го
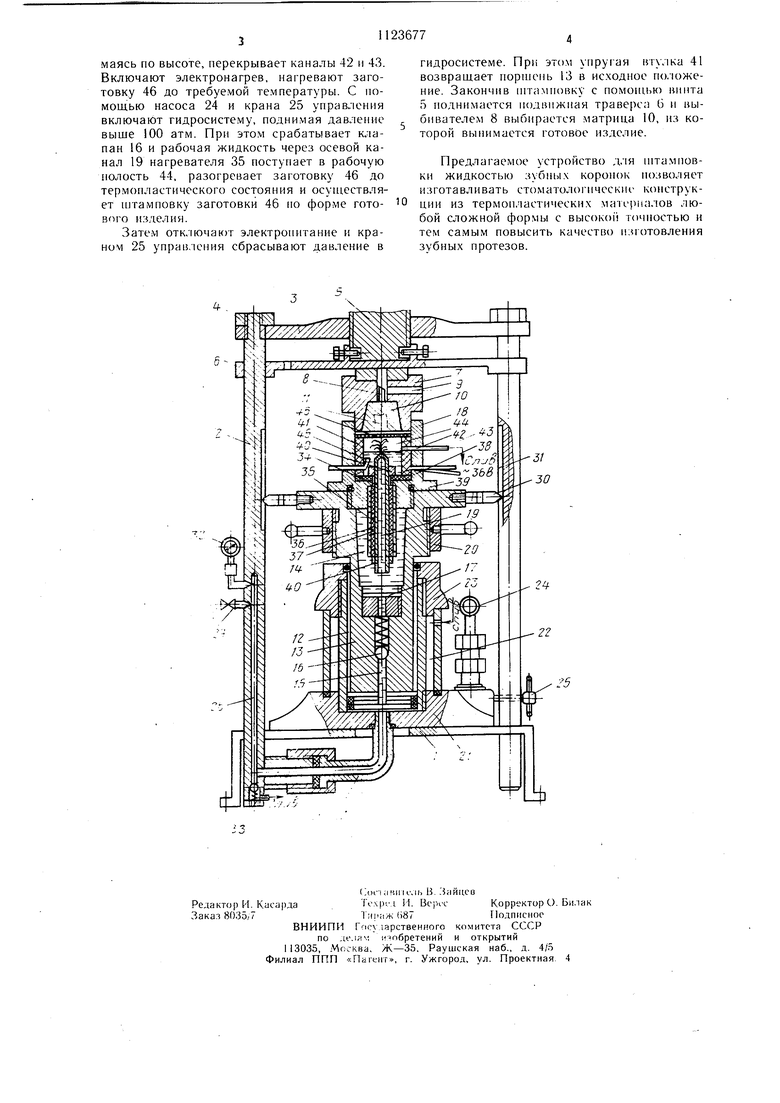
оо о: Изобретение относится к медицине, а пменнс, к ортопедической стоматологии, ;i может быть использовано для изготовления стоматологических конструкций из термоиластических материалов. И:шестно устройство для штамповки жидкостью зубных коронок, содержащее матрицу, пуансон с поршнем, в котором выполнен осевой канал, соединенный с гидросистемой, и насадку с осевым каналом, установленную в цилиндрической полости, выполненной в норшне 1 . Однако данное устройство не обеспечивает требуемую точность штамповки стоматологических конструкций из термопластических .материалов. Цель изобретения - повышение точности изготовления стоматологических конструкций из термопластических материаПоставленная цель достигается тем, что чстройство для njTa.MnoBKH жидкостью зубin ix коронок снабжено нагревательным элементом, установленным снаружи осевого канала насадки, в верхней части последней выполнена полость и в ней установлена выполненная из эластичного материала упругая втулка для размещения на ней заготовки, причем в стенке упругой втулки и насадки выполнен еквозной канал для слива жидкости. На чертеже показано устройство для п.1тамповки жидкостью зубных коронок, общий вид. Устройство для штамповки жидкостью зубных коронок содержит станину 1, закрепленные па ней две колонны 2, соединенные в верхней части устройства между собой с помощью неподвижной траверсы 3 и гаек 4, регулятор межштампового расстояния, выполненный в виде винта 5 и подвижной траверсы 6, на которой крепится держатель 7 с выбивателем 8 и венп:.яц1и)ми1. каналом 9, установленную в держатель 7 матрицу 10, выполне П1ую с рабочей полостью . 11 по форме готового изде.чия, рабочий цилиндр 12, поршень 13, в верхней части которого выполнена цилиндрическая полость 14, а в нижней части выполнен канал 15 с установленными в нем клапаном 16 и механизмом 17 регулировки давления срабатывания к.чапана 16, насадку 18 с осевым каналом 19, установленную в цилиндрической полосгя 14 поршня 13, стопорную муфту 20, навинченную на наружную поверхность 13, основание 21, на котором крепится рабочий цилиндр 12, емкость 22 с крышкой 23 для размещения гидрожидкости, плунжерный насос 24 с ручкой крапа 25 управления. В одной из колонн 2 выполнен капал 26, соединенный одним концом с номощ1 ю. патрубка 27 с накидной гайкой 28 с по.посгью рабочего цилиндра 12, а другим концом -- с запорным клапаном 29. Для обеспечения вертикального пере.мещения поришя 13 в его верхней части с боковой стороны ввинчены два направляющих пальца 30, свободные концы которых установлены в продольных пазах 31, выполненных в колоннах 2. В канале 26 установлен манометр 32 для измерения давления в гидросистеме и предохранительный клапан 33. В насадке 18, со стороны противоположной матрицы осевой канал 19 образован металлической .трубкой 34. Вдоль стенок трубки 34 установлен нагреватель 35, включающий нихромовую проволоку 36, уложенную в спиральную канавку изолятора 37, и подключенный к источнику питания (не показано). В насадке 18 со стороны, обращенной к матрице 10, выполнена полость 38. В зоне фланцевой части 39 насадки 18 трубка 34 связана разъемным соединением 40. В полости 38 насадки 18 эквидистантно ее боковой стенке установлена упругая втулка 41, выполненная из эластичного материала. В боковой стенке насадки 18 и упругой втулки 41 в средней части по высоте выполнено по меньшей мере по одно.му соосному сквозному каналу 42 и 43 соответственно, которые образуют магистраль, связывающую рабочую полость 44, образуемую полость 38 и установленной в ней упругой втулкой 41, со сливом гидросистемы. В полости 38 установлен датчик 45 температуры. Устройство для штамповки жидкостью зубпых коронок работает следующим образом. На подвижной траверсе 6 закрепляется держатель 7 с матрицей 10. Затем с помощью винта 5 опускают подвижную траверсу 6 до упора с распоркой (не показано),устанавливаемой между держателем 7 и наеадкой 18. После этого с помощью крана 25 управления и насоса 24 поднимают в гидросистеме давление, например, до 100 ат.м. По достижении заданного давления Kvianan 16 открывается и рабочая жидкость по каналу 19 проходит в рабочую полость 44, где она поднимается до уровня каналов 42 и 43, соединенных со сливом гидросистемы. Винтом 5 поднимают подвижную траверсу 6 и удаляют распорку (не показано). Заготовку 46, например, из листового полиметилметакрилата, устанавливают на верхний торец упругой втулки 41. При этом в рабочей полости 44 между заготовкой 46 и уровнем рабочей жидкости образуется воздушная подушка, объем которой превышает объем рабочей полости 11 изделия. Воздушная подушка необходима для исключения образования вакуума между готовым изделием и , рабочей жидкостью после штамповки. Опускают подвижную траверсу 6 и держатель 7 с матрицей 10 до прижатия с заготовкой 46 и с упругой втулкой, которая, ежимаясь по высоте, перекрывает каналы 42 и 43. Включают электронагрев, нагревают заготовку 46 до требуемой температуры. С помощью насоса 24 и крана 25 управления включают гидросистему, поднимая давление выше 100 атм. При этом срабатывает клапан 16 и рабочая жидкость через осевой канал 19 нагревателя 35 поступает в рабочую полость 44, разогревает заготовку 46 до термопластического состояния и осуществляет п тамповку заготовки 46 по форме готового изделия.
Затем отключают электроиитание и краном 25 упра1 ления сбрасывают давление в
гидросистеме. При этом упругая втулка 41 возвраплает nopiuenb 13 в ис.ходноо положение. Закончив итамповку с помопи.ю винта 5 поднимается подвижная траверса 6 и выбивателем 8 выбирается матрица 10, из которой вынимается готовое изделие.
Предлагаемое устройство для П1тамповки жидкостью зубных коронок позволяет изготавливать стоматологические копструкции из термопластических материалов любой сложной формы с высокой точностью и тем самым повысить качество изготовления зубных протезов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для штамповки зубных коронок | 1985 |
|
SU1519682A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU937080A1 |
| Зуботехнический гидравлический пресс | 1992 |
|
SU1831327A3 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2015 |
|
RU2598430C2 |
| Устройство для штамповки жидкостью зубных коронок | 1980 |
|
SU1041104A1 |
| ПИРОТЕХНИЧЕСКИЙ ПРЕСС ДЛЯ ШТАМПОВКИ МЕТАЛЛИЧЕСКИХ ЗУБНЫХ КОРОНОК | 1994 |
|
RU2099022C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2014 |
|
RU2562570C1 |
| УСТРОЙСТВО ДЛЯ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ИЗ ТРУБНЫХ ЗАГОТОВОК | 1998 |
|
RU2149723C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЖИДКОЙ ШТАМПОВКИ МЕТАЛЛА | 1991 |
|
RU2014166C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЖИДКОСТЬЮ ЗУБНЫХ КОРОНОК по авт. св. № 1041104, отличающееся тем, что, с целью повышения точности изготовления стоматологических конструкций из термопластических материалов, оно снабжено нагревательным элементом,установленным снаружи осевого канала насадки, в верхней части последней выполнена полость и в ней установлена выполненная из эластичного материала упругая втулка для размещения на ней заготовки, причем в стенке упругой втулки и насадки выполнен сквозной канал для слива жидкости.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| тотип). | |||
