последовательно соединенные формирователи импульсов соединен с вторым входом элемента ИЛИ, выход первого формирователя импульсов является управляющим выходом блока формирования сигналов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для подсчета перемещающихся изделий | 1981 |
|
SU963021A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
