сравнения, выходом подключенного к входу счетчика контрольных точек, первый вькод которого соединен с первыми входами,задатчиков пути и является первым выходом блока, каждый из последующих выходов счетчика контрольных точек соединен с каждьм из соответствующих входов задатчиков .пути и является выходом блока. 3. Система по п. 1, о т л и ч а щ а я с я тем, что блок сопровождения конца порции шихтового материала состоит из коммутатора, задат чиков пути по числу весовых бункеров двух элементов или, блока памяти, элементауИ, счетчика, импульсов и бло ка сравнения, причем первый вход 00 коммутатора является вторым входом блока, остальные входы, соответствующие числу весовых бункеров, являют ся входами блока, выходы коммутатора соединены соответственно с Первыми входами задатчиков пути и входами первого элемента ИЛИ, выход которого через блок памяти соединен с первым входом элемента И, второй вход которого является первь1м входом блока, выход элемента И через счетчик импульсов соединен с первым входом блока сравнения, выходы задатчикав. пути соединены с входами второго элемента ИЛИ, выход которого соединен с вто1н 1м входом блока сравнения, выход которого является выходом блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления механизмами транспортерной шихтоподачи доменных печей | 1979 |
|
SU885276A1 |
| Способ управления механизмами транспортерной шихтоподачи доменных печей | 1981 |
|
SU1049549A2 |
| Устройство контроля распределения гранулометрического состава шихтового материала | 1987 |
|
SU1527274A1 |
| Устройство контроля за выгрузкой материалов из бункеров и транспортировкой их в доменную печь | 1985 |
|
SU1308629A1 |
| СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМАМИ ТРАНСПОРТЕРНОЙ ШИХТОПОДАЧИ ДОМЕННЫХ ПЕЧЕЙ | 1991 |
|
RU2016068C1 |
| Способ управления механизмами транспортерной шихтоподачи доменной печи | 1987 |
|
SU1567641A1 |
| Способ загрузки шихтовых материалов в доменную печь | 1987 |
|
SU1611939A1 |
| Система весового порционного дозирования | 1986 |
|
SU1357436A1 |
| Канал дозирования шихтовых материалов | 1987 |
|
SU1447861A1 |
| Способ поверки весоизмерительной системы бесконусного загрузочного устройства доменной печи с конвейерной подачей шихты | 1987 |
|
SU1564197A1 |
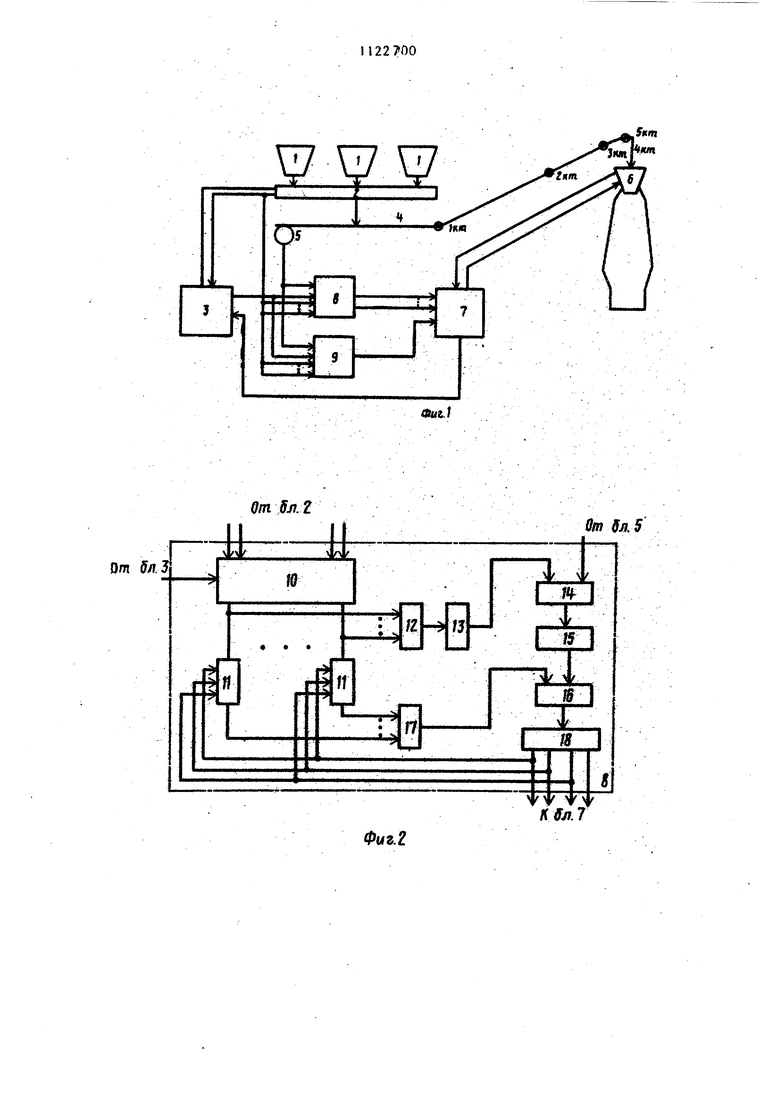
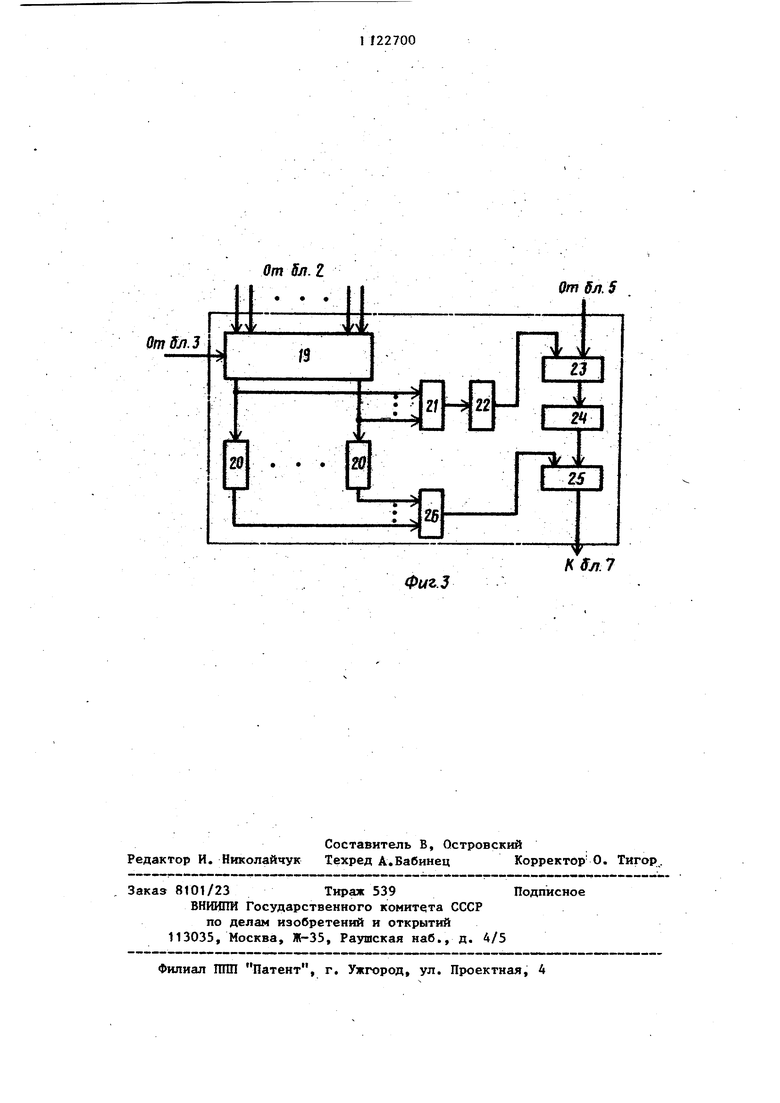
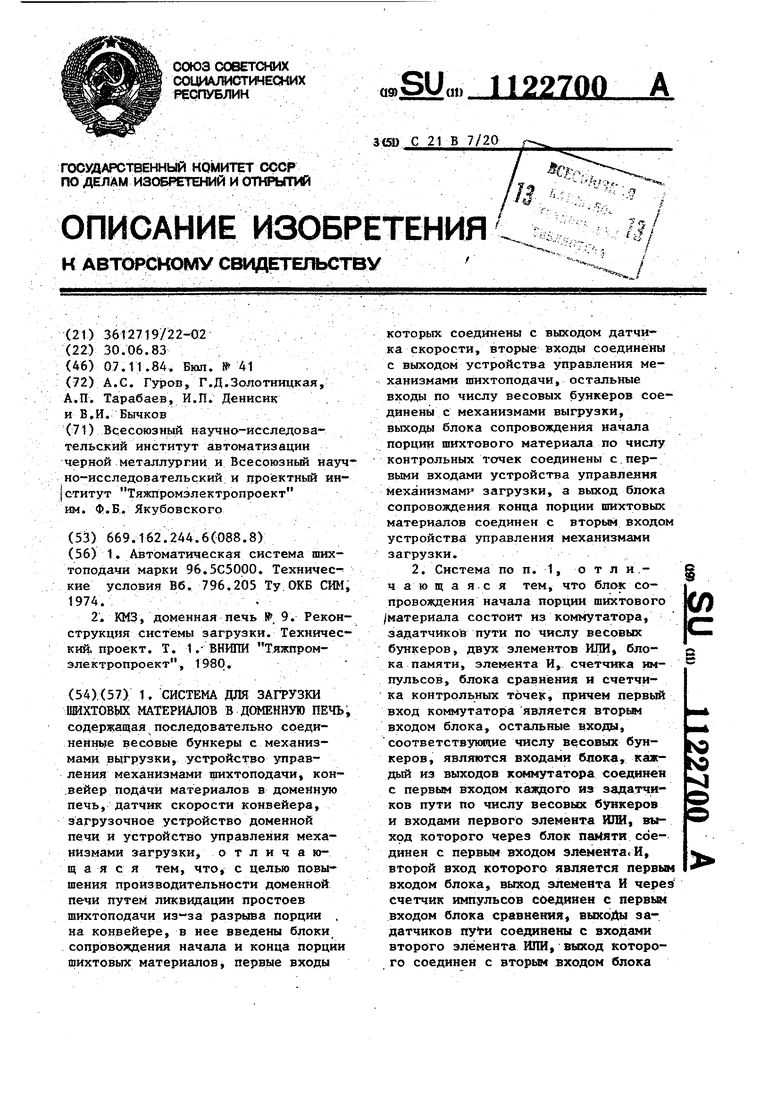
Изобретение относится к черной металлургии, в частности к доменному производству и может быть испол зовано в системах для загрузки шихт вых материалов в доменную печь. На современных доменных печах большого объема подача шихтовых материалов на колошник осуществляетс конвейерным транспортером. ,Тля управления системой загрузки доменн печи необходимо контролировать по ложение шихтового мате риала на конвейере на его пути до загрузочного устройства Известна система для загрузки ши товых материалов в доменную печь, содержащая последовательно соединённые весовые бункеры с механизмам выгрузки, устройство управления механизмами шихтрподачи, конвейер подачи материалов в доменную печь, да чик наличия материала, загрузочное устройство доменной печи и устройст во управления механизмами Загрузки 1. : Однако данная система не поэвот ляет контролировать положение шйктового материала на конвейере на его пути до загрузочного устройства Наиболее близкой к изабретекию по технической сущнс С1гй и достигаемому результату является система дл загрузки шихтовых материалов в доменную печь, содержащая последовательно соединенные весовые бункеры с механизмами выгрузки, устройство управления механизмами шихтоподачи, конвейер подачи материалов в доменную печь, датчик скорости конвейера, загрузочное устройство доменной печи и устройство управления механизмами загрузки. Для согласования работы механизмов загрузочного устройства, таких как приемная передвижная воронка, верхние газовые клапаны, шихтовые затворы бункеров, поворотный распределительНБй лоток, наполнительный газовый клапан и другие, на конвейере располагаются датчики наличия материалов для контроля хронологии процесса загрузки. При прохождении начала по)ции шихтового материала через контрольные точки с каждого датчика наличия материала выда:ется информация в устройство управления механизмами загрузки, и в соответствии с временными интервалами операций процесса загрузки осуществляется управление механизмами загрузочного устройства 2j. Недостатком известнойсистемы является то, что в слзгчае разрыва порции шихтового материала на конвейере устройство управления механизмами загрузки не может получить истинную информацию о конце порции. Разрыв порции, возникающий при неисправнос ти в работе систег шихтоподачи, вл чет за собой либо иепредусмотренньй останов конвейера, либо приводит к аварийному состоянию вс.ей системы. Все это в свою очередь ведет к снижению темпа загрузки, ускоренному износу ленты конвейера, к наруше нию стабильности работы доменной пе чи и к снижению ее производительнос так как система не может отличить разрыв порции от конца порции. Цель изобретения - повышение про водительности доменной печи путем ликвидации простоев шихтоподачи изразрыва порции на конвейере. Эта цель достигается тем, что в систему для загрузки шихтовых материалов в доменную печь, содержащую последовательно соединенные ве.совые бункеры с механизмами выгрузк устройство управления механизмами шихтоподачи, конвейер подачи материалов в доменную печь, датчик скорости конвейера, загрузочное устрой ство доменной печи и устройство управлений механизмами з;агрузки, вв дены блоки сопровождения начала и конца порции щихтовы. материалов, первые входы KOTopi nc соединены с выходом датчика скорости, вторые входы соединены с выходом устройства управления механизмами шихтопода чи, а остальные входы по числу весо вых бункеров соединены с механизмами выгрузки, выходы блока сопровождения начала порции шихтового материала по числу контрольных точек соединены с первыми входами устройства управления механизмами загрузки, а выход блока сопровождения кон ца порции шихтовых материалов соеди нен с вторым входом устройства управления механизмами загрузки. При этом блок сопровождения начала порции шихтового материала состоит из коммутатора, задатчиков пути по числу весовых бункеров, двух элементов ШШ, блока памяти, элемента И, счетчика импульсов, блока сравнения и счетчика контрольных точек, причем первый вх коммутатора является вторым входом блока, остальные входы, соответствующие числу весовых бункеров, являются входами блока, каждый из . выходов коммутатора соединен с первым входом каждого из задатчиков пу по числу в-есовых бункеров и входами первого элемента РШИ, выход которого через блок памяти соединен с первым входом элемента И, второй вход которого является первым входом блока, выход элемента И через счетчик импульсов соединен с первьм входом блока сравненяя, выходы задатчиков пути соединены с входами второго элемента ИЛИ, выход которого соединен с вторым входом блока сравнения, выходом подключенного к входу счетчика контрольных точек, первьй вход которого соединен с первыми входами задатчиков пути и является первым выходом блока, каждый из последующих выходов счетчика контрольных точек соединен с каждым из соответствующих входов задатчиков пути и является выходом блока. Кроме того, блок сопровождения конца порции шихтового материала состоит из коммутатора, задатчиков пути по числу весовых бункеров, двух элементов ИЛИ, блока памяти, элемента И, счетчика импульсов и блока сравнения, причем первый вход ком мутатора является вторым входом блока, остальные входы, соответствующие числу весовых бункеров, являются входами блока, вькоды коммутатора соединены соответственно с первыми входами задатчиков пути и входами первого: элемента ИЛИ, выход которого через блок памяти соединен с первым входом элемента И, второй вход которого является первым входом блока, выход элемента И через счетчик импульсов соединен с первым входом блока сравнения, выходы задатчиков пути соединены с входами второго элемента ИЛИ, выход которого соединен с вторьм входом блока сравнения, выход которого является вьосодон блока. На фиг. 1 представлена блок-схема систе№1 для загрузки шихтовых материалов в доменную Печь; ма фиг. 2 функциональная схема блока сопровожения начала порции шихтового материала; на фиг. 3 - функциональная схема блока сопровождения конца орции шихтового материала. Система для загрузки шихтовых атериалов в доменную печь (фяг.У содержит весовые бункеры t с механизами 2 выгрузки, устройство 3 упавления механизмами шихтоподачи. конвейер 4 подачи материалов в до.менную печь, датчик 5 скорости конвейера, загрузочное устройство 6 доменной печи, устройство 7 управления механизмами загрузки, блок 8 сопровождения начала порции шихтового материала, первый вход которого соединен с выходом датчика 5 скорости и первым входом блока 9 сопровождения конца порции шихтовых материалов, второй вход - с вькодом устройства 3 управления механизмами лихтоподачи и вторым входом блсмка 9 сопровождения конца порции шихтовых материалов, остальные входы по чнслу весовых бункеров - с механизмами 2 выгрузки и так1Фга же входами блока 9 сопровождения конца порции щихтовьпс материалов, а выходы по числу контрольных точек - с первыми входами устройства 7 уггравления механизмами загрузки, выход блока 9 сопровождения конца порции шихтовых материалов соединен с вторым входом устройства 7 управления механизмами загрузки. . Блок 8 сопровождения начала порции шихтовых материалов (фиг.2) состоит из коммутатора Ю, первый вход которого является вторьм входо блока 8, остальные входы, соответст вующие числу весовых бункеров, явля ются входами блока 8, каждый из выхо дов коммутатора 10 соединен с первым входом каждого из задатчиков 11 пути по числу весовых бункеров и входами элемента ИЛИ 12, выход которого через блок 13 памяти соединен с первым входом элемента И 14, второй вход которого является первым входом блока 8, выход элемента И 14 через счетчик 15 импульсов соединен с первьм входом блока 16 сравнения, выходы задатчиков 11 пути соединены с входами элемента ИЛИ 17, выход которого соединен с вторым входом блока 16 сравнения, вь ходом подключенного к входу счетчика 18 контроль ных точек, первый выход которого соединен с каждым из вторых входов задатчиков 11 пути и является первым выходом блока 8, каждый из последующих выходов счетчика 18 контрольных точек соединен с каждым из соответст вующих входов задатчиков t1 пути и является выходом блока 8, последний выход которого является последним выходом блока. Блок 9 сопровождения конца порции шихтового материала (фиг. 3) состоит из коммутатора 19, первый вход которого является вторьм входом блока 9, остальные входы, соответст-. вующие числу весовух бункеров, являются входами блока 9, каждый из выходов коммутатора 19 соединен с первым входом каждого из задатчиков 20 пути по числу весовых бункеров и входами элемента ИЛИ 21, выход которого через блок 22 памяти соединен с первым входом элемента И 23, второй вход которого является первым входом блока 9, выход элемента И 23, через счетчик 24 импульсов соединен с первым входом блока 25 сравнения, выходы задатчиков 20 пути соединены с входами элемента ИЛИ 26, выход которого соединен с вторым входом блока 25 сравнения, выход которого является выходом блока 9. Система работает следующим образом. Устройство 7 управления механизмами загрузки выдает команду на разрешение выгрузки очередной порции на конвейер 4, по которой устройство 3 управления механизмами шихтопо дачи вьшает команду на разгрузку меха«низмам 2 выгрузки, выданн1ли в соответствии с программой загрузки и структурой порции весовых бзгнкеров. Команда на разгрузку первой дозы в порции выдается устройством 3 управления механизмами шихтоподачи одновременно механизмам 2 выгрузки и на второй вход блока 8 сбпровождения начала порции или, что то же, на первый вход коммутатора 10. Информация с механизмов 2 выгрузки о начале выгрузки первой дозы порции поступает на вторые входы коммутатора 10 в соответствии с положением данного весового бункера 1. Информация о начале выгрузки с выхода коммутатора 10 поступает на первый вход задатчика 11 пути, номер которого соответствует данному весовому бункеру, и на вход элемента ИЛИ 12. Информация с выхода элемента ИЛИ 12 через блок 13 памяти поступает на первый вход элемента И 14, на второй вход которого поступает информация с датчика 5 скорости. Выход элемента И 14 соединен через счетчик 15 импульсов с первым входом блока сравнения, в котором происходит сравнение пройт
денного пути начала порции на конвейере с заданным значением, которое поступает на второй вход блока 16 сравнений через элемент ИЛИ 17 с выхда задатчика 11 пути, т.е. количество ИМПУЛЬСОВ, которое должно соответствовать пройденному пути начала порции до первой контрольной точки. При достижении началом порции первой контрольной точки информация с выхода блока 16 сравнения поступает на вход счетчика 18 контрольHbjx точек, с первого выхода которого она поступает на первый вход устройства 7 управления механизмами загрузки и на второй вход задатчика 11 пути, с выхода которого через элемент ИЛИ 17 на второй вход блока сравнения теперь передается уже информация о количестве импульсов, соответствз щих пути до второй контрольной точки..
Когда научало порции достигает второй контрольной точки, информация с рыхода блока 16 сравнения поступает на вход сч«тчика 18 контрольных точек, с второго выхода которого она поступает на один из первых входов устройства 7 управления механизмами загрузки и на третий вход задатчика 11 пути, с выхода которого информация о числе импульсов, соответствуиэдих пути до третьей контрольной точки, через элемент ИЛИ 17 поступает на второй вход блока 16 сравнения и т.д.
Когда начало порции достигнет последней контрольной точки, инфор мация с последнего выхода счетчика 1 контрольных точек поступает на один из первых входов устройства 7 управлния механизмами загрузки для управления работой загрузочного устройства 6,
Одновременно со слежением за нача JTOM происходит слежение за концом
рорции на конвейере. Команда на выгрузку последней дозы порции из устройства 3 управления механизмами ших топодачи поступает к механизмам 2 выгрузки соответствующего весового бункера 1 и на второй вход блока 9 сопровождения конца порции, или, что то же, на первый вход коммутатора 19 На один из вторьис входов в соответствии с положением весового бункера поступает информация с механизмов 2 выгрузки при окончании выгрузки затвор закрыт. С соответствующего выхода коммутатора 19 информация о конце порции поступает на вход задатчика 20 пути и на вход элемента ИЛИ 21, с выхода которого через блок 22 памяти - на первый вход элемента И 23, на второй вход которого информация поступает с датчика 5 скорости. С выхода элемента 23 информация поступает на вход счетчика 24 импульсов, с выхода которого - на первый вход блока 25 сравнения, на второй вход которого поступает информация о числе импульсов, соответствующих пути, который доджен пройти конец порции до пятой контрольной точки, с выхода задатчика 20 пути через элемент ИЛИ 26. Когда конец порции достигает пятой контрольной точки, информация с выхода блока 25 сравнения поступает на второй вход устройства 7 управления
механизмами загрузки.
I
При разрыве порции на конвейере отпадает необходимость в остановке конвейера, предотврагтается возникновение аварий системы загрузки по причине засыпи шихтой загрузочного устройства из-за ложных срабатываний.. Это в свою очередь повышает износостойкость ленты конвейера, темп загрузки и следовательно, производительность доменной печи.
П7
QmSji.Z
Dm 5л J
fum
кт
От Ы5
Фигг От 5л. Z Of Отбл.З
/Сдл7
Фиг.З От 5л. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Технические условия Вб | |||
| Ножницы для автоматической разрезки металлических полос с приспособлением для контроля развески кусков | 1921 |
|
SU796A1 |
| ОКБ СИМ, 1974.: | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШЗ, доменная печь № 9 | |||
| Реконструкция системы загрузки | |||
| Технический, проект | |||
| Т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
