13
Изобретение относится к машиностроению и может быть использовано при обработке зубчатых колес.
Целью иобретения является повышение стойкости путем равномерного разделения припуска и повышение качества обработки при использовании калибрования впадин обрабатываемых колес.
На фиг.1 показаны режущие и калибрующие зубья фрезы с четным числом реек; на фиг.2 - то же, с нечетным числом реек.
Червячная фреза, спрофилированная на базе основного червяка, содержит режущие зубья 1 и калибрующие бочкообразные зубья 2. Калибруюгдие зубья 2 выполнены с зауженными и заниженными по сравнению с режущими 1 и развернуты относительно последних в сторону заходной части в плоскости, нормальной виткам основного червяка. Центр разворота О профиля калибрующих зубьев 2 совпадает с точ- кой пересечения оси симметрии режущего зуба 1 с делительным цилиндром фрезы (образующая делительного цилиндра обозначена I-I). Величина смещения при развороте наиболее удален- ного от центра разворота О участка вершинной кромки 3 калибрующего зуба 2 в осевом направлении д принята равной 0,25 m-tg ы. , где m - модуль фрезы; oLy - профильньш угол
Величина заужения может определяться по зависимости aj,
где а - величина занижения калибру-- ющего зуба, равная 0,25 т; Z, - число зубьев фрезы; oL - профильный угол фрезы.
Фреза работает следующим образом.
Режущие зубья 1 прорезают впадину обрабатываемого колеса, вслед
5 о .
Q
5
1 2
за которыми калибрующие зубья 2 пластически деформируют обрабатываемую поверхность. При этом кромки калибрующих зубьев либо все участвуют в работе, воспринимая вдоль всей активной части равномерные нагрузки, либо работают только боковыми кромками. Боковые кромки калибрующих зубьев могут быть максимально разгружены за счет заужения с обеих сторон. В этом случае.заметнее становится роль калибрующих зубьев как стабилизирующих элементов, способ- ствующих снижению интенсивности вибраций при обработке.
Формула изобретения
1.-Червячная фреза, спрофилированная на базе основного червяка, содержит заходную и профилирующую части, в которой режущие зубья чередуются по витку с бочкообразными калибрующими, отличающаяся тем, что, с целью повышения стойкости и качества обработки, калибрующие зубья выполнены зауженными и заниженными относительно режущих и развернуты относительно последних в сторону заходной части в Плоскости, нормальной виткам основного червяка.
2,Фрб;за по п. 1, о т л и ч а ю- щ а я с я тем, что центр разворота профиля калибрующих зубьев совпадает с точкой пересечения оси симметрии режущего зуба с делительным цилиндром фрезы.
3.Фреза по пп.1 и 2, отличающаяся тем, что величину смещения наиболее удаленного от цен- :тра разворота участка вершинной кромки калибрующего зуба в осевом направлении определяют из соотношения t, 0,25 m tgcto , где m - модуль фрезы| обо - угол профиля.
Фаг. 2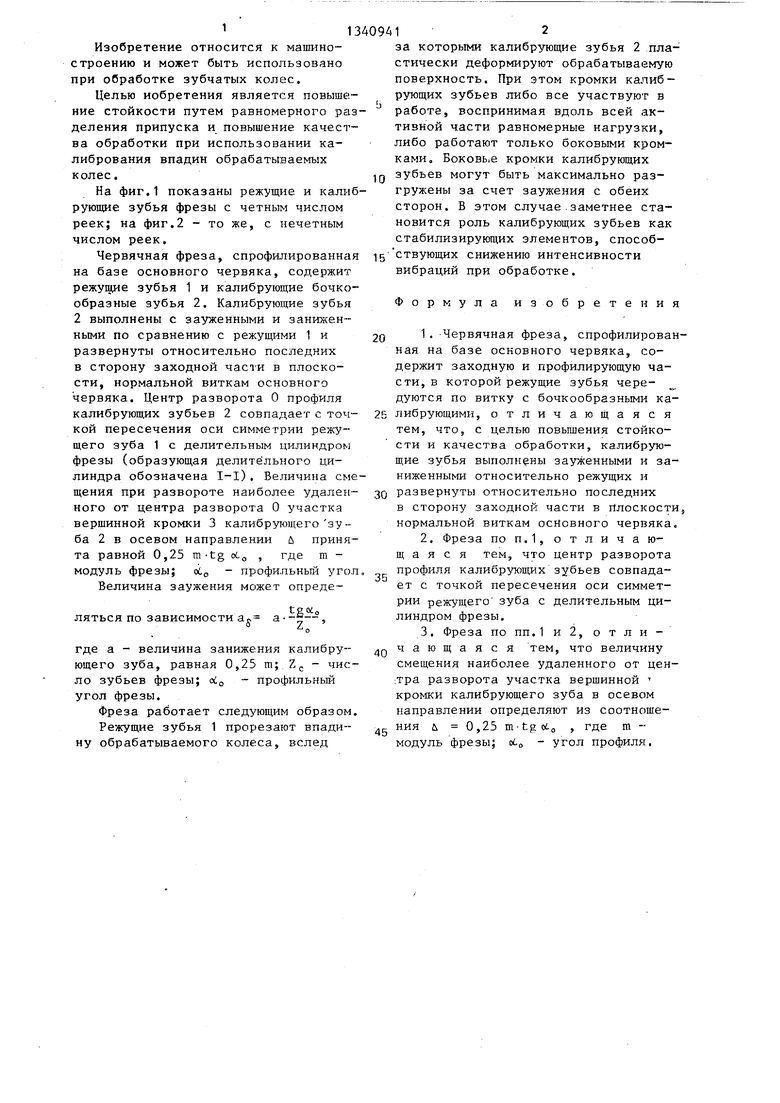
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2080219C1 |
| Червячная фреза | 1980 |
|
SU990444A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1999 |
|
RU2152856C1 |
| Цилиндрическая спироидная фреза | 1985 |
|
SU1348099A1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| ЦИЛИНДРИЧЕСКАЯ СПИРОИДНАЯ ФРЕЗА | 1996 |
|
RU2095204C1 |
| Способ профилирования пары инструментов,предназначенных для обработки глобоидной передачи | 1984 |
|
SU1321534A1 |
| Многозаходная червячная фреза | 1991 |
|
SU1804976A1 |
| ФРЕЗА | 1998 |
|
RU2131796C1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
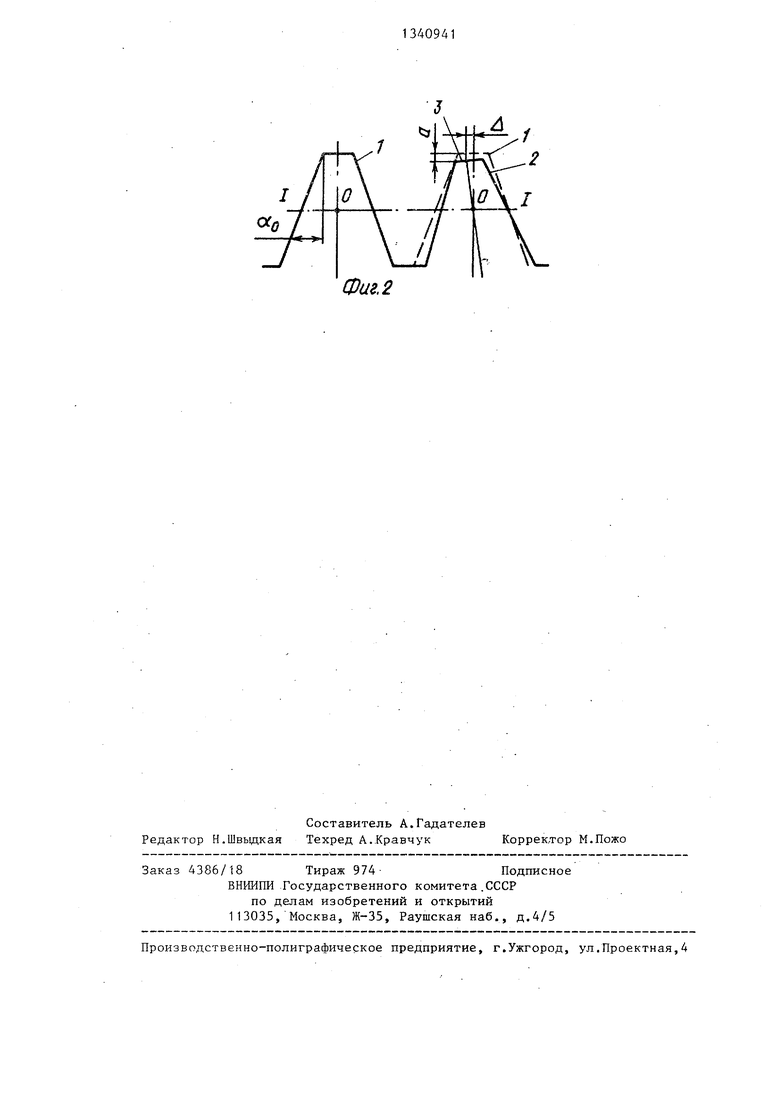
Изобретение относится к машиностроению и может быть использовано при обработке зубчатых колес. Целью изобретения является повышение стойкости инструмента и качества обработки зубчатых колес. Червячная фреза, спрофилированная на базе основного червяка, содержит заходную и профилирующую части. Режущие зубья 1 чередуются по винту с калибрующими бочко - образными зубьями 2, при этом калибрующие зубья 2 выполнены заниженными и зауженными по сравнению с режущими зубьями 1. Зубья 2 развернуты в сторону заходной части в плоскости, нормальной виткам основного червяка, относительно режущих зубьев 1. Центр разворота О калибрующих зубьев 2 совпадает с точкой пересечения оси симметрии зуба 1 с делительным цилиндром фрезы. Величина смещения наиболее удаленного от центра разворота О участка вершинной кромки 3 калибрующего зуба 2 в осевом направлении принята равной Л 0,25 mtgo.o,гдe m - модуль фрезы; oig - профильный угол. 2 з.п. ф-лы, 2 ил. сл Фиг.1
| Червячная фреза для обработки цилиндрических зубчатых колес | 1983 |
|
SU1122459A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
