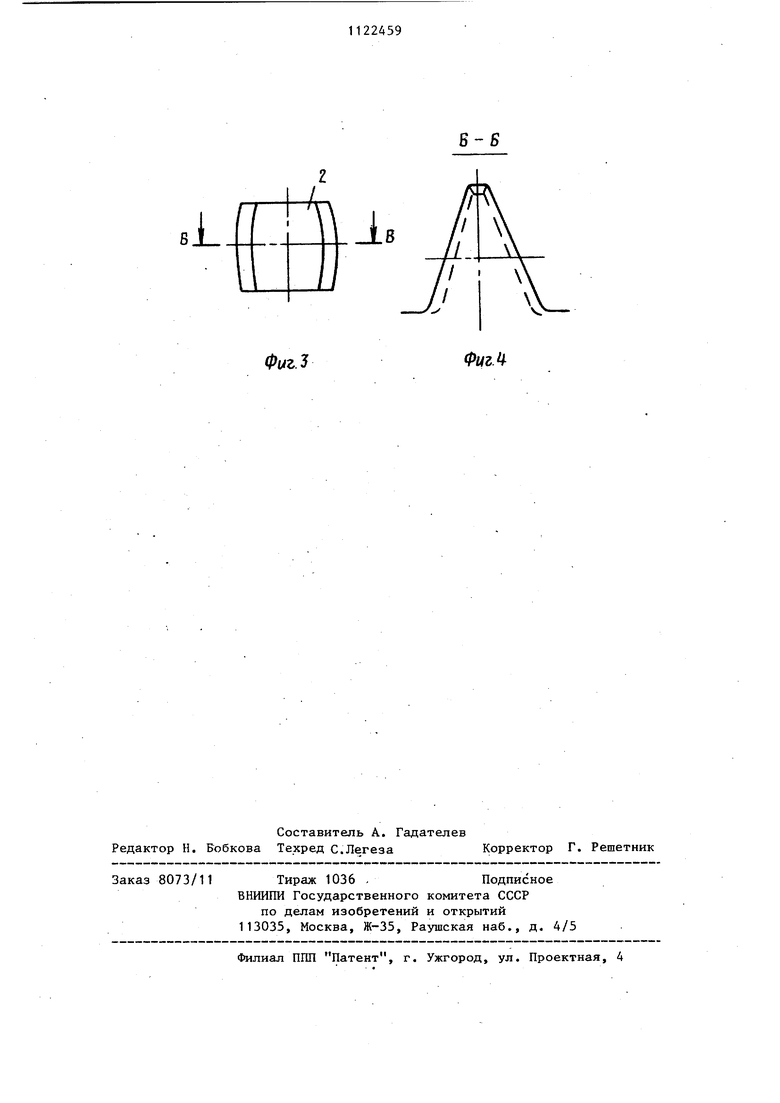
Изобретениеотносится к маимностроению, в частности к инструменту для обработки зубчатых колес по мето ду обкатки. Известна сборная червячная фреза, в корпусе которой установлены калибрующие ролики, чередующиеся через один с режущими зубьями, а разме роликов принят по средней линии боль шим, чем размер режущих зубьев lj . Однако известная конструкция имеет малую точность из-за малой жесткости. Цель изобретения - повьшение точности обработки зубчатых колес. Поставленная цель достигается тем, что у червячной фрезы для обработки цилиндрических зубчатых колес режущие зубья которой расположены чередующимися по винтовой линии с калибрующими зубьями, последние выполнены бочкообразными в сечении, параллельном оси фрезы, а в осевом сечении имеют профиль, идентичный профилю режущих зубьев. На фиг.1 изображена предлагаемая фреза, осевое сечение; на фиг.2 вид А иа фиг. 1; на фиг. 3 - калибрую,щий элемент; на фиг.4 - разрез Б-Б на фиг.З. Между режущими зубьями 1 по винтовой линии расположены калибрующие элементы 2, которые имеют бочкообразную форму. В осевом сечении калибрующие элементы 2 имеют профиль, идентичный профилю режущих зубьев. Находясь в зацеплении с обрабатываемым зубчатьЕм колесом, калибрующие t элементы 2 самоцентрируют инструмент 592 и выглаживают обрабатываемые поверхности. Устройство работает следующим образом. Фреза устанавливается относительно предварительно нарезанных впадин обрабатываемого зубчатого колеса так, что припуск, оставленный под чистовую обработку, располагается примерно поровну относительно режущих зубьев 1 фрезы. В процессе обработки режущие зубья 1 фрезы срезают оставленный под обработку припуск, в то время как калибрующие элементы 2 бочкообразной формы, имеющие в осевом сечении калибрующей части профиль, идентичный профилю режущих зубьев, осуществляют двойную функцию: не имея возможности врезаться в материал заготовки, калибрующие элементы 2 самоцентрируют инструмент в обрабатываемых впадинах, исключая влияние кинематических погрешностей станка на точность обрабатываемого колеса, и режущие зубья 1, имея жесткур кинематическую связь, оставляют точно обработанные поверхности с равномерным припуском под обработку методом пластической деформации, которая производится теми же калибрующими элементами 2. Имея профиль исходной рейки, калибрующие элементы 2 окончательно формируют впадины обрабатываемого колеса, выглаживая оставшиеся после обработки режупщми зубьями 1 задиры и несколько упрочняя методом пластической деформации обработанные поверхности.
Фиг.З
ФигЛ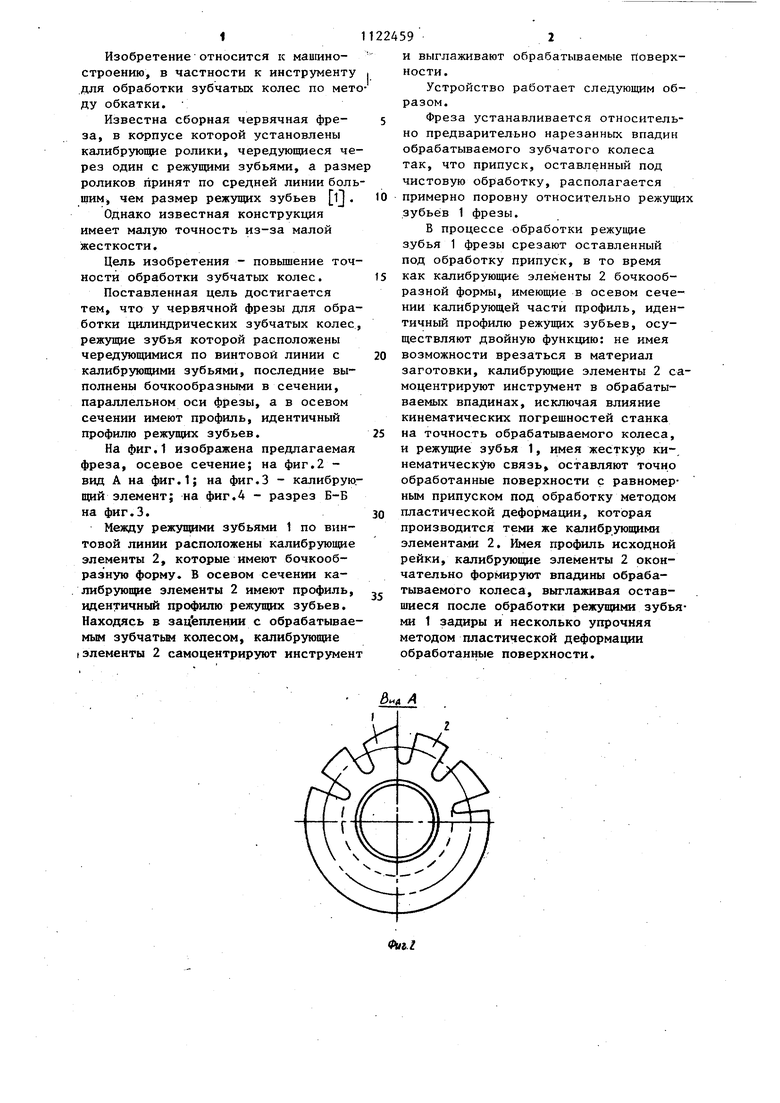
| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза | 1986 |
|
SU1340941A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2147495C1 |
| Способ фрезерования врезных зубьев колеса | 1990 |
|
SU1819195A3 |
| Многозаходная червячная фреза | 1991 |
|
SU1804976A1 |
| Способ обработки зубьев зубчатых колес дисковым лезвийным инструментом | 2021 |
|
RU2763831C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС ДИСКОВЫМ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 2018 |
|
RU2677553C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| МНОГОЗАХОДНАЯ ЧЕРВЯЧНАЯ ФРЕЗА | 2019 |
|
RU2739050C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС, режущие зубья которой расположены чередующимися по винтовой линии с калибрующими зубьями, о т л и ч а ющ а я с я тем, что,.с целью повышения точности, калибрующие зубья выполнены бочкообразными в сечении, параллельном оси фрезы, а в осевом сечении имеют профиль, идентичный профилю режущих зубьев. (Л V//////////////,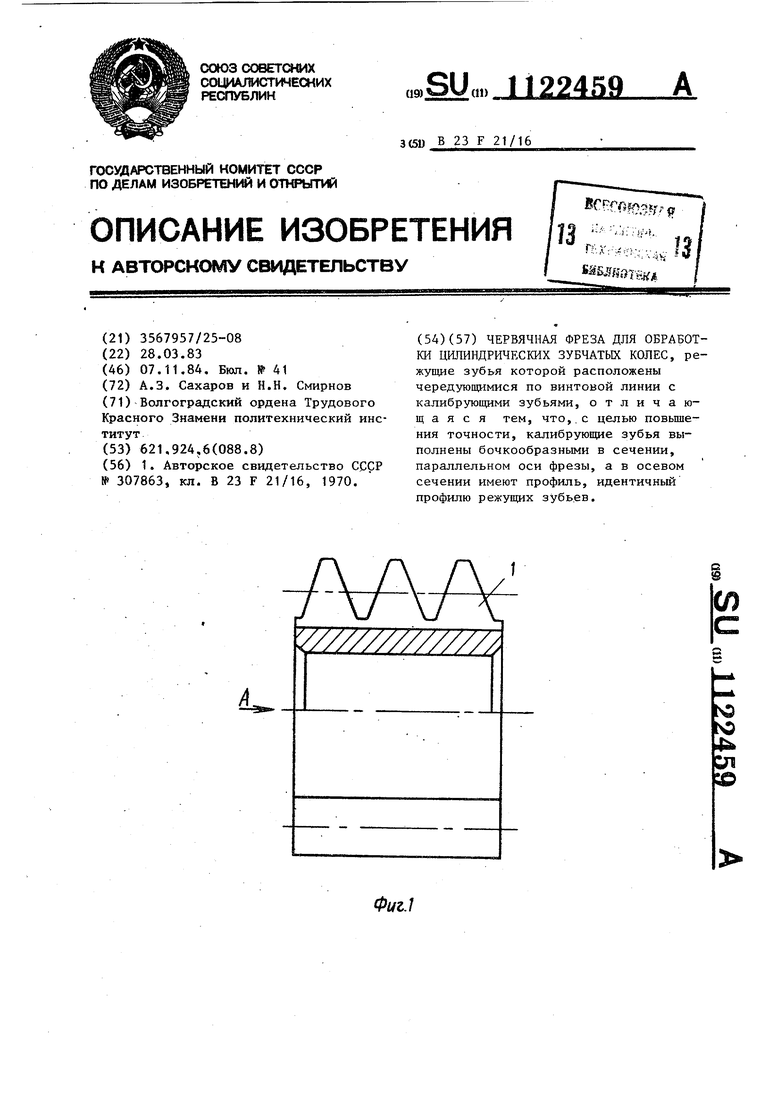
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| БИБЛИОТЕКА :К. П. Роднова | 0 |
|
SU307863A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
