Изобретение относится к обработке металлов давлением, а точнее к листовой штамповке, и может быть использовано для изготовления тонкостенных деталей неправи.льного сечения, типа металлических зубных коронок.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для глубокой вытяжки, содержащее матрицу, пуансон и охватывающий его кольцевой прижим состоящий из неподвижной периферийной части и имеющей возможность осевого перемещения подвижной центральной части tlj.
Однако с помощью устройства такие детали как зубные коронки получаются низкогокачества; вследствие сопутствующего процессу вытяжки гофрообразования.
Цель изобретения - повшиение качества изготавливаемых деталей типа зубных коронок.
Поставленная цель достигается тем, что в устройстве для-глубокой вытяжки, содержащем матрицу, пуансон и охьатываюший его кольцевой прижим, состоящий из неподвижной периферийной части и имеющей возможность осевого перемещения подвижной центральной части, подвижйая центральная часть прижима выполнена в виде втулки и концентрично установленной в ней тонкостенной обечайки, периметр внутренней поверхности которой и периметр наружной поверхности пуансона в его экваториальном сечении равны между собой, при зтом тонко10стенная обечайка и пуансон выполнены из легкоплавкого материала, а матрица - из эластичного.
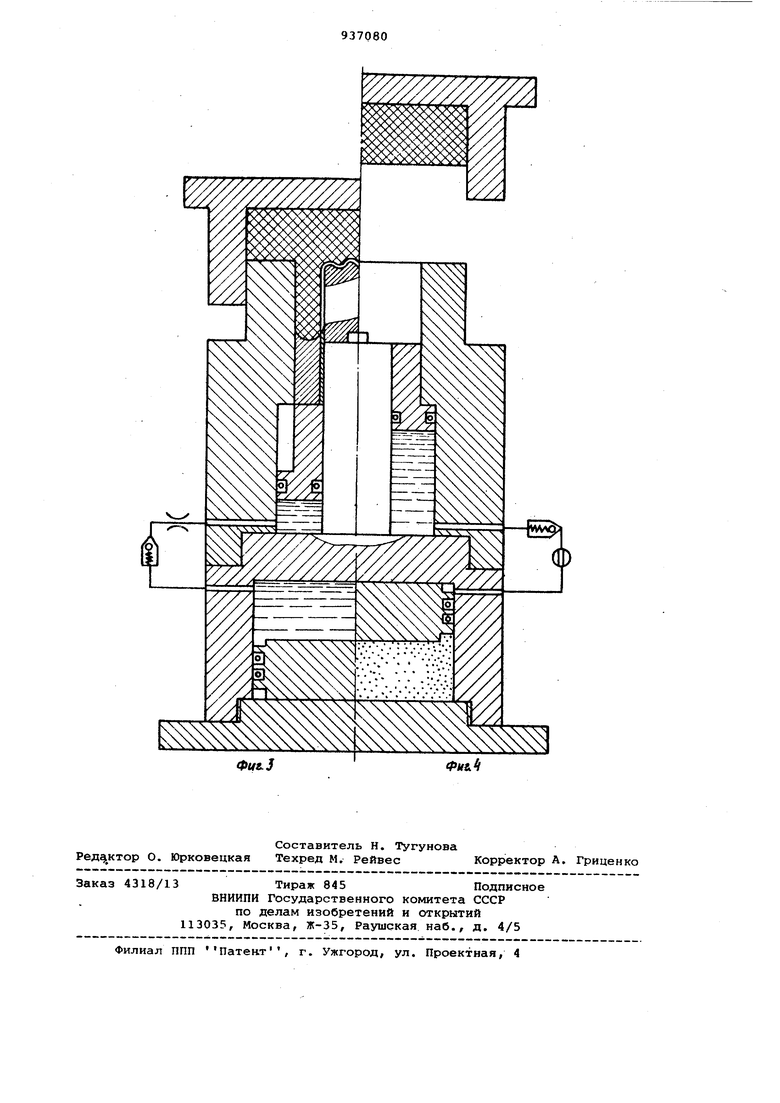
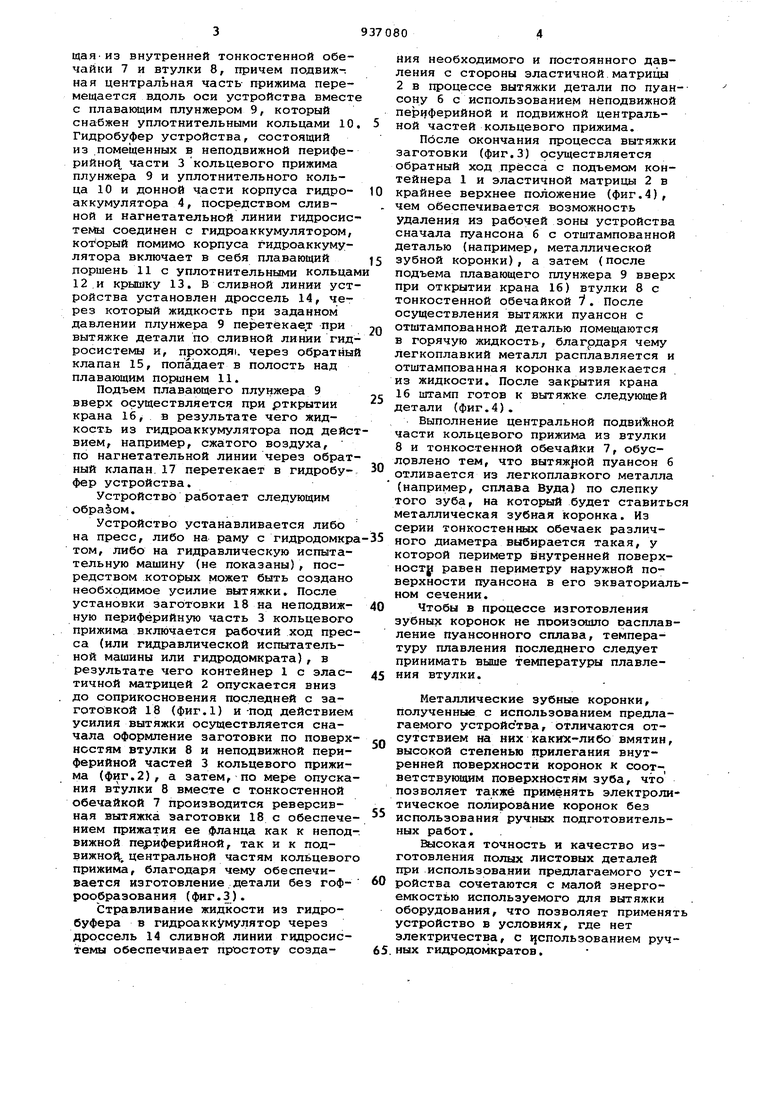
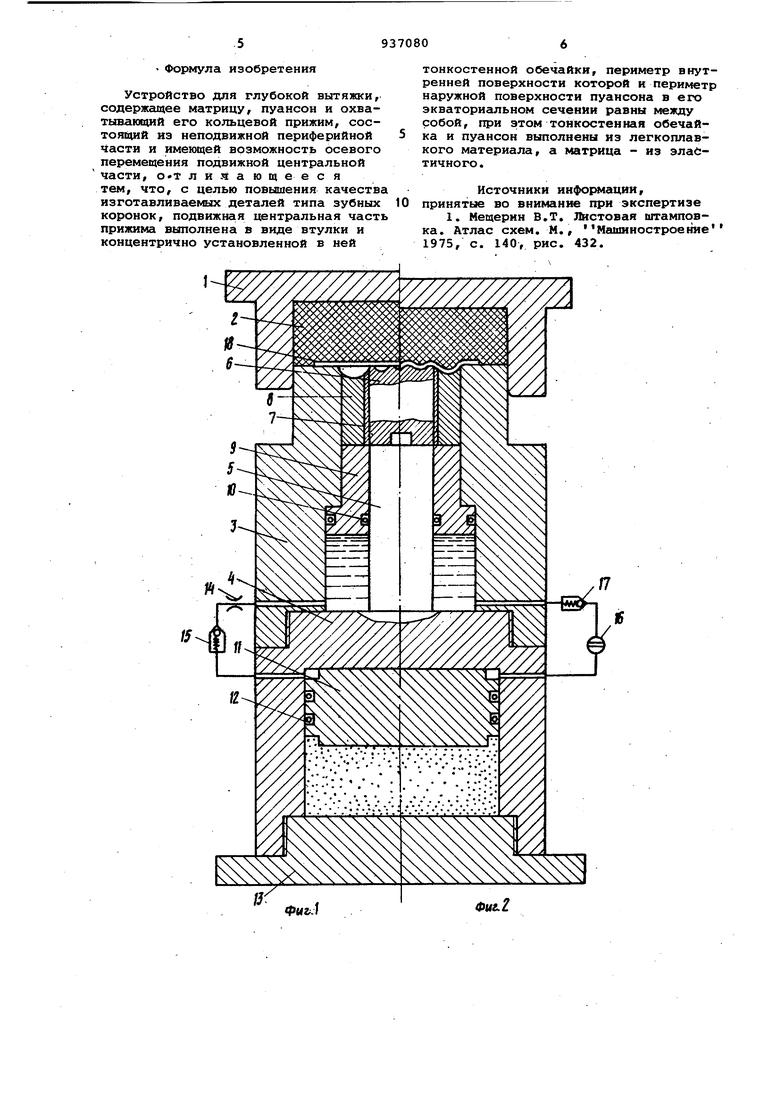
На фиг. 1-4 изображена схема предлагаемого устройства и показано
15 положение его основных элементов на различных этапах вытяжки.
В верхней части устройства расположен контейнер 1 с эластичной матрицей 2. Кольцевой прижим состоит
20 из неподвижной периферийной части 3, выполненной; одновременно как корпус г 1дробуфера и соединенной с корпусом гидроаккумулятора 4, причем в центре последнего установлен держатель 5
25 пуансона, на концевом участке которого размещен пуансон 6. В кольцевом зазоре между неподвижнойпериферийной частью 3 кольцевого прижима и пуансоном 6 установлена подвижная
30 центральная часть прижима, состоящая-из внутренней тонкостенной обечайки 7 и втулки 8, причем подвиж-. ная центральная часть прижима перемещается вдоль оси устройства вмест с плавающим плунжером 9, который снабжен уплотнительными кольцат ш 10 Гидробуфер устройства, состоящий из помещенных в неподвижной периферийной части 3 кольцевого прижима плунжера 9 и уплотнительного кольца 10 и донной части корпуса гидроаккумулятора 4, посредством сливной и нагнетательной линии гидросис темы соединен с гидроаккумулятором, который помимо корпуса гидроаккумулятора включает в себя плавающий поршень 11 с уплотнительными кольца 12,и крышку 13. В сливной линии уст ройства установлен дроссель 14, через который жидкость при заданном давлении плунжера 9 перетекает при вытяжке детали по сливной линии гид росистемы и, ПРОХОДЯ, через обратны клапан 15, попадает в полость над плавающим поршнем 11. Подъем плавающего плунжера 9 вверх осуществляется при рткрытии крана 16, в результате чего жидкость из гидроаккумулятора под дейс вием, например, сжатого воздуха, по нагнетательной линии через обрат ный клапан 17 перетекает в гидробуфер устройства. Устройство работает следующим образом. Устройство устанавливается либо на пресс, либо на раму с гиДродомкр том, либо на гидравлическую испытательную машину (не показаны), посредством которых может быть создано необходимое усилие вытяжки. После установки заготовки 18 на неподвижную периферийную часть 3 кольцевого прижима включается рабочий ход прес са (или гидравлической испытательной машины или гидродомкрата), в результате чего контейнер 1 с эластичной матрицей 2 опускается вниз до соприкосновения последней с заготовкой 18 (фиг.1) и-под действием усилия вытяжки осуществляется сначала оформление заготовки по поверх вестям втулки 8 и неподвижной периферийной частей 3 кольцевого прижима (фиг.2), а затем, по мере опуска ния втулки 8 вместе с тонкостенной обечайкой 7 производится реверсивная вытяжка заготовки 18 с обеспече нием прижатия ее фланца как к непод вижной периферийной, так и к подвижноЧ-, центральной частям кольцевог прижима, благодаря чему обеспечивается изготовление детали без гофрообразования (фиг.З). Стравливание жидкости из гидробуфера в гидроаккумулятор через дроссель 14 сливной линии гидросистемы обеспечивает простоту создания необходимого и постоянного давления с стороны эластичной матрицы 2 в процессе вытяжки детали по пуансону б с использованием неподвижной пер1 ферийной и подвижной центральной частей кольцевого прижима. После окончания процесса вытяжки заготовки (фиг.З) осуществляется обратный ход пресса с подъемом контейнера 1 и эластичной матрицы 2 в крайнее верхнее положение (фиг.4), чем обеспечивается возможность удаления из рабочей зоны устройства сначала пуансона б с отштампованной деталью (например, металлической зубной коронки), а затем (после подъема плавающего плунжера 9 вверх при открытии крана 16) втулки 8 с тонкостенной обечайкой i . После осуществления вытяжки пуансон с отштампованной деталью помещаются в горячую жидкость, благрдаря чему легкоплавкий металл расплавляется и отштампованная коронка извлекается из жидкости. После закрытия крана 16 штамп готов к вытяжке следующей детали (фиг.4). Выполнение центральной подвижной части кольцевого прижима из втулки 8 и тонкостенной обечайки 7, обусловлено тем, что вытяж 5ОЙ пуансон 6 отливается из легкоплавкого металла (например, сплава Вуда) по слепку того зуба, на который будет ставиться металлическая зубная коронка. Из серии тонкостенных обечаек различного диаметра выбирается такая, у которой периметр внутренней поверхHOCTJI равен периметру наружной поверхности пуансона в его экваториальном сечении. Чтобы в процессе изготовления зубны коронок не произсндло расплавление пуансонного сплава, температуру плавления последнего следует принимать выше температуры плавления втулки. Металлические зубные коронки, полученные с использованием предлагаемого устройства, отличаются отсутствием на них каких-либо вмятин, высокой степенью прилегания внутренней поверхности коронок к соот-, ветствующим поверхностям зуба, что позволяет также применять электролитическое полирование коронок без использования ручных подготовительных работ. Высокая точность и качество изготовления полых листовых деталей при использовании предлагаемого устройства сочетаются с малой энергоемкостью используемого для вытяжки оборудования, что позволяет применять устройство в условиях, где нет электричества, с использованием руч.ных гидродомкратов.
Формула изобретения
Устройство для глубокой вытяжки, содержащее матрицу, пуансон и охватывающий его кольцевой прижим, состоящий из неподвижной периферийной части и имеющей возможность осевого перемещения подвижной центральной части, о «т ли .чающееся тем, что, с целью повышения качества изготавливаемых деталей типа зубных коронок, подвижная центральная часть прижима выполнена в виде втулки и концентрично установленной в ней
тонкостенной обечайки, периметр внутренней поверхности которой и периметр наружной поверхности пуансона в его экваториальном сечении равны между собой, при этом тонкостенная обечайка и пуансон выполнены из легкоплавкого материала, а матрица - из эластичного.
Источники информации, принятые во внимание при экспертизе
1. Мещерин В.Т. Листовая штамповка. Атлас схем. М., Машиностроение 1975, с. 140, рис. 432.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки металлическихзубНыХ KOPOHOK | 1979 |
|
SU839520A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗУБНЫХ КОРОНОК | 1992 |
|
RU2043755C1 |
| Устройство для глубокой вытяжки полых деталей | 1978 |
|
SU776713A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 1994 |
|
RU2090289C1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1224044A1 |
| Штамп для вытяжки и формовки | 1978 |
|
SU733797A1 |
| Устройство для вытяжки | 1982 |
|
SU1098615A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 1973 |
|
SU404204A1 |