Изобретение относится к информационным системам для передачи информации о перемещающихся изделиях и может быть использовано при автоматическом управлении технологическим процессом на широкополосовых станах горячей прокатки черной и цветной металлургии. .
Известно устройство для подсчета числа перемещающихся изделий, . .содержащее датчики разгрузки и. выгрузки изделия, регистр, элемент И-НЕ и счётчик .
Недостатком устройства.является наличие большого числа позиций, в которых фиксируется наличие, изделия, что снижает надежность передачи информации.
Наиболе.е близким к предлагаемому является устройство, которое содержит импульсный датчик пер.емещен11я изделий, датчик параметров изделий, выход которого соединен с входом блока рег.истров. загрузки, блок управления, блок регистров памяти, регистр сдвига, выполненный с равным числу регистров памяти числом-ячеек разрядов, регистр учета снятых изделий, датчик загрузки изделий по числу позиций загрузки и датчики
наличия изделий на участке передачи информации. По сигналам датчиков загрузки изделий, количеством которых определяется число позиций загрузки, и датчиков наличия изделий на участке передачи информации, число которых определяется количеством. изделий до позиции выгрузки, в регистре сдвига производится перепись
10 (передача информации о перемещающихся изделиях С 21.
Недостатком этого устройства является большое число датчиков загрузки изделий и датчи.ков наличия
15 изделий на линии перемещения, что с учетом сложных условий работы датчиков в районе моталок прокатного стана (высокая температура, пыль, обильное парообразование, сильные
20 вибрации и др.) снижает работоспособность устройства, а следовательно, и надежность передачи информации о перемещающихся изделиях.
Цель изо.бретения - повышение на-.
25 дежности передачи информации за счет сокращения числа фиксаций изделия на линиях перемещения, т. е. за счет сокращения датчиков наличия изделий. Поставленная цель достигается
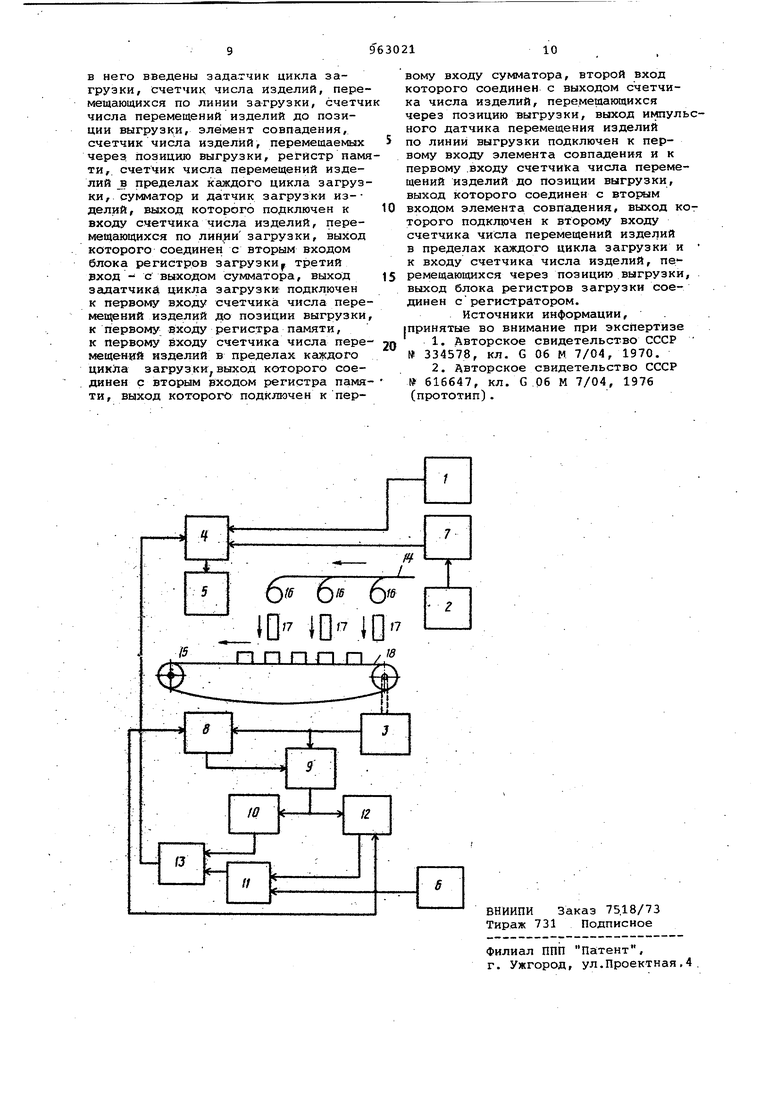
30 тем, что в устройство для подсчета перемещающихся изделий, например рулонов на прокатных станах/ содержащее датчик параметров изделий, выход которого подключен к пе1рвому входу блока регистров загрузки, импульсный датчиЛ перемещения изделий по линии выгрузки и регистратор, введены задатчик цикла загрузки, счетчик числа изделий, перемещающихся по линии загрузки, счетчик числа перемещений изделий до позиции выгрузки, элементы совпадения, счетчик числа изделий, перемещаемых через позицию выгрузки, регистр памяти, счетчик числа перемещений изделий в пределах каждого цикла загрузки, сумматор и датчик загрузки.изделий, выход которого подключен к входу счетчика чнсла изделий, перемещающихся по линии загрузки, выход которого соединен с вторым входом блока регистров загрузки, третий вход - с выходом сумматора, выход залатчика цикла загрузки подключен к первому входу счетчика числа перемещений изделий до позиции .выгрузки, к первому входу регистра памяти, к первому входу счетчика числа перемещений изделий в пределах каждого цикла., загрузки, выход которого соединен с вторым входом регистра памяти, выход которого подключен к первому вхо ду сумматора, второй вход которого соединен с выходом счетчяка числа изделий, перемещающихся через позици выгрузки, выход импульсного датчика перемещения изделий по линии выгрузк подключ;ен к первому входу .элемента совпадения и к первому входу счетчику числа перемещений изделий до позиции выгрузки, выход которого соединен с вторым входом элемента совпадения, выход которого подключен к второму входу счетчика Числа перемещейий изделий в пределах каждого цикла загрузки и к входу счетчика чиспа йздёлий, перемещающихся через позицию выгрузки, выход блока регистров загрузки соединен с регистратором. На чертеже представлена блок-схе ма предлагаемого Устройства. Устройство .содержит датчик 1 параметров изделия, датчик 2 загрузки изделий, импульсньзгй датчик 3 перемещения изделий по линии выгрузки, блок 4 регистров загрузки, включающий число регистров/ которое соответствует максимальному числу изделий на линиях перемещения между дат чиком 2 загрузки и позицией выгрузк и регистратор 5, причем выход датчи ка-1 параметров подключен к первому входу блока 4 регистров загрузки,и задатчик б цикла загрузки, счетчик числа изделий, перемещающихся по линия загрузки, счетчик 8 числа перемещений изделий по линии выгрузки до позиции выгрузки, элемент 9 совпадения, счетчик 10 числа изделий, перемещающихся через позицию выгрузки, регистр 11 памяти, счетчик 12 числа.перемещений изделий в пределах каждого цикла загрузки, сумматор 13. Выход датчика 2 загрузки подключен к входу счетчика 7, выход которого соедин.ен с вторым входом блока 4 р.егистров загрузки, выход которого подключен к регистратору- 5, а третий Vвход - к выходу сумматора 13, первый- вход которого соединен с вьвсодом счетчйка10, а второй вход.- с выходом регистра 11 памяти, первый вход которого подключен к выходу счетчика 12f а второй вход рдйовременно соеди нен с первым входом счетчика 12, с внрсодом зздатчика б цикла загрузки к первым входом счетчика 8, второй вход которого, одновременно подключен к ВЫХОДУ импульсного датчика 3 и к первому входу элемента 9 совпагдения, второй вход кс торого соединен с выходом счетчика 8, а выход одновременно с вторым входом счетчика 12 и входом счетчика 10. Устройство представля.ет собой цифровой автомат, предназначенный для автоматической передачи информации, и имеет блочную структуру. Датчик 1 параметров изделий включает в себя комплекс инфсэрмационно- . измерительных средств прокатного стана, например измерители толщины, ширины, длины, температуры проката, вычислитель теоретического веса и др., комплекс средств ввода технологической информации об изделиях, например номер плавки, партии, заказа, марка стали, нрмер смены, бригады и др., информация на выходе датчика 1 параметров представлена в. цифровом виде. Датчик 2 загрузки изделий представляет собой датчшс наличия и предназначен для .фиксации изделия на линии .загрузки. .В качестве такого датчика могут быть использованы фотореле , пироме тр, гидравлическйй, пнеамоструйный и емкостной, индук- . тивный k другие датчики. Импульсный датчик 3 перемещения изделий кинематически, связан с линией выгрузки изделий (конвейером) и выдает тактовые импульсы Шаг конвейера окончен, Он предназначен для фиксации моментов перемещения изделий по линии выгрузки. лок 4 регистров загрузки пр едн значен для записи, а также хранения информации об изделии, поступающей от датчика 1 П4Paмeтpoв и информации о Порядковом номере его перемещения- по линии загрузки, поступающей G выхода счётчика 7. Блок 4 содержит число регистров , каждый из которых хранит об отдельном изделии его параметры и порядковый номер. Это число регистров равно максимальному числу изделий, вмещающихся на линии перемещения между датчиком 2 загрузки с позицие выгрузки. Первые два входа блока 4 соединены с выходами счетчика 7 и датчика 1 параметров, а третий вход, имеющий входную логику.для сравнения порядковых номеров изделий, перемещающихся по линиям загру ки и выгруаки, подключен к вьаходу сумматора. 13. . егистратор 5 представляет собой информационйое табло либо телетайп ил маркирук)щую установку. Его вход подключен к выходу блока 4 регистро Задатчик 6 цикла загрузки пред;Ставляет собой наборнре поле тумбле ров либо кнопок соответственно коли честву позиций загрузки и сдвиговый регистр. Последовательность включения тумблеров запоминается в :сдвиговом регистре, чем задается предстоящий цикл загрузки изделий на ПОЗИЦИИ загрузки. Задатчик 6 .подключен к первым входам счетчиков 8 и 12 и к второму входу регистра 1 памяти,. : Счетчик 7 для подсчета изделий, перемещающихся по линии загрузки, представляет собой счетчик импульсов и.дешифратор с присвоением каждому изделию пopifIдкoвoгo номера. Вход c4et4HKa 7 соединен с датчиком 2 загрузки. Счетчик 8 для подсчета числа переме1цений изделий . по. линии вь1грузки- представляет собой счётчик импул сов и. схему сброса его 9 исходное состояние. При этом формируется сиг нал начала 1подсчета изделий, переме щающихся .через позицию выгруз1 и. Сх ма сброса счетчика в исходное состо ние представляет собой набор дешифр торов на различные числа. Необходимое число, импуль еов Шаг конвейера окончен , подсчитанное счетчиком В при котором.происходит формирование сигнала начала подсчета изделий на позиции БЫгрузки определяется задат чиком 6 по первому входу счетчика 8 Второй вход счетчика 8 соединен с датчиком 3. Элемент 9 совпадения представляет сойой вентиль, который открывается при наличии Сигнала начала о .счета; поступающего со .счетчика-8, и npQiiycKaeT импульсы с датчика 3 Э счетчики 10. Счетчик 10 для подсчета изделий, перемещающихся через позицию, выгруз конструкции аналогичен счетчику 7 и предназначен для подсчета шага изделий, перемещающихся через позицию выгрузки с присвоением им порядкового номера. Регистр 11 памяти представляет собой память, содержащую вычисленные значения поправочных коэффициентов для каждого цикла загрузки изделий, и входную логику. Счетчик 12 для подсчета числа перемещений изделий в пределах каждого Цикла загрузки.Если число позиций загрузки равно трем (.работают три моталки), счетчик 12 считает до трех, при двух позициях загрузки - до двух и т. д. Каждому состоянию счетчика 12 соответствует определенное значение поправочного коэффициента. Сумматор 13 предназначен для суммирования двух чисел: порядкового номера изделия перемещающегося через линию выгрузки, значение ко- торого поступает с выхода счетчика 10, и поправочного коэффициента, значение которого поступает с выхода регистра 11. Входы сумматора 13 соединены соответственно с.выходами счетчика 10 и регистра 11. Устройство работает следующим образом. Перед прокаткой нового типоразмера полос или Новой партии полос задатчйком б задают цикл загрузки изделий, например 2-3-1, т. е. вначале следует загружать изделия во вторую позицию загрузки, затем в третью, первую, вновь вторую и f. д. Эта команда поступает в регистр 11, где из памяти выбираются соответствующие значения поправочных коэффициентов (в рассматрив1аемом примере 1, - 1, -3); в счетчик 8, где схема сброса Счетчика в исходное состояние устанавливается для данного примера на число 7; в счетчик 12, цикл работы которого устанавливается при работе трех позиций загрузки равным 3. Устройство подготовлено к автоматической работе. J /.. Изделия, перемещаясь по линии 14 загру зкй, попадают в поле зрения датчика .2 загрузки, который фиксирует их наличие на линии загрузки. Эта информация поступает в счетчик 7, где каждому изделию присваивается порядковый нЬмер. Значения параметров каждого изделия с.датчика 1 параметров и его порядковый номер на линии загрузки со счетчика 7 в цифровом виде поступают в регистры блока 4 регистров, где запоминаются. Количество регистров в блоке-4 регистров выбирается из УСЛОВИЯ максимального числа изделий, вмещающихся между датчиком 2 загрузки и позицией выгрузки 15. Изделие поступает на позицию 16 загрузки IB нашем примере сначала во вторую моталку, где сматывается в рулон), затем с помощью механизмов 17перемещения поступает на линию 18выгрузки (конвейер), где.произво дится перемещение линии выгрузки на один шаг в направлении позиции выгрузки. Этот шаг фиксируется импульсным датчиком 3, информация с к торого поступает в счетчик 8, где запоминается. Импульс с датчика 3 поступает также и на первый вход элемента 9, однако, через него не проходит, так как элемент 9 закрыт по второму входу. Следующее изделие поступает на третью позицию загрузки, а затем на конвейер, который производит еще один шаг. Второйшаг фиксируется датчиком 3, ется и запоминается счетчиком 8 и т. д. до тех пор, пока первое изделие на линии выгрузки не достигнет позиции выгрузки. Известно, что это случится для рассматриваемого примера на 7-ом шагу. В момент поступления 7-го изделия на позицию выгрузки счетчик 8 формирует сигнал начала подсчета изде,лий, который открывает элемент 9 по второму входу, чем обеспечивается прюхождение 7-го импульса датчика 3 через элеме 9 на счетчики 10 и 12. В счетчике jlO фиксируется приход первого иззделия на позицию выгрузки, с его выхода на первый вход сумматора 13 поступает порядковый номер изделия, т. е, 1. в счетчике 12 также фиксируется приход первого изделия в данном цикле загрузки. С его выхода на первый вход регистра 11 памяти поступает команда о том, что в сумматор 13 следует посылать первый поправочный коэффициент принятого цикла загрузки, т.е. с регистра 11 на второй вход сумматора 13 поступа ет значение поправочного коэффициен та, равного 1. В сумматоре 13 производится суммирование чисел, посту пивших по первому и второму входу, т. е. 1+1 2. Таким образом, на поз.ицию выгрузк первым поступает изделие, которое на линии загрузки имеет порядковый номер 2. С выхода сумматора 13 на третий вход блока 4 регистров поступает число 2, где путем сравнения определяется регистр, имеющий такой же порядковый номер. С этого регистр информация о параметрах изделия поступает в регистратор 5. При поступлении второго изделия на позицию выгрузки с выхода счетчика 10 на пер вый вход сумматора 13 поступает число 2, а на второй вход регистра 11 памяти - второй поправочный коэффици ент данного цикла, .равный - 1, тогда с выхода сумматора 13 на третий вход блока 4 регистров поступает число 1, т. е. на позицию выгрузки вторым изделием посту.пает изделие, имеющее на линии загрузки порядковый номер,, равный 1. При этом в регистратор 5 поступает информация с регистра, имеющего порядковый номер 1. При совершении третьего шага конвейера на входы сумматора 13 поступают числа 3 и -3. В результате Суммирования получают результат, равный О, что свидетельствует об отсутствии изделия на позиции выгрузки при данном шаге конвейера. При этом счетчик 12 устанавливается в исходное состояние и при следующем шаге конвейера счет шагов в пределах цикла начинается сначала. Так при четвертом шаге конвейера на входы сумматора 13 поступают числа 4 и 1. В результате суммирования получают число 5. При следующих шагах получают числа: 4, 3, 8, 7, б и т. д. С соответствующих регистров блока 4 информация поступает в регистратор 5. Таким образом обеспечивают идентификацию перемещающихся изделий по линиям за-, грузки и выгрузки. Устр«ойство, реализующее способ передачи информации при учете перемещающихся изделий, выполняет функции слежения за изделиями в условиях прокатного стана при заданном цикле загрузки изделий. Если для работы известного устройства необходимо 3 датчика загрузки и 8 датчиков наличия изделий на линии выгрузки в случае, если позиции выгрузки размещаются на 8-ом шаге конвейера;, при этом датчики размещены в самых неблагоприятных условиях для их функционирования, то в предлагаемом устройстве необходим только один датчик наличия изделий на линии загрузки, который можно разместить вне зоны неблагоприятных условий. Резкое сокращение числа датчиков в результате изменения обработки информации о перемещающихся изделиях позволяет значительно повысить надежность устройства, реализующего способ передачи информации при учете перемешающикся изделий. Формула изобретения Устройство для подсчета перемещающихся изделий, например рулонов на прокатных станах, содержа щее датчик параметров изделия, выход которого подключен к первому входу блока регистров загрузки, импульсный датчик перемещения изделий п.о линии выгрузки и регистратор,от л И1чающееся тем, что, с целью повышения надежности устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подсчета перемещающихся изделий | 1983 |
|
SU1121687A2 |
| Устройство для управления загрузкой,выгрузкой и перемещением заготовок в нагревательной печи | 1985 |
|
SU1307196A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1979 |
|
SU868813A2 |
| Устройство для передачи информации при учете перемещающихся изделий | 1982 |
|
SU1068957A2 |
| Устройство для учета и контроля изделий, перемещаемых по конвейеру | 1978 |
|
SU746634A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1981 |
|
SU942114A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1976 |
|
SU616647A1 |
| Устройство для учета перемещаемых изделий | 1985 |
|
SU1324045A1 |
| Устройство для контроля литейной автоматической линии | 1988 |
|
SU1507517A1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ БРЕВЕН НА КОНВЕЙЕРЕ | 1966 |
|
SU214389A1 |
