Изобретение относится к станкостроению, предназначено для измерения температуры в зоне резания, контроля состояния режуихих инструментов и формирования кр.чества поверхностного слоя и может быть испо;)- зовано для автоматического управления нро- iieccoM механической обработки на мета;1- ;юоб)абатываю1цих станках.
11ель изобретения - раснгирение (рункциональиых возможностей за счет из.ме|)е-- liHsi темнературы знака т(рмо-ЭДС, шероховатости, формы неров1К)стей.
На чертеже изображена блок-схема устройства для измерения нронесса езания и схема иреобразовате„тя вибрации и тер- мо-ЭДС.
Устройство содержит нреобразователь 1 вибрации, вынолнениый в виде 1-ибразного магпито1 ровода 2 и замыкаклцих ei o полюса двух параллельных магнитных ветвей 3, которые выиолнены с возбуждающими 5 и измерителы ой 4 обмотками. Преобразователь 1 устанав;|ивается соосно с режуншм ииструме(ггом 6, образуя замкиупяй токо- ироиодян,ий контур 7, включаюлиий так же обрабатываемую дета.ть 8 и корпус станка 9.
На эквнва.лентной схеме Т1.1конроводя него замкнутого контура 7 переходное контакт - иое со 1ротив;1епие между 6 я дета, 8 показапо в видг переменного резистора , а источшпч термо-ЭДС :)б()зпачсп через Е и п|)едста ляет собой :ч тестве11ную тер. 1оиа), o6pa3Oi;;;iiiivio i aK- же .ч)1стру.ментом 6 и дета.тыо 8, замкну- гуго через корнус станка 9 (переднюю ч заднюю И1НОЛИ).
Устройство содержит последовательно со- -хтиненные преобразовате.ть 1, 1ред: арите;|ь- нмк усилитель 10, 11, дс тект()(1 12, чнтхм ратор 13, схему 14 ср;л Л1ения и мно- овходовый регистратор 15, задатчик lii д()Г устимой величииы износа, выхо.чом сое- .1инен 1ый с входом схемы 14 сравиенкя, блок 17 настройки фильт)а, выходами соединс - ный с входами фильтра 11 и :{ад.атчика 16 доиустимой величи1н 1 износа. Устройство снабжено высокочастотным генератором 18, соединенным с нреобразователем I, после.то- вательно соедине Н1ыми изби)ательн;лм усилителем 19, фазовым детектором 20, не|:.вь: блоком 21 усреднения, второй cxeMoJi 22 сравнения, связанной с мног овходовыу. регистра- - ором 15, избирательный усилитель 19 свя- -sai с нре()б1)азователем . Устройство снабжено блоком 23 удвоения частоты, входом соединенного с выходом высокочастотгього г с- нератора 1 неремагничива Н1Я, а выходом с входом фазового детектора 20. Устройст- lio снабжено задатчиком 24 темне1)атуры, 1 ыходом связанного с вторым входом схе. 22 сравнения, а также иоследовате. пзно соединенными блоком 25 коммутации, блоком 26 изменения знака, усредняюншм фильтром 27, 4 ормирователем 28 управляющего сиг - нала, выходом соединенного с входом бло
ка 17 настройки фильтра, последовате тьно соединенными блоко.м 29 выделения огибающей амплитудной модуляции, селективным усилителем 30, амг:,)1м детек- то1)ом 31, вторым блоком 32 усреднения,
выходом соединенного с мпоговходовы,. регистратором 15, вход блока 29 выделения ог ибаклней амплитудной моду.тяции и выход (разового детектора 20 соед| 1иеш с блоком 25 ..viyTan,nH. Устройство снабжено нодк..1ючен1. ым входом к выходу амплитудного ; ,етекто|)а 31 блоком 33 оценки качества формирования HosepxHocTHOi O слоя, выпол- к;ч;ным в виде т)ех иара.ч.тельно включен- iibix каналов, ка.ждый из которых образо- li.aii последовательно соединен1;ыки фи.чьтром -34 выделения четных гармоник, мас- и;табн з1м усилителе.м 35 к детектором 36 с вст ;оен11ь:м интегратг)ро: Л -: нодклкзченного к их выходам сумматора 37, связанного с ллгоговходовым ре1 истрато зом 15. с1 ильтр ;54.i выделения CTiibix i-армоник первого канала iiacTi)oeH на вторую гармонику еиг- на.ла, фи.тьтр 34.2 второго канала настроен на четвертую гармонику, а ф1и.л1зтр 34.3 т 1етьего канала -- на н естую гармонику.
Устройство содержит б,ок 38 регистраЦ и-1 ежмлюв обработки, вых(.;д которого сое- Д п;еь: с входом предварите.пьного уси;1ителя 19. Блок 38 содержит наралле:и но вк;1Ю- ч;ч11и-. тахометр 39, кинематически связан- iibiii с об 5абаг..1вае.10Й деталыо 8, и реохор.1 40, движо ; ко |ч)р{)го кине.атически .р.язан с су1гиортом - инструмен то.м 6 и зл.ектрически ---- с ун)ав;|яюн1и.-1и входами 1:|: едварите;1Ь:1ого усилителя 10 кана;1И измерения износа и избирате;1ьно.1ч:1 усилителя 19.
Д. 1я иек,лючения в.тияния н)И1) ве.;1ичин1)1 износа энергетические уровни не- амнлитудлюй модЛ , 1якг;и li ч тройство в -;еде1-:а (угрицате, 1ьная ),аи связь, об- |)азованная элементом 41 с зоной нечувст- вител1 ности, связывающим .: яюп1нй
-;ход селективного усилите,тя 30 с выходом И тег 1атора 13 кака.-ia измерения износа. () ср1| 1ате.:п,ная об|:)атнаи связ л1еиьи1ает
3() |1ечувствите.льности элемента 41. умень- ;нан тем самь .ч ног;)ен1и; 1С ь из. ше- Р .)ховатостн н)и значите,.м развнтии ве- .nriiMiiji износа pe;-i yniero инструме1 та и ио- . p C. HHOC i b опе1П ;и изме1-;(Л1ия (рср.ч) .50
ст|К)йс 1 во работает с.леду1он1им образом.
В кроцеесе механической обрабс тки в зо- i;e контакта между режушил инст 1ументг)м G и обрабатываелюй деталью 8, образующей естестве1И1ую термопару, возникает тер- 55 мо-ЭД( Е, которая В1:1зывает i-; ени токо- ; С Оп;одяи1,его коитура 7 ве. ;ичину рабочего IP, зависннхего от . 1Ичи 1Ы 1:е11еходного сопротивотения RK, включенного в цепь контура 7:
1,, E/RK.
Величина переходного нагрузочного со- противления RK даже при постоянных режимах обработки не остается постоянной, а изменяется в функции изменения контакта инструмент - деталь, приращения величины износа (увеличение площадки по зад- ней грани) и изменения нагруженности режущего клина. В свою очередь, увеличение площадки по задней грани приводит к увеличению силы трения, а следовательно, к увеличению температуры в зоне резания и возрастанию термо-ЭДС на выходе естественной температуры. Это приводит к увеличению тока Ь, протекающего через иинструмент 6 по замкнутой цепи токопро- водящего контура 7; корпус станка 9 - обрабатываемая деталь 8 - режущий инструмент 6 - корпус станка 9.
Таким образом, протекая через инструмент 6, ток IP создает в П-образном магнитопроводе постоянный магнитный поток Фр. Магнитное поле П-образного маг- нитопровода создает в пермалоевых ветвях 3 чувствительного элемента индукционного преобразователя 1 постоянные магнитные потоки
+Ф23р ,
где - поток в первой ветви; - поток во второй ветви. Магнитный поток Фзр, пропорциональный магнитной проницаемости материала
Раздельное исполнение чувствительного элемента на ветвях 3 с сигнальной обмоткой и П-образного магнитопровода, охватывающего режущий инструмент, наличие зазоров между их составными частями позволяют использовать преобразователь также как преобразователь регистрации скорости колебательных движений (вибраций) инструмента. Это обусловлено тем, что даже при отсутствии тока перемагничивания в обмотке 5 и наличии процесса резания сигнал на выходе обмотки 4 всегда имеет место и несет инфор.мацию как о пере .менной составляющей тока термо-ЭДС, так и о колебательных движениях (вибрациях)
П-образного магнитопровода 2 и в ветвях 3 35 инструмента, последние обусловлены тем, что чувствительного элемента, определяется так-магнитный поток Фзр при наличии вибраций
же постоянным током подмагничивания, зависящим от числа ампервитков контура 7. В тоже время генератор 18 высокочастотных колебаний через обмотку 5 перемагничивания периодически с частотой f пе- ремагничивает ветви 3 и изменяет их магнитную проницаемость. При максимальных значениях намагничивающего тока в обмотке 5 происходит насыщение ветвей 3,
40
не остается постоянным, а модулируется (изменяется) в функции изменения зазоров между П-образным магнитопрово- дом 2, ветвями 3 и сигнальной обмоткой 4, на выходе которой появляется ЭДС. Таким образом, сигнал на выходе обмотки 4 имеет сложную форму и несет комплексную информацию как о нагруженности режущего инструмента, так и о колебательпри котором резко уменьщается их маг- 45 ных его движениях, а следовательно, о
нитная проницаемость, а следовательно, уменьщается результирующий магнитный поток Фзр в П-образном магнитопроводе. При уменьшении fte тока перемагничивания в обмотке 5 и прохождении его через нулевыходных параметрах процесса резания и условиях его протекания.
Входным сигналом предварительного усилителя 10 с управляющим коэффициентом усиления является указанный выходной вывое значение магнитная проницаемость стер- 50 сокочастотный сигнал, снимаемый с сигнальной обмотки 4.
жней увеличивается и достигает максимального значения. В таком случае Фзр принимает максимальное значение.
Таким образом, постоянный магнитный поток от П-образного магнитопровода 2 преной обмотки 4.
После предварительного усиления усилителем 10 этот сигнал подается на вход избирательного и высокочастотного перестраиваемого фильтра 11 для выделения наиобразуется в ветвях 3 чувствительного эле- более информативной частоты, коррелированной с износом. Выделенная наиболее информативная частотная составляющая сигмента в переменный пульсирующий поток и по закону электромагнитной индукции
5
5
0
0
в сигнальной обмотке 4, намотанной поверх обоих стержней, возникает ЭДС, зависящая от величины , т. е. от потока намагничивания П-образного магнитопровода, меняющегося в функции приращения тока термо-ЭДС, протекающего в контуре 7. Причем частота полезного сигнала на выходе сигнальной обмотки 4 равна удвоенной частоте перемагничивания сердечников высокочастотным генератором 18, а амплитуда полезного сигнала пропорциональна току под- магничивания, протекающего в цепи токо- проводящего контура: станок - обрабатываемая деталь - режущий инструмент. Удвоение частоты полезного сигнала обусловлено тем, что за один период изменения .величины перемагничивающего тока стержней от генератора 18 дважды изменяется их магнитная проницаемость. Поэтому магнитный поток Фзр также изменяется с удвоенной частотой и наводит в сигнальной обмотке 4 полезный сигнал (ЭДС) такой же частоты с амплитудой, пропорциональной температуре в зоне резания.
Раздельное исполнение чувствительного элемента на ветвях 3 с сигнальной обмоткой и П-образного магнитопровода, охватывающего режущий инструмент, наличие зазоров между их составными частями позволяют использовать преобразователь также как преобразователь регистрации скорости колебательных движений (вибраций) инструмента. Это обусловлено тем, что даже при отсутствии тока перемагничивания в обмотке 5 и наличии процесса резания сигнал на выходе обмотки 4 всегда имеет место и несет инфор.мацию как о пере .менной составляющей тока термо-ЭДС, так и о колебательных движениях (вибрациях)
5 инструмента, последние обусловлены тем, что магнитный поток Фзр при наличии вибраций
не остается постоянным, а модулируется (изменяется) в функции изменения зазоров между П-образным магнитопрово- дом 2, ветвями 3 и сигнальной обмоткой 4, на выходе которой появляется ЭДС. Таким образом, сигнал на выходе обмотки 4 имеет сложную форму и несет комплексную информацию как о нагруженности режущего инструмента, так и о колебательных его движениях, а следовательно, о
выходных параметрах процесса резания и условиях его протекания.
Входным сигналом предварительного усилителя 10 с управляющим коэффициентом усиления является указанный выходной высокочастотный сигнал, снимаемый с сигнальсокочастотный сигнал, снимаемый с сигнальной обмотки 4.
После предварительного усиления усилителем 10 этот сигнал подается на вход избирательного и высокочастотного перестраиваемого фильтра 11 для выделения наиболее информативной частоты, коррелироболее информативной частоты, коррелированной с износом. Выделенная наиболее информативная частотная составляющая сигнала детектируется детектором 12, интегрируется генератором 18 и ие(1ОсрелстБен но, а также через схему 14 сравнения iio- дается на входы МНОГОВХОДОЕЮГО регистратора 5, выходной сигнал которого яв.чяет- си полезным сигналом устройства в целом. Настройка узконолосного перестраиваемого фильтра 11 на наиболее информативную частоту осунлествляется автоматически в процессе самообучения устройства мри контрольной обработке изнои1енным инструментом 6 с помонхью б. Юка 17 автоматической настройки фильтра по максимальному выходному сигналу на и.ыхо;|е интегратора 13. При этом электромеханический блок намяти задатчика 16, упрг-5ляемый также блоком 17 а15томатической настройки, запоминает допустимое значение ,ли- руе.мого параметра (ве,:п1чииу размерног1) износа) и подает его на второй схемы 14 сравнения, как Е1редельно допустимое значение контролируемого Eiapa- метра, в частности величину доЕ1устимоЕ о размерного заноса режуше-о инструмента 6.
По мере развитЕ1я Е екушсго ; пaчeElи ; их размерЕюго износа нояЕ-хчяетс;- сигиа;: на выходе ИЕ1теЕ ратора 13, Е1роно)ционал1 ньЕЙ износу, который реЕ-истрируется регистрато- ро. 15 и может быть исиользова Е .пля автоматической подналадки инструмента. Как только разл1ерный износ достигает знда1Ено- го значения задатчиком 16, па выходе схемы еравнения появляется снЕ-на.л, авто- матичееки прекраЕЕ ающий Eipouecc резания, воздействуя через регистратор 15 на систему уЕЕравления станком.
По мере развития размерного .:i3iE(:)ca уве. Еичивается темЕЕература в зоне резаЕ1ня, ухудЕнается качество формообразования ио- верхностЕЮго елоя (Елероховатость), изменяется форма EiepOBEiocTeft и глубина .те- формированЕЮго с;1оя. Причем в EipoEiecce чистовой механической обработки при некотором значении размерного износа сжи- маюЕцие поверхностные на1Еряжения переходят в растягиваЕОн.Е.ие, что значительЕЮ СЕ1ижает эксЕ1луатаЕЕ.иопные характеристики готовых изделий.
Увеличение температуры в зоне резания согЕровождается лиЕ1ейным рас11ЕиреЕЕием как обрабатЕ)1ваемой детали, так и режущего инструмента, что приводит к ухуд1неЕ ию точностЕЕЫХ ноказателей (характеристик) сотовых изделий.
Поскольку ВруЧЕ уЮ ИЛИ ВИЗуаЛЬЕЕО ЕфаКтически невозможЕЮ ОЕ1ределить .момеЕгг достижения размерЕ1ым ИЗЕЮСОМ величины, при которой ноявляются указанные явления, в устройстве Ефедусмотрен каЕЕал измереЕШя темнературы в зоне резаЕП1я по гер.мо-ЭДС и регистрации изменения ее знзкя. а также канал оценки качества ф(5рмировання ЕЮВерХЕЕОСТЕЕОГО СЛОЯ.
0
0
5
0
5
Формирование сигнала о текундем няи темнературы в зоне резаЕжя осуЕцеет вляется следующим образом.
Нанряжение с ВЕяхода сип-Еа.тьной обмот- КЕ1 4 Еюдается на вход избирате.пглюго уси- , ЕЕ1теля 19. ПоследЕЕий зЕЕачительЕю усиливает и ,еляет (избирает) ТОЛЬЕСО сигнал с удвоенной частотой неремагЕЕичивающего Е е- iieiniTOpa 18, изменяЕОПЕийся (уЕзеличиваю- НЕИйся ГЕО амЕ1.1итуде) прОЕЮрционально значению тока термо-ЭЛС, ЕюдмагничиваюЕдеЕ о сердечники, т. е. Е1рО1Еорционально прира- шениЕо температуры в зоЕЕе резания. Наиря- женЕ1е с выхода избирательного усилителя 19 детектируется фазовым детектором 20, уе- редпяется (интегрируется) блоком 21 и по- даетея Eia схему 22 сравнении. Последняя сравнивает текуЕцее значсЕЕие напряжения, сЕ1имаемого с б.лока 2, е заранее : адаЕ1НЕз1м допустимым .чапрЯлсеЕЕием задатчика 24, соответс:твуЕО1ЕЕим дон) стимой температуре в зоЕЕе резаЕЕИя. и в виде раз- ЕЕостЕЕОго сигналз подает ЕЕа Еюс-ледуюший вход многовходовоЕ о регистратора 15. На второй (опорный) вход (1)а;-;ового де1 екто 1а 20 Еюдается ОЕЮрное наг1ряж;ч1И1 с выхода 23 удвоеЕЕИя ЕастотЕя перема1 .мнчиваю- iuero генератора 18.
Наличие в схеме фазового детектора 20 иозво.пяет получЕггь его вьЕХОде ме- мяюнЕееся но ЗЕЕаку ;-1агЕряже1гие EIDH изменении Ешнрав.ления тока в токопроводяпЕем замкЕ утом 7: KopEiyc стаЕжа - {.)б- раба Е ЬЕваемая деталь-режуЕ1Еий инструмСЕП - EU)pEiyc CTaiiKa. HMiiy.ibciioe из.ме1:ение знака Eia выходе фазового детектора 20 фЕ1Кси- руе Е ся блоком 26, ВЕ ходЕ1ое ЕЕапряжение которого усрелшяетсн филЕ.тром 27, и ЕЮ- дается на носле;1уЕО1ций Е1ход МНОГОВХОДОЕЮГО регнстрато|)а 15 как .ной Е1о;1езНЬЕЙ СИЕ НаЛ.
Наличие 1Е.ени регистрации измеЕ1еЕЕия и блока 28 фор.мирования уЕ1раЕ 1я;о- iuero сигЕ1ала ЕЕОЗВОЛЯЕОТ антг)матически .;ночать блок 17 автоматической настройки фильтра 11 и задатчика 16 доЕЕусти- мой величиЕН; ЕЕзноса в режиме самообу- чеЕ1ия устройства в тот момент, когда теку- iiEee З1 ачение развития ве;1ичинЕ.1 из1ЕОса реЖуЕЕЕ.еГО ИНСТрумеЕЕТа 6 НрИЕ)ОДИТ к ЗЕЕаЧИтельЕЕОму уве.личению те.мЕюратуры в зоне резания И;ЕИ к ноявлеЕШЕО градиеЕ1тов меха- ЕН-1ческих наЕтряжеЕЕий на .ости обра- батываемоЕ о материала, т. е. в мо.меЕЕТ перехода ежимаЕОЦЕ.их .механических ЕЕанря- жений на новерхпостном елое в растяги- вгпоЕние, соЕЕровождаЕош.имся измеЕЕеЕЕием знака те|)мо-ЭДС или згЕачителыЕым ее Етрира- цением.
Так как EipE обработке различных материалов Eie всеЕ да Еиэб. ЕЮдаетея изменение 1-срмо-ЭДС, то автоматическое включение устройства в режим са.мообучеЕЕИя может ЕЕ10изводитея не ТО.ЛЕЖО при из.меЕЕеЕшн :1Е1ака термо-ЭДС, и ири зЕЕачительЕЮм
приращении ее величины, а также при ухуд- шепии качества поверхностного слоя. В таком случае в качестве управляющего сигнала используется выходное напряжение регистратора 15, воздействующего через формирователь 28 управляющего сигнала на блок 17 автоматической настройки фильтра. При этом второй вход фор.мирователя 28 управляющего сигнала через встроеннь й коммутатор регистратора 15 может подключаться {1ли к выходу схемы 22 или к выходам блока 33 оценки качества формирования поверхностного слоя. Во втором случае вход блока 29 выделения огибающей амплитудной модуляции через блок 25 коммутации (через нормально открытые его контакты) должен быть подключен к выходу фазового детектора 20. Блок 33 оценки качества формирования поверхностного слоя подключается входом блока 29 выделения огибающей адмплитудной модуляции через нормально открытые контакты блока 25 коммутации к выходу фазочувствительного детектора 20 или же через его нормально замкнутые контакты к выходу детектора 12 канала измерения износа. Причем постоянная времени блока 29 выделения огибающей амплитудной модуляции выбирается из условия выделе1:ия импульсного контакт- Hoi o взаимодействия инструмента с деталью и релаксационных процессов, протекающих в зоне резания, оказывающих влияние на формирование поверхностного слоя, сигнал с выхода блока 29 выделения огибающей амплитудной модуляции подается на вход селективного усилителя 30 для нормирования и выделения частоты анализа, которая определяется из выражения . 2j::-R-n
ГБО
где К - радиус заготовки, мм;
п - число оборотов обрабатываемой детали, об/мин; I - базовая длина оценки щероховатости, мм.
Затем этот сигнал детектируется амплитудным детектором 31 усредняется блоком 32 и подается на последуюн1ий вход мно- говходового регистратора 15 как выходной полезный сигнал, соответствующий параметру Ra, оценивающему 1нероховатость.
Формирование сигнала оценки изменения формы неровностей в устройстве осуществляется с помощью б. юка 33 оценки качества формирования поверхностного слоя следую1лим образом.
Переменная составляющая сигнала с выхода амплитудного детектора 31 подается на входы избирательных фильтров 34.1, 34.2 и 34.3 трехканального преобразователя выделения четных гармоник основной периодичности, характеризуюн.1ей шероховатость. При че.м фильтр 34.1 выделяет вторую гармонику от основной, фильтр 34.2 - четвертую и фильтр 34.3 - шестую. Затем
0
5
0
5
0
0
5
0
5
выделенные частотные составляющие усиливаются, соответственно, масщтабными усилителями 35.1, 35.2 и 35.3 и подаются на входы соответствующих детекторов 36.1, 36.2 и 36.3 в каждом канале. После детектирования напряжение на выходе каждого детектора усредняется встроенными интегра- тора.ми и подается на вход сумматора 37 для последующего сложения.
Выходной сигнал сумматора 37 является вторым выходным полезным сигналом блока 33 оценки качества формирования поверхностного слоя, который подается на последующий вход многовходового регистратора 15.
При отсутствии искажения формы неровностей сигнал на выходе сумматора 37 практически равен нулю или минимальному значению, являюнхемуся относительной точкой отсчета для последующей оценки изменения формы неровностей.
Наличие блока 38 регистрации режимов обработки исключает погрешность измерения устройства при вариации режимов резания и:1и при обработке ступенчатых деталей с неременным диаметром. Для этого тахометр 39 кинематически связан с частотой вращения детали, а движок реохорда 40 с суппортом станка, выходной сигнал блока 38 снимаемый с движка реохорда 40 по отно- 1нению к корпусу является сигналом отрицательной обратной связи, изменяющим коэффициентом усиления предварительного усилителя 10 и избирательного усилителя 19 в функции изменения режимов обработки. Устройство имеет пять выходных полезных сигналов: сигнал на выходе схемы 22, сравнения, пропорциональный температуре, возникающей в зоне резания; сигнал на выходе фильтра 27, свидетельствующий о знаке термо-ЭДС. сигнал на вы.ходе схемы 14, несущий информацию о величине размерного износа инструмента; сигналы на выходе блока 33, несущие информацию о качестве формирования поверхностного слоя обрабатываемой детали 8, т. е. сигнал на выходе блока 32 об относительной шероховатости и, сигнал на выходе сумматора 37, несущий информацию о наличии изменения формы микровыступов в поперечном направлении, т. е. в направлении изменения величины припуска или глубины срезаемого слоя.
Формула изобретения
Устройство для исследования процесса резания, содержащее последовательно соединенные преобразователь вибраций,предварительный усилитель, фильтр, детектор, интегратор, первую схему сравнения и много- входовый регистратор, задатчик допустимой величины износа, выходом соединенный с входом первой схемы сравнения, блок настройки фильтра, выходами соединенный с входами фильтра и залатчика /;опустимой величины износа, блок регистрации режимов обработки, вь ходом соединенный с входом предварительного усилителя, отличающееся тем, что, с целью расширения ф нк 1иональ- ных возможностей, оно снабжено высокочастотным генератором неремагничиванкя, связанным с нреобразователем вибрации, последовательно соединенными избирательным усилителем, фазовЕзШ детектором, первым блоком усреднения и второй схемой сравнения, связанной с многовходвым регистратором, избирательный усилитель связан с нреобразователем вибраций, блоком удвоения частоты, входом соединенным с выходам высокочастотного генератора не)емагничива- ния, связанной с многовходовым регистрато- тектора, задатчиком темнературы, выходом связанным с вторым входом второй схемы сравнения, носледовател1 но соединенными блоком коммутации, блоком регистрации изменения знака, усредняющим фильтром и формирователем унравляюшего сигнала, выходом соединенным с входом блока настройки фильтра, носледоватс-чьно соединенными блоком выделе1шя огибающей амплитудной модуляции, селективным усилителем, амплитудным детектором и вторым блоком усреднения, выходом соединенным с многовходовым регистратором, вход блока выделения огибающей амплитудной модуляции и выход фазового детектора соединены с блоком коммутации, подключенным входом к выходу амплитудного детектора, блоком оценки качества формирования поверхност- fioro слоя, вынолненным в виде трех параллелъно включенных каналов, каждый из которых образоЕШн последовательно соединенными фильтром выделения четных гармоник, масштабным усилителем и детектором с встроенным интегратором, и подключенно- I o к их входам сумматора, связанного с многовходовым регистратором, фильтр выделения чет1Н51х гармоник первого канала настроен на вторую гармонику сигнала, второго ка)ала -- на четвертую гармонику, третьегона шестую гармонику, преобразователь вибраций выполнен в виде П-об- разного магнитопровода и замыкающих его полюса двух параллельпых магнитных ветвей которые охвачены возбуждающими и измерительной обмотками.
Редактор И. Бобкова Заказ 4227/43
(.i)CT,iBirii ;ii) О. Губсршя ва
)1 дИ. Ik pecКоорскгор Г Решетник
Тираж Y7,SПодписное
ВНИИГ1И Государстненною комитета СССР
по делам изобретений и открытий
113035, Москва. Ж- 35, Раушская наб.. д. 4/5
Филиал 1ПП «Патент, г. Ужгород, ул. Проектная. 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для измерения износа режущего инструмента | 1977 |
|
SU697262A1 |
| Устройство для автоматического упавления процессом механической обработки | 1989 |
|
SU1673387A1 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| Способ автоматического контроля состояния и условий протекания процесса резания и устройство для его осуществления | 1986 |
|
SU1380910A1 |
| Устройство для измерения износа режущего инструмента | 1976 |
|
SU648349A1 |
| Устройство для измерения износа режущего инструмента | 1978 |
|
SU765702A1 |
| Устройство для определения контакта инструмента с деталью | 1981 |
|
SU971618A1 |

Изобретение относится к станкостроению. Цель изобретения - расширение функциональных возможностей за счет измерения температуры, знака термо-ЭДС, шероховатости, формы неровностей. Преобразователь вибрации выполнен в виде П-образ- ного магнитопровода и замыкающих его нолюса двух параллельных ветвей, которые охвачены возбуждающими и измерительной обмотками. Устройство позволяет судить о температуре в зоне резания: последний сигнал, пропорциональный температуре, возникающей в зоне резания, появляется на выходе второй схемы сравнения, сигнал на выходе усредняющего фильтра свидетельствует о знаке термо-ЭДС, сигнал на выходе первой схемы сравнения несет информацию о величине размерного износа инструмента, сигнал на выходе блока оценки качества формирования поверхностного слоя несет информацию о качестве поверхностного слоя обрабатываемой детали, сигнал с выхода второго блока усреднения позволяет судить о шероховатости, а сигнал с выхода сумматора несет информацию о наличии изменения формы в направлении изменения величины припуска или глубины срезаемого слоя. 1 ил. а (Л ю со оо со со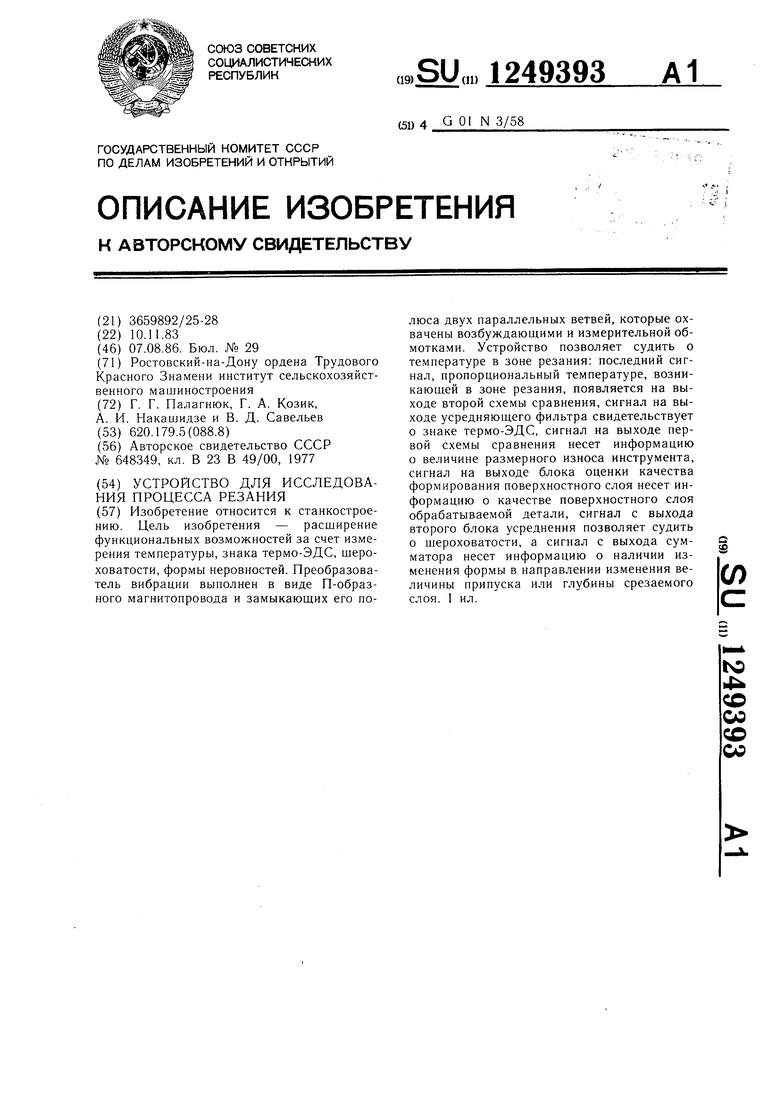
| Устройство для измерения износа режущего инструмента | 1976 |
|
SU648349A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
