(54) УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ С КОЮТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПГОМЕЖУТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1061951A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1980 |
|
SU919819A2 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1982 |
|
SU1073028A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1489940A2 |
| Способ дуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1985 |
|
SU1310140A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для дуговой сварки плавящимся электродом | 1983 |
|
SU1098702A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1058171A1 |
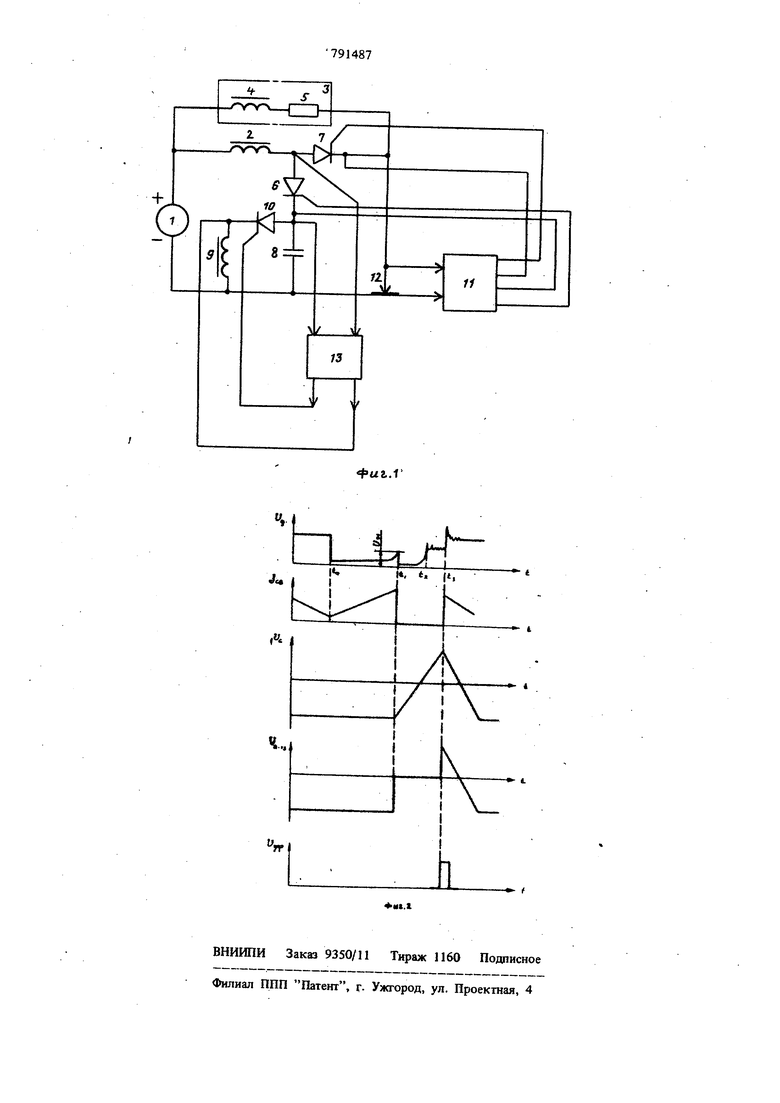
Изобретение OTHICHTCH к области сварочной тех ники, в частности к устройствам для дуговой сварки с короткими замыкаш1ями. Известно устройство для дуговой сварки с короткими замыканиями, содержащее сварочны выпрямитель, сварочную головку, коммутирующий и вспомогательный тиристоры, конденсатор, а также дополнительный выпрямитель, под ключенный параллельно конденсатору, одна из обкладок которого подключена к аноду вспомогательного тиристора, а другая - к минусовому зажиму сварочного выпрямителя, к плю: совому зажиму которого присоединен анод ком мутирующего тиристора, зашунтированного резистором, соединенного с катодом вспомогательного тиристора и со сварочной головкой через несколько цепочек, вьтолненных из последовательно соединенных сопротивления и дополнительного тиристора, защунтированного резистором (1 . Недостатком известного устройства является значительное потребление активной энергии изза наличия дополнительного выпрямителя, а также большие габариты и вес. Наиболее близким по технической сущности к заявляемому является устройство для дуговой сварки с короткими замыка1шями (2). Это устройство содержит сварочный выпрямитель, индуктивность, сопротивление, конденсатор, коммутирующий и вспомогательный тиристоры, схему управления, содержащую датчик непрерывного контроля размеров перемычки жидкого металла и сварочную головку, подключенную через сопротивление к одному зажиму сварочного выпрямителя, к другому зажиму которого подсоединена одна из обкладок конденсатора и. один из входов схемы управления, другой вход которой подключен к сварочной головке и к катоду коммутирующего тиристора, управляющий электрод и катод которого соединены с одним из выходов схемы управления, присоединенной другим выходом к управляющему злектроду и като; вспомогательного тиристора, анод которого подключен к аноду коммутирующего тиристора и через индуктивность - к одному зажиму сварочного выпрямителя, а катод вспомогательного тириС тора подключен к другой обкладке конденса 79тора, которая присоединена через ограничивающее сопротивление к другому зажиму дополнительного выпрямителя, присоеданенного одним своим зажимом к другому зажиму сварочного выпрямителя. Недостаткрм этого устройства является значительное потребление активной энергии в цепи, дополнительного выпрямителя, а также большие габариты и вес, обусловленные наличием дополнительного вьшрямителя и мощного ограничивающего сопротивления. Целью изобретения является снижение потребляемой энергии и исключение дополнительного источника питания. Поставленная цель достигается тем, что в уст ройство введены дополнительная индуктивность, дополнительный тиристор и схема управления .дополнительным тиристором, один из входов последней соединен с анодом вспомогательного тиристора, другой ее вход - с катодом вспомогательного тиристора и анодом дополнительного тиристора, его управляющий электрод подключен к одному из выходов схемы управления jio полнительным тиристором,другой ее выход подклю чен к катоду дополнительного тиристора.соединенному через дополнительную индуктивность с одной из обкладок конденсатора. Наличие колебательного контура с малым активным сопротивлением (дополнительная ийдуктивность, конденсатор, дополнительный тиристор, управляющий вход которого подключен к схеме управления дополнительным тиристором) , соединенного с коммутирующим и вспо могательным тиристорами, а также с др5тими элементами устройства, позволяет перезарядить конденсатор с минимальными потерями активной энергии, дает возможность исключить по сравнению с прототипом дополнительный выпря митель и ограничивающее сопротивление и тем самым уменьщить габариты и вес предлагаемого устройства. На фиг. 1 приведена принципиальная электри ческая схема предлагаемого устройства для дуговой сварки с короткими замыканиями; на фиг. 2 - временные диаграммы работы устройства, где. и - напряжение на дуговом промежутке; - сварочный ток; Uj,- напряжение на конденсаторе; - напряжение между анодом и катодом вспомогательного тиристора 5; и- напряжение на выходе схемь: управления дополнительным тиристором. Устройство для дуговой сварки с короткими замыканиями содержит сварочный выпрями тель 1, индуктивность 2, сопротивление 3, состоящее из индуктивности 4 и резистора 5, вспомогательный тиристор 6, коммутирующий тиристор 7, конденсатор 8, дополнительную индуктивность 9, дополнительный тиристор 10, схему 11 управления, содержащую датчик непрерывного контроля размеров перемычки жидкого металла, сварочную головку 12, блок 13 управления дополнительным тиристором 10. Плюсовой зажим сварочного вьшрямителя 1 подключен через индуктивность 2 к анодам вспомогательного тиристора 6 и коммутирующего тиристора 7, а также через сопротивление 3 к катоду коммутирующего тиристора 7. к сварочной головке 12 и к одному из входов схемы 11 управления. Минусовой зажим сварочного вьшрямителя 1 подключен к одной из обкладок конденсатора 8, к другому входу схемы 11 управления, а также через дополнительную индуктивность 9 подключен к катоду дополнительного тиристора 10. Один из выходов схемы 11 управления подсоединен к управляющему электроду и катоду коммутирующего тиристора 7, а другой выход схемы 11 управления - к управляющему электроду и катоду вспомогательного тиристора 6. Анод вспомогательного тиристора 6 подключен к одному из входов блока 13 управления дополнительным тиристором, другой вход которого подключен к катоду вспомогательного тиристора 6, к другой обкладке конденсатора 8 и к аноду дополнительного тиристора 10. Один из выходов блока 13 подсоеданен к управляющему электроду дополнительного тиристора 10, а другой его выход - к катоду дополнительного тиристора 10. Сварочнь й выпрямитель 1 используется как источник сварочного тока. Индуктивность 2 предназначена для ограничения скорости нарастания сварочного тока во время коротких замыканий и для поддержания устойчивого горения сварочной дуги. Сопротивление 3 служит для ограничения тока дежурной дуги, т.е. дуги,возбуждающейся при саморазрущении перемычки в интервале коммутащ1И сварочного тока. Вспомогательный тиристор 6 предназначен для переключения сварочного тока, протекающего от сварочного выпрямителя 1 по цепи: индуктивность 2, коммутирующий тиристор 7, сварочная головка 12, в параллельную цепь заряда конденсатора 8: индуктивность 2, вспомогательный тиристор 6, конденсатор 8. Коммутирующий тиристор 7 служит для отключения сварочного тока через леремычку жидкого металла, когда она достигает критических размеров. Конденсатор 8 предназначен для накопления энергии за период коммутации сварочного тока, необходимой для запирания вспомогательного тиристора 6. Дополнительная индуктивность 9 предназначена для перезаряда конденсатора 8 при откры вании дополнительного тиристора 10. Дополнительный тиристор 10 служит для за мыкания контура перезаряда конденсатора при закрывании вспомогательного тиристора 6 (в конце промежутка коммутации). Схема 11 управления служит для подачи импульса тока на управляющий электрод вспо могательного тиристора 6 в момент начала коммутации, когда перемычка жидкого металл достигает критических размеров, а также для подачи импульса тока на управляющий электрод коммутирующего тиристора 7 в момент окончания интервала коммутации. Сварочная головка 12 служит для автомати ческой подачи сварочной проволоки в зону ду ги. Блок 13 управления дополнительным тирист ром 10 служит для подачи импульса тока на управляющий электрод дополнительного тиристора 10 в момент запирания вспомогательного тиристора 6, что соответствует концу коммутации сварочного тока. Замкнутая цепь, содержащая последовательно соединенные сварочный выпрямитель 1, индуктивность 2, коммутирующий тиристор 7 и сварочную головку 12, позволяет обеспечивать автоматический процесс дуговой сварки. Замкнутая цепь, содержащая последовательно соединенные сварочный выпрямитель 1, сопротивление 3 и сварочную головку 12, позволяет обеспечивать горение дежурной дуги в про межутке коммутаций сварочного тока при саморазрушении перемычки жидкого металла. Замкнутая цепь, содержащая сварочный выпрямитель 1, индуктивность 2, вспомогательный тиристор 6 и конденсатор 8, позволяет при закрывании коммутирующего тиристора 7 коммутировать ток в параллельную дуговому промежутку цепь на заряд конденсатора 8. Перед началом сварочных работ свариваемая конструкция дожна быть подсоединена к минусовому зажиму сварочного выпрямителя 1. Устройство работает следующим образом. При включении предлагаемого устройства коммутирующий тиристор 7 открьшается сигналом с выхода схемы 1 управления, содержа щей датчик непрерывного контроля размеров перемычки, и к дуговому промежутку прикладывается напряжение, подаваемое от сварочного выпрямителя 1. При этом вспомогательный тиристор 6 и дополнительный тиристор 10 закрыты. При включении подачи сварочной проволоки зажигается дуга, начинается переходный процесс, по окончании которого происходит заряд 76 конденсатора 8, в результате чего на его обкладке, соединенной с катодом вспомогательного тиристора 6,. появляется отрицательный потенциал (порядка 70-90 В). Процесс дуговой сварки с короткими замыканиями сопровождается периодическими замыканиями дугового промежутка каплей электродного металла, расплавленного за время горения дуги. В момент to капля металла касается свариваемой конструкции, при этом образуется перемычка жидкого металла. Напряжение на дуговом промежутке U резко падает почти до нуля, а сварочный ток 3 начинает нарастать с постоянной времени, определяемой электрическими параметрами сварочной цепи, т.е. ее индуктивным и активным сопротивлением. По мере роста тока короткого замыкания перемычка сжимается под действием электромагнитных сил, ее сопротивление растет н соответственно увеличивается напряжение на перемычке. Причем ток короткого замыкания через перемычку протекает по основной цепи: от сварочного вьшрямителя 1 через индзтстивность 2, коммутирующий тиристор 7 в открытом состоянии и сварочную головку 12-и по вспомогательной цепи: от сварочного выпрямителя 1 через сопротивление 3 и сварочную головку 12. При достижении критнческих размеров перемычки жидкого металла на последней стадии ее разрущения (при сварочном токе 3 порядка 300-500 А), когда напряжение на перемычке достигает определенного значения и,р,в момент времени tj, с одного из выходов схемы 11 управления подается импульс тока на JTIравляющий электрод вспомогательного тиристора 6, при этом он открывается, а коммутирующий тиристор 7 закрывается при снятии сигнала с другого выхода схемы 11 управления. С момента закрьшания тиристора 7 ток коммутируется в цепь: последовательно соединенные сварочный выпрямитель 1, индутстивность 2, вспомогательный тиристор 6 в открытом состоянии, конденсатор S-i перезаряжает конденсатор 8 таким образом, что на его обкладке соединенной с катодом вспомогательного тиристора 6, появляется положительный потенциал 70-90 В. Одновременно с этим через перемычку протекает ток 15-20 А по вспомогательной цепи: сварочт й выпрямитель 1, сопротивление 3, сварочгая головка 12. Перемычка разрущается за счет сил поверхностного натяжения и инерционных сил без разбрызгивания электродного металла в момент времени tj (см. фиг. 2). После саморазрущения перемычки в момент времени tj возбуждается вспомогательная дуга (по вспомогательной цепи 1-4-5-12), а по
окоштнии интервала коммутации тока в момент времени tj сигналом с выхода схемы 11 управления, содержащей датчик непрерывного контроля размеров перемычки, открывается коммутирующий тиристор 7.
Ток из цепи: сварочный выпрямитель 1, индуктивность 2, вспомогательный тиристор 6 и конденсатор 8 коммутируется в основную цепь; сварочный выпрямитель 1, индуктивность 2, коммутирующий тиристор 7 и сварочнал головка 12.
Одновременно вспомогательный тиристор 6 закрывается под действием положительного потенциала на обкладке конденсатора 8, соединенной с катодом этого тиристора;В этот момент между анодом и катодом вспомогательного тиристора 6 нсз} икает скачок напряже1-шя U.,j.,, от 5 еш1чины, напряжения 0,5-1 В (при отЕ рытом афисторе 6) до 50-70 В (при закрытом тиристоре 6), подаваемый на вход блока 13 управления дополнительным тиристором 10.
При этом с его выхода подается импульс тока на управляющий электрод дополнительного тиристора 10. Тиристор 10 открывается, и конденсатор 8 вновь перезаряжается по цепи: сонденсатор 8, дополнительный тиристор 10 и дополгштельная индуктивность 9-таким образо что на его обкладке, соединенной с катодам вспомогательного тиристора 6, появляется отридательный потенциал. При токе заряда копден:сатора 8,. равном нулю, дополнительный таристор Ш закрывается.В таком состоянии схема подготовлена к следующему циклу сварки.
Экспериментально установлено, что для нормальной работы yci-ройстеа мощность вспомогательного источника, необходимая для перезаряд конденсатора, составляет 15-20% мощности основного источника питания дуги.
Замена вспомогательного источника с ограни чивающнм сопротивлением в его цепи дополнительной индуктивностью, дополнительным тиристором и схемой управления дополнительным тиристором позволила в предложенном устройстве для дуговой сварки с короткими замыканиям1 при тех же режимах сварки уменьшить потери активной энергии в цепи перезаряда конденсатора в 20-30 раз (потери активной .энергии составляют 0,5-1% моашости основного источника питания), а габариты и вес в 1,52 раза по сравнению с прототипом, т.е. существенно улучшить технико-экономические показатели устройства.
Формула изобретения
Устройство для дуговой сварки с короткими замыкашями дугового промежутка, содержащее сварочный выпрямитель, индуктивность, сопротивление, конденсатор, коммутирующий и вспомогательный тиристоры, схему управления, датчик непрерывного контроля размеров перемычки жидкого металла, сварочную головку, подключенную через сопротивление к одному зажиму сварочного выпрямителя, к другому его зажиму подключена одна из обкладок конденсатора и один из входов схемы управления, другой ее вход подключен к сварочной головке и к катоду коммутирующего тиристора, управляющий электрод и катод которого соединены с одним из выходов схемы управления, другой ее выход присоединен к управляющему электроду и катоду вспомогательного тиристора, а его анод подключен к аноду коммутирующего тиристора и через индуктивность - к одному из зажимов сварочного выпрямителя, при этом катод вспомогательного тиристора подключен к другой обкладке конденсатора, отличающееся тем, что, с целью снижения потребляемой энергии и исключения дополнительного источника питания, в устройство введены дополиительиая индуктивность, дополнительный тиристор и схема управления дополнительным тиристором, при этом один из входов последней
соединен с анодом вспомогательного тиристора, другой ее вход - с катодом вспомогательного тиристора и анодом дополнительного тиристора, его управляющий электрод подключен к одному из выходов схемы управления дополнительным тиристором, другой ее выход под1слючен к катоду дополнительного тиристора, соединенному через дополнитель11ую индуктивность с одной из обкладок конденсатора.
Иcтoч шки информации, принятые во внимание при экспертизе
