Изобретение относится к черной металлургии, в частности к доменному производству, и может быть использовано в системах программного управления механизмами шихтоподачи доменных печей.
Известна бункерная эстакада доменной печи, содержащая установленные под бункерами грохоты, бункерные весы и конвейеры, поверхности элементов оборудования схода шихты установлены с уклонами в одном направлении, причем сборный конвейер соединен лотками с бункерными весами, затворы которых выполнены с возможностью регулирования сечений выпускных отверстий.
Недостатком данной бункерной эстакады является отсутствие способа управления механизмами для регулирования сечений выпускных отверстий (расхода материала) бункерных весов с целью формирования на сборном конвейере смешанной порции с заданным расположением, производительностью и соотношением смешивания компонентов.
Также известен способ управления механизмами транспортерной шихтоподачи, включающий грохочение, взвешивание и выдачу материала в порядке уменьшения транспортного времени бункеров, при этом выдачу материала из очередного весового бункера начинают по достижению в предыдущей нулевого веса дозы с выдержкой времени, определяемой по формуле
T=  (mn-mn+1)-(T
(mn-mn+1)-(T
V - скорость конвейера,
mn, mn+1 - номера весовых воронок работающих следом,
Ттр(г) - время движения переднего фронта головной части дозы до конвейера,
Ттр(хв) - время движения переднего фронта хвостовой части дозы до конвейера.
Недостатком данного способа является отсутствие возможности формирования на конвейере смешанной порции с наложением различных компонентов друг на друга.
В качестве прототипа выбран способ управления механизмами транспортерной шихтоподачи доменных печей, в котором определяют время опережения на транспортере начала дозы ведущего компонента шихты по отношению к началу дозы каждого ведомого компонента, по заданной массе опережения и скорости высыпания этого компонента из весового бункера, определяют время включения механизмов разгрузки для каждого весового бункера по формуле
Tiвкл=tвыгр+ tтр.+ tпауз.+t кi, где tвыгр. - время выгрузки находящейся в весовом бункере дозы шихтового материала последнего компонента текущей порции,
tтр. - время транспортного запаздывания, обусловленное расположением весовых бункеров на тракте шихтоподачи,
tпауз. - интервал между порциями шихтового материала на конвейере,
tкi - время опережения на транспортере начала - дозы ведущего компонента по отношению к началу дозы ведомого компонента, после чего сравнивают между собой определенные для каждого весового бункера значения Tвкл, устанавливают возрастающую последовательность этих значений и включают в этой последовательности механизмы разгрузки весовых бункеров по истечению времени каждого из интервалов установленной последовательности.
Недостатком этого способа является отсутствие возможности формирования на конвейере многокомпонентной смешанной порции с заданным расположением, пропорцией смешивания и расходом компонентов, равным, например, максимальной производительности конвейера, а, следовательно, минимальной длины порции.
Цель изобретения - увеличение производительности шихтоподачи и доменной печи.
Поставленная цель достигается тем, что в известном способе управления механизмами транспортерной шихтоподачи доменной печи для формирования на сборном конвейере многокомпонентной смешанной порции, содержащем определение времени включения механизмов разгрузки бункеров предусмотрено следующее отличие: по заданному расположению компонентов, суммарной объемной производительности, равной, например, максимальной производительности конвейера, и соотношению смешивания компонентов на конвейере, составляют расходные графики компонентов и по ним производят управление механизмами выгрузки весовых бункеров.
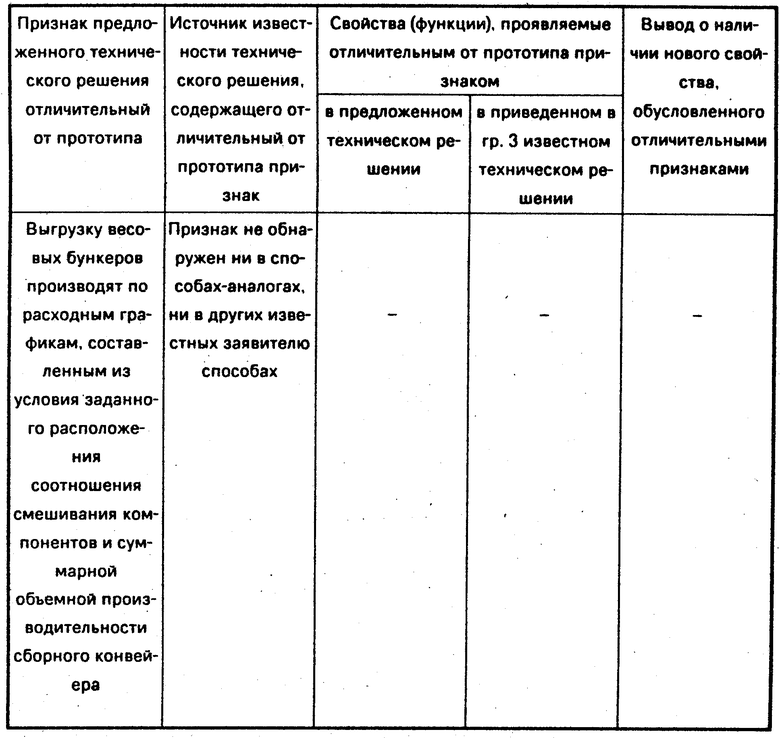
О соответствии предложенного технического решения критерию "существенные отличия" свидетельствуют сведения, приведенные в таблице.
Предложенное техническое решение соответствует критерию "существенные отличия", так как его отличительный признак не обнаружен в предшествующей технике.
Достижение положительного эффекта при осуществлении предложенного способа подтверждается далее.
Сущность предложенного способа заключается в следующем. По заданной программе загрузки доменной печи задают многокомпонентную смешанную порцию в виде следующих друг за другом на сборном конвейере участков, в пределах которых количество и соотношение смешивания компонентов постоянно, задавая массы компонентов на участках
mx/i, где mx - масса компонента Х,
i - номер участка, на который выгружается масса m компонента х.
Участки нумеруют в порядке следования на сборном конвейере
1, 2, ..., i, ...
Определяют временную протяженность участков на сборном конвейере; как частное от деления суммарного объема компонентов, выгружаемых на данный участок, на объемную производительность сборного конвейера.
ti=  , где mx/i - масса компонента Х выгружаемого на i-й участок.
, где mx/i - масса компонента Х выгружаемого на i-й участок.
γ х - насыпная масса компонента Х
П - объемная производительность сборного конвейера.
Определяют расход компонентов на участках, как частное от деления массы компонента, выгружаемого на данный участок, на временную протяженность участка.
Qx/i=  , где Qx/i - расход компонента Х на i-м участке,
, где Qx/i - расход компонента Х на i-м участке,
mx/i - масса компонента Х выгружаемого на iм участке,
ti - временная протяженность участка на сборном конвейере.
Для каждого компонента составляют следующие последовательности:
1. Последовательность из выбранных для выгрузки бункеров, в порядке уменьшения их транспортного времени (времени транспортирования материала от бункера до сборного конвейера), обозначая их номером I с индексом, указывающим наименование компонента
(Ix)Xtтр.max., ...Xtтр.min.
2. Последовательность участков, в течение которых выгружается данный компонент в порядке следования участков на сборном конвейере (в порядке увеличения номера участка), обозначая их номером II с индексом, указывающим наименование компонента.
(IIx)ixmin, ... ixmax.
3. Последовательность временных протяженностей участков в соответствии с последовательностями участков, обозначая их номером III с индексом, указывающим наименование компонента
(IIIx)tixmin, ... tixmax
4. Последовательность производительностей на участки, в соответствии с последовательностями участков.
(IVx)Qx/ixmin., ...Qx/ixmax.
Определяют интервалы времени для включения ведущих бункеров компонентов (первых членов последовательностей (I)) на ведущие участки компонентов (первые члены последовательностей (II))
TвклXtтрmax/ixmin=tвыгр+Σtixmin-1)+(tтр.т-tтрXmax), где tвыгр. - время выгрузки находящейся в весовом бункере дозы шихтового материала последнего компонента текущей порции,
Σt(ixmin-1) - сумма временных протяженностей участков, предшествующих участку (включая to - временной интервал между порциями на конвейере),
tтр.т. - транспортное время весового бункера последнего компонента текущей порции,
tтрХmax. - транспортное время ведущего бункера компонента Х.
Составляют график выгрузки компонента Х, условно считая, что весь материал Х в порцию выгружается из ведущего бункера компонента первого члена последовательности (Ix) при этом, по сигналу "0" веса ведущего бункера с интервалом, равным разности транспортного времени первого и второго членов последовательности, программу выгрузки компонента продолжают выполнять механизмы разгрузки бункера, обозначенного вторым членом последовательности Ix и т.д. до выгрузки всех бункеров последовательности Ix. По прошествии времени TвклХtтр.max/ixmin. после начала выгрузки последней дозы текущей порции, включают механизмы выгрузки ведущего бункера компонента Хtтр.max. на выгрузку в течение времени tixmin. (первый член последовательности IVx). По прошествию времени tixmin. механизмы выгрузки компонента Х включают на выгрузку в течение времени t(ixmin+1) (второй член последовательности IIIx) с производительностью Qx/ixmin+1 (второй - член последовательности IVx) и т. д.
Предложенный способ иллюстрируется следующими примерами его осуществления. Задают порцию, в которой на первый участок выдается 25 т агломерата, на второй - 39 т агломерата и 28 т окатышей
mА/1=25 т,
mА/2=39 т, mo/2=28 т.
Определяют временную протяженность на сборном конвейере 1гоучастка
t1=  =
=  =20 c, где ma/1=25 т - масса агломерата, выгружаемого на 1 участок,
=20 c, где ma/1=25 т - масса агломерата, выгружаемого на 1 участок,
γ А=1,6/м3 - насыпная масса агломерата,
П=0,8 м3/c - объемная производительность сборного конвейера.
Определяют временную протяженность на сборном конвейере 2-го участка
t2=  =
=  = 47 c, где mА/2=39 т - масса агломерата, выгружаемого на 2 участок,
= 47 c, где mА/2=39 т - масса агломерата, выгружаемого на 2 участок,
mo/2=28 т - масса окатышей, выгружаемых на 2 участок,
γ о=2,1 т/м3 - насыпная масса окатышей.
Определяют расход агломерата на 1-ом участке
QA/1=  =
=  =1.25 т/с, где t1=20сек-временная протяженность 1-го участка.
=1.25 т/с, где t1=20сек-временная протяженность 1-го участка.
Определяют расход агломерата на 2-ом участке
QA/2=  =
=  =0.83 т/с, где t2=47 с - временная протяженность 2-го участка.
=0.83 т/с, где t2=47 с - временная протяженность 2-го участка.
Определяют расход окатышей на 2-ом участке
QO/2=  =
=  =0.6 т/с,
=0.6 т/с,
Составляют последовательности из выбранных для разгрузки бункеров компонентов в порядке уменьшения их транспортного времени, обозначая: (IА) - последовательность бункеров агломерата, (Io) - последовательность бункеров окатышей
(IА)А2лев,А1пр(Io)O2пр.
Составляют последовательности участков, в течение которых разгружается компонент в порядке из следования на конвейере, обозначая (IIA) - последовательность участков агломерата, (IIo) - последовательность участков окатышей
(IIА) 1, 2. (IIo) 2.
Составляют последовательности временных протяженностей участков компонентов в соответствие с последовательностями участков, обозначая (IIIА) - последовательность временных протяженностей участков агломерата, (III0) - последовательность временных протяженностей участков окатышей
(IIIА) 20c, 47 c (IIIo) 47 с.
Составляют последовательности производительностей выгрузки компонентов в соответствие с последовательностями участков, обозначая (IVА) - последовательность производительностей агломерата, (IVo) - последовательность производительностей окатышей
(IVА)-1,25 т/c, 0,83 т/с (IVo)-0,6 т/с.
Определяют интервал времени для включения ведущего бункера агломерата А2лев. (первого члена последовательности IА на участок 1 первый член последовательности IIА).
TвклA2лев/1=tвыгрK2пр+Σt1-1+(tтрK2пр-tтрA2лев)=85+50+(5-23)=72 c
Составляют график выгрузки агломерата, условно считая, что весь агломерат в порцию выгружается из бункера А2лев., при этом по сигналу "0" веса А2лев с интервалом времени (tтрА2лев.-tтрА1пр.), программу выгрузки агломерата продолжает бункер А1пр. По прошествии 72 с после начала разгрузки бункера К2пр. (последней дозы текущей порции) включают программу выгрузки агломерата, по которой включают бункер А2лев. на разгрузку с производительностью 1,25 т/с на время 20 с. По истечении 20 с бункер агломерата переводят на разгрузку с производительностью 0,83 т/с на время 47 с.
Определяют интервал времени для включения бункера 02пр на участок 2.
 c
c
Составляют график выгрузки окатышей. По прошествии 85с после начала разгрузки бункера К2пр. включается программа выгрузки окатышей, по которой включают бункер 02пр на разгрузку с производительностью 0,6 т/с.
Предложенный способ управления механизмами транспортерной шихтоподачи доменной печи обладает перед прототипом следующими преимуществами:
позволяет формировать на конвейере многокомпонентную смешанную порцию с заданным расположением и пропорцией смешивания компонентов, что позволяет более эффективно управлять печью "сверху";
позволяет формировать на сборном конвейере порции минимальной длины, позволяющие увеличить производительность загрузки печи на величину порядка 10% , что особенно важно при работе загрузки в режиме "догонки", так как уменьшает время работы печи с неполным уровнем.
СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМАМИ ТРАНСПОРТЕРНОЙ ШИХТОПОДАЧИ ДОМЕННЫХ ПЕЧЕЙ, включающий определение времени включения механизмов выгрузки весовых бункеров, отличающийся тем, что, с целью повышения производительности шихтоподачи и печей путем формирования на конвейере заданной многокомпонентной смешанной порции, по заданному расположению компонентов, суммарной объемной производительности и соотношения смешивания компонентов на конвейере составляют расходные графики компонентов и по ним производят управление механизмами выгрузки весовых бункеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления механизмами транспортерной шихтоподачи доменных печей | 1981 |
|
SU1049549A2 |
| Способ управления механизмами транспортерной шихтоподачи доменных печей | 1979 |
|
SU885276A1 |
| СПОСОБ ДОМЕННОЙ ПЛАВКИ | 2005 |
|
RU2312151C2 |
| Способ подачи железорудных материалов на доменный конвейер | 1987 |
|
SU1539207A1 |
| Способ управления механизмами транспортерной шихтоподачи доменной печи | 1987 |
|
SU1567641A1 |
| Способ поверки весоизмерительной системы бесконусного загрузочного устройства доменной печи с конвейерной подачей шихты | 1987 |
|
SU1564197A1 |
| Способ загрузки шихтовых материалов в доменную печь | 1987 |
|
SU1611939A1 |
| Система для загрузки шихтовых материалов в доменную печь | 1983 |
|
SU1122700A1 |
| Способ подачи магнитных материалов на доменный конвейер | 1981 |
|
SU1027217A1 |
| Устройство подачи шихтовых материалов в доменную печь | 1984 |
|
SU1203112A1 |
Изобретение относится к черной металлургии, в частности к доменному производству, и может быть использовано в системах программного управления механизмами шихтоподачи доменных печей. Сущность изобретения: по заданному расположению, соотношению смешивания компонентов и суммарной объемной производительности сборного конвейера составляют расходные графики компонентов и по ним производят управление механизмами выгрузки весовых бункеров. 1 табл.
СПОСОБ УПРАВЛЕНИЯ МЕХАНИЗМАМИ ТРАНСПОРТЕРНОЙ ШИХТОПОДАЧИ ДОМЕННЫХ ПЕЧЕЙ, включающий определение времени включения механизмов выгрузки весовых бункеров, отличающийся тем, что, с целью повышения производительности шихтоподачи и печей путем формирования на конвейере заданной многокомпонентной смешанной порции, по заданному расположению компонентов, суммарной объемной производительности и соотношения смешивания компонентов на конвейере составляют расходные графики компонентов и по ним производят управление механизмами выгрузки весовых бункеров.
| Способ управления механизмами транспортерной шихтоподачи доменных печей | 1979 |
|
SU885276A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
