риала, производят выгрузку порции (подачи) из загрузочного устройства в печь, одновременно подают следующую порцию (подачу) материала на конвейер и выдают ее из весовых воронок шихтоподачи с соблю- дением интервала между предыдуш, к выдаваемой порциями не ниже минимально допустимого. Если после окончания выгрузки в печь очередной порции шихтовых материалов и измерения фактического уровня, загрузочное устройство не готово к разгрузке материала, а фактический уровень засы пи 2 опустился ниже заданного, то для исключения задержки в загрузке очередной порции (подачи) в бункеры загрузочного устройства, производят подачу порции (подачи) материала на конвейер из весовых воронок шихтоподачи, не ожидая готовности загрузочного устройства к выгрузке шихты в печь, так как на колошнике освободилось место для приема очередной порции (подачи). Эта порция (подача) выгружена в печь и ее место может занять следуюш,ая порция (подача). Возможность загрузки порции в загрузочное устройство обеспечивается интервалом между порм.иями на конвейере и существующими блокировкаг-ли в системе управления.
Если же после выгрузки очередной порции (подачи) шихтовых материалов в печь и измерения фактического уровня засыпи 2 оказывается, что последний опускается же заданного уровня засыпи 3 на . равную по объему порции (подачи) - между уровнями, то в эгом случае подают на кон- вейер из весовых аоронок шихтоподачи порцию (подачу) от уровня ниже заданного и еще одну дополнительную порцию (подачу) отуровня 4 засыпи ниже заданного на величину, равную по объему порции (по- дачи). Следует отметить, что до дост /1жен у1я фактическим уровнем заданного такая пср- ция (подача) подается на конвейер лишь однажды: при последующих достижениях фактическим уровнем, уровня ниже задан- ного на величину, равную по объему порции (подачи), дополнительные порции (подачи) на конвейер из весовьгх воронок шихтоподачи не подаются. Подача порций производится только при опускании фактического уровня ниже заданного.
Есл1/ после въ грузки очередной порц У1и (подачя) и измерения фактического уровня засыпи последний оказывается не ниже заданного, то после опускания фактического уровня ниже заданного вызов и выдачу одной порцми (подачи) на конвейер из весовых воронок шихтоподачи не производят, так как оп/щенный уровень засыпи уже компенсирован, а на конвейере (зходится одна
0
к
5 C
0 5 0 5 0
5
лишняя порция (подача); число поданных порций (подач) равно числу сигналов от опусканий фактического уровня ниже заданного плюс один сигнал об опускании фактического уровня 2 ниже заданного на величину, равную по объему порции.
Повышение стабильности хода доменной плавки достигается путем ускоренного восстановления опущенного уровня засыпи за счет подачи порции (подачи) материала на конвейер из аесовых воронок шихтоподачи от фактического уровня засыпи и одной дополнительной порции (подачи), когда фактический уровень оказывается ниже заданного на величину, равную по объему порции (подачи), причем подача порций (подач) материала на конвейер из весовых воронок шихтоподачи производится, не ожидая готовности загрузочного устройства к выгрузке шихты в печь.
Пример. Способ опробован на доменной печи металлургического комбината, оборудованной бесконусным загрузочным устройством лоткового типа и конвейером для подачи шихтовых материалов в загрузочное устройство. В период исследований цикл загрузки состоит из 14 порций, масса порции железосодержащих составляет 95 т (60 т агломерата и 35 т окатышей), масса порции кокса 25 т. Время выдачи порции материала на конвейер из весовых воронок .шихгсподачи 90 с, время выгрузки порции лз загрузочного устройства в печь 110 с, время подъема зонда 10 с, опускания 20 с, время переключения механизмов по шлюзованию порций в бункере загрузочного устройства около 20 с. Порция из загрузочного устройства выгружается при достижении фактическим уровнем засыпи - заданного, равного 1,5 м, по готовности загрузочного устройства к выгрузке в печь.
Одновременно производится подача порции материала на конвейер из весовых воронок шихтоподачи, Для опускания фактического уровня засыпи ниже заданного выполнена задержка в выдаче порции железосодержащих из весовых воронок шихтоподачи, равная по времени транспортировке порции от весовых воронок до загрузочного устройства (240 с). Это приводит к опусканию фактического уровня засыпи ниже заданного более, чем на величину, равную по объему порции (0,8 м). При применении известного способа загрузки в течение двух циклов (около 2 ч) фактический уровень засыпи остается неизменным и ниже заданного уровня более, чем на величину, равную по объему порции (0,8 м), после применен предлагаемый способ, после выгрузки
из бункера загрузочного устройства порции железосодержащих с помощью механических уровнемеров измерен фактический ; уровень засыпи. При опускани уровнемеров ниже заданного уровня засыпи на 0,05 м выдана команда на выгрузку порции кокса на конвейер из весовых воронок шихтопо- дачи, несмотря на то, что загрузочное устрй- оство еще не готово к выгрузке порции в печь. При опускании уровнемеров ниже заданного уровня на величину, равную по объему порции (0,8 м), выдана команда на выгрузку порции железосодержащих на конвейер из весовых воронок шихтоподачи. Выгрузка порции кокса из загрузочного устройства в печь выполнена после поступления ее в устройство. Далее вновь измерен фактический уровень засыпи и при опускании уровнемеров ниже заданного уровня засыпи на 0,05 м выдана команда на выгрузку порции KOKCS на конвейер из весовых воронок шихтоподачи, однако при опускании урозкемероз ниже заданного уровня иа величину, равную по объему порции (0,8 м), команда на выгрузку на конвейер новой порции мз,весовых зоронок шихтоподачи не подавалась. После аыгрузки в печь седьмой порции (20 мин) шихты опущенные з печь уровнемеры показывают, что фактический уровень засыпи достигает заданного -1,5м. При этом порция, находящаяся в загрузочном устройстве, выгружена в печь (при фиксации уровнемерами фактического уровня засыпи на уровне заданного), а очередная порция на конвейер из весовых воронох шихтоподачи не выдается (пропущена). 8 дальнейшем выгрузка порций из загрузочного стройства в печь и выдача их на конвейер из весовых воронок шихтоподачи производится по достижении фактическим уровнем заданного и готовности загрузочного устройства к выгрузке шихты в печь. В период исследований скорость схода шихты
5 печи остается практически постоянной - около 7 подач/ч.
Способ позволяет повысить стабильность хода доменной плавки за счет своевременной компенсации имеющегоск в системе загрузки с конвейерной подачей шихты иа колошник транспортного запаздывания в загрузке печи шихтовыми материалами и тем самым обеспечивает
поддержание заданного уровня засыпи шихтовых материалов на колошнике, увеличивает производительность печи, снижает расход кокса на 2 кг/т чугуна.
Формула изобретения 1. Способ загрузки шихтовых материалов в доменную печь, включающий конвейерную подачу порции шихты на колошник. контроль уровня засыпи в печи, выгрузку 20 заданной порции материала из загрузочного устройства в печь, подачу порций материала из весовых воронок шихтоподачи на конвейер с соблюдением интервалов между порциями не ниже минимально допустимо- 25 го, отличающийся тем, что, с целью экономии кокса за счет повышения стабильности хода доменной плавки, при опускании фактического уровня засыпи ниже заданного и неподготовленности загрузочного уст- 0 ройства к выгрузке шихты в печь подают порцию материала на конвейер из весовых воронок шихтоподачи в зависимоси от фактического уровня засыпи.
2, Способ по п. 1, отличающийся 5 тем, что при опускании фактического уровня засыпм ниже заданного ка величину, соответствующую по объему порции материала, подают на конвейер из весовых воронок шихтоподачи одну дополнительную порциюо 0 материала, причем при достижении фактическим уровнем засыпи заданного уровня текущую порцию материала на конвейер не подают,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАГРУЗКИ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2022025C1 |
| СПОСОБ УПРАВЛЕНИЯ ОКРУЖНЫМ РАСПРЕДЕЛЕНИЕМ ШИХТОВЫХ МАТЕРИАЛОВ НА КОЛОШНИКЕ ДОМЕННОЙ ПЕЧИ | 1991 |
|
RU2015169C1 |
| СПОСОБ ЗАГРУЗКИ ШИХТОВЫХ МАТЕРИАЛОВ В ДОМЕННУЮ ПЕЧЬ | 1993 |
|
RU2078141C1 |
| Способ подачи шихты в межконусное пространство загрузочного устройства доменной печи | 1981 |
|
SU1020435A1 |
| СПОСОБ ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2312151C2 |
| Способ управления механизмами транспортерной шихтоподачи доменных печей | 1981 |
|
SU1049549A2 |
| СПОСОБ ВЕДЕНИЯ ДОМЕННОЙ ПЛАВКИ | 1995 |
|
RU2094470C1 |
| Способ загрузки доменной печи | 1990 |
|
SU1788017A1 |
| Способ дозировки шихтовых материалов на конвейерном подъемнике доменной печи | 1978 |
|
SU777065A1 |
| Способ управления механизмами транспортерной шихтоподачи доменной печи | 1987 |
|
SU1567641A1 |
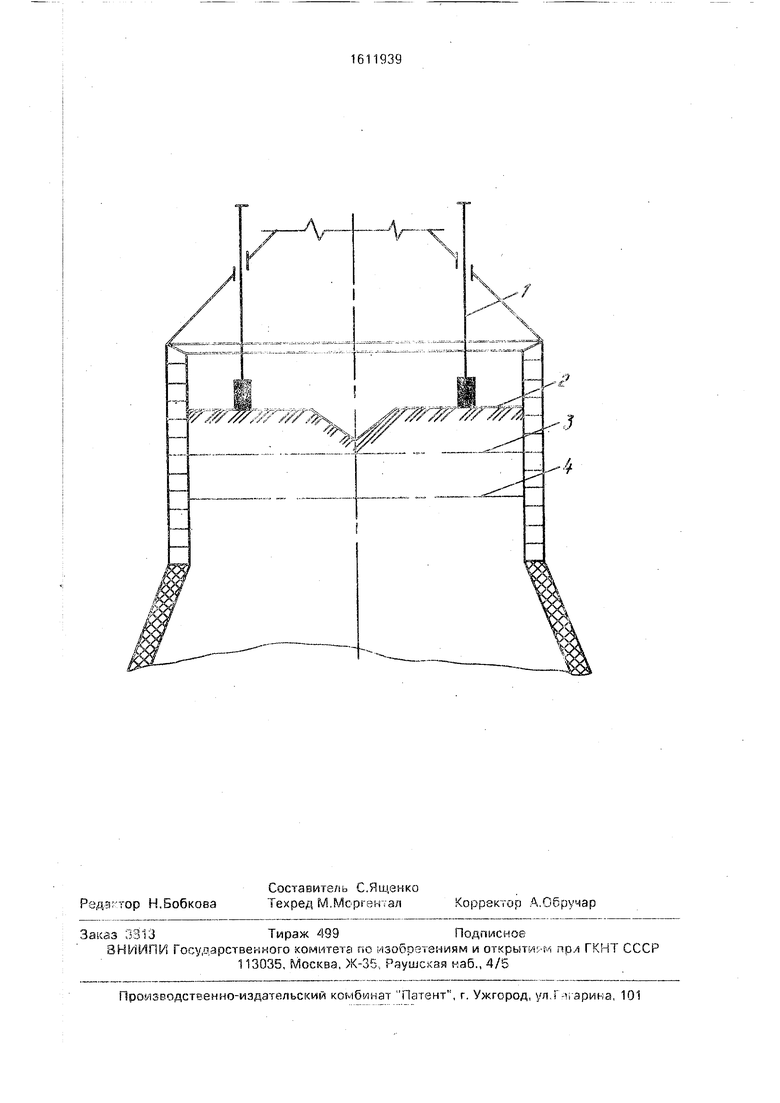
Изобретение относится к доменному производству и может применяться при загрузке доменных печей, оборудованных конвейерной шихтоподачей на колошник и бункерным загрузочным устройствам. Цель изобретения - экономия кокса за счет повышения стабильности хода доменной плавки. При опускании уровня засыпи ниже заданного и неготовности загрузочного устройства к выгрузке шихтовых материалов в печь подачу порции шихты на наклонный конвейер осуществляется только от фактического уровня засыпи при соблюдении минимально допустимого интервала между порциями шихты. Обеспечивается ускоренное достижение заданного уровня засыпи путем более плотного расположения порций шихты на наклонном конвейере. 1 з.п.ф-лы, 1 ил.
| Датчик уровня жидкости | 1974 |
|
SU505878A1 |
| с немецкого, том Cde 50400, 25.05.82, Архивн | |||
| Шнековый пресс для удаления воды из мязги | 1932 |
|
SU31219A1 |
| Л., 1982, с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
