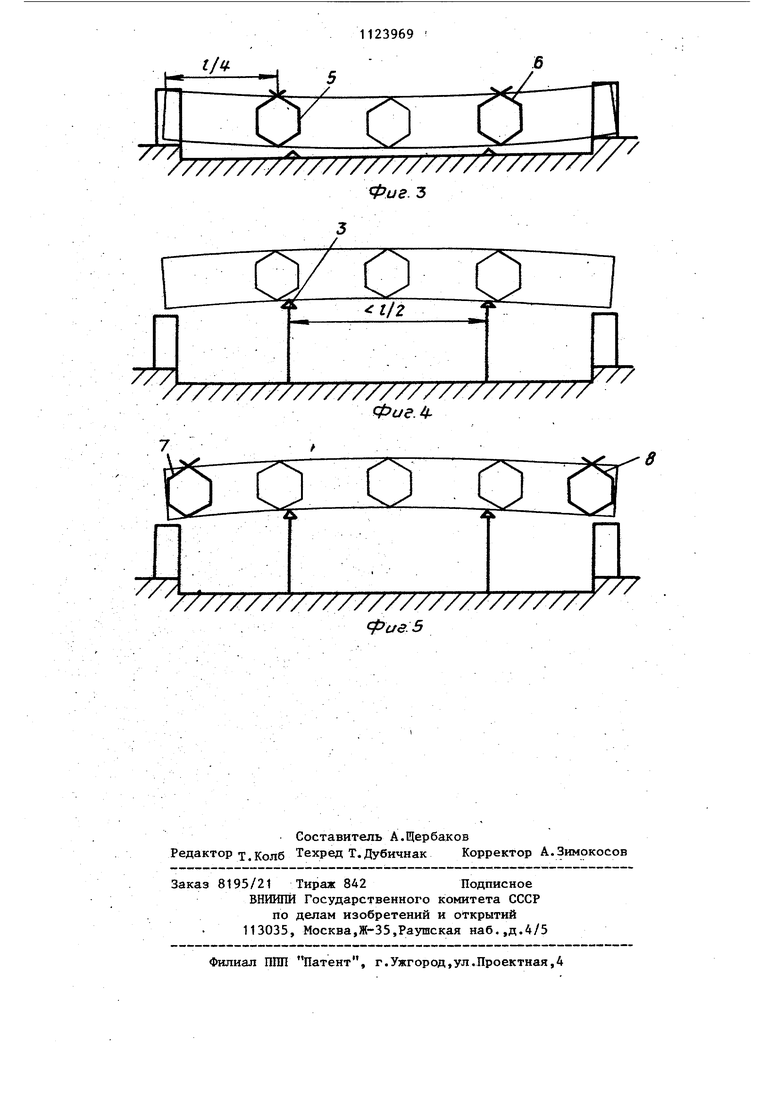
Изобретение относится к пакетированию изделий, а именно к способам формирования шестигранного пакета длинномерных цилиндрических изделий Известен способ формирования шестигранного пакета длинномерных ци линдрических изделий, включающий загрузку изделий в карман с упиранием их торцов в его стенки и последующую обвязку пакета Недостатком известного способа являются значительные боковые усилия на грани пакета, которые приводят к повреждению изделий, Цель изобретения - обеспечение сохранности изделий. Поставленная цель достигается тем, что согласно способу формирования шестигранного пакета длинномерных цилиндрических изделий, включающему загрузку изделий в карман с упиранием их тордов в его стенки и последующую обвязку пакета предварительно перед обвязкой пакеI та последовательно фиксируют его в среднем и двух поперечных сечениях, расположенных на расстоянии 1/4 его длины от торцов изделий, после чего устанавливают пакет на расположенные симметрично относительно его поперечной оси на расстоянии, меньшем 1/2 длины пакета, опоры, затем производят подьем пакета до момента выхода торцое изделий из взаимодейст ВИЯ с упорами и дополнительно фиксируют пакет в крайних поперечных сечениях. На фиг. 1-5 изображены схемы последовательности операций при формиро вании шестигранного пакета изделий. Предлагаемый способ формирования пакета длинномерных цилиндрических изделий малого диаметра осуществляетс при наличии двух гребенок 1 и 2 кармана имекяцих ребра одинаковой длины, с основанием, представляющим собой ложемент с углом, равным 120, двух подвижных в вертикальной плоскости опор 3, расстояние между которыми . менее половины длины формируемьк изделий; трех формирующих механизмов 4-6, один из которых расположен в средней части пакета и два других - по обе стороны от первого в плоскостях, находящихся в непосредственной близости к подвижным опорам 3 с крайних сечений пакета. Формирование пакета, согласно предлагаемрму способу, осуществляется следующим образом. Изделия загружаются в ячейки гребенок 1 и 2, основания которых в поперечном сечении представляют ложемент с углом, равным120(фиг.1). В таком положении трубы имеют максимальный прогиб и минимальное воздействие друг на друга в среднем сечении. При помощи силового воздействия полуформ центрального формообразуннцего механизма 4 на формируемую массу изделий фиксируют шестигранное сечение в середине пакета (фиг.2). После зтого сводят полуформы формообразуюпщх механизмов 5 и 6 и получают еще два сечения пакета и фиксируют, их (фиг. 3). Затем с помощью двух подвижных опор 3 формируемый пакет поднимают, выводя, концы изделий из гребенок 1 и 2, и придают всему пакету обратный прогиб. чем обеспечивают разгрузку от воздействия друг на друга концевых участков изделий .(фиг. 4). Фиксацией крайних сечений 7 и 8 завершают формирование шестигранного пакета изделий (фиг. 5). Затем пакет обвязывают. Предложенный способ по сравнению с известным позволяет обеспечить сохранность изделий в пакете за счет снижения необходимых боковых усилий ч На грани пакета.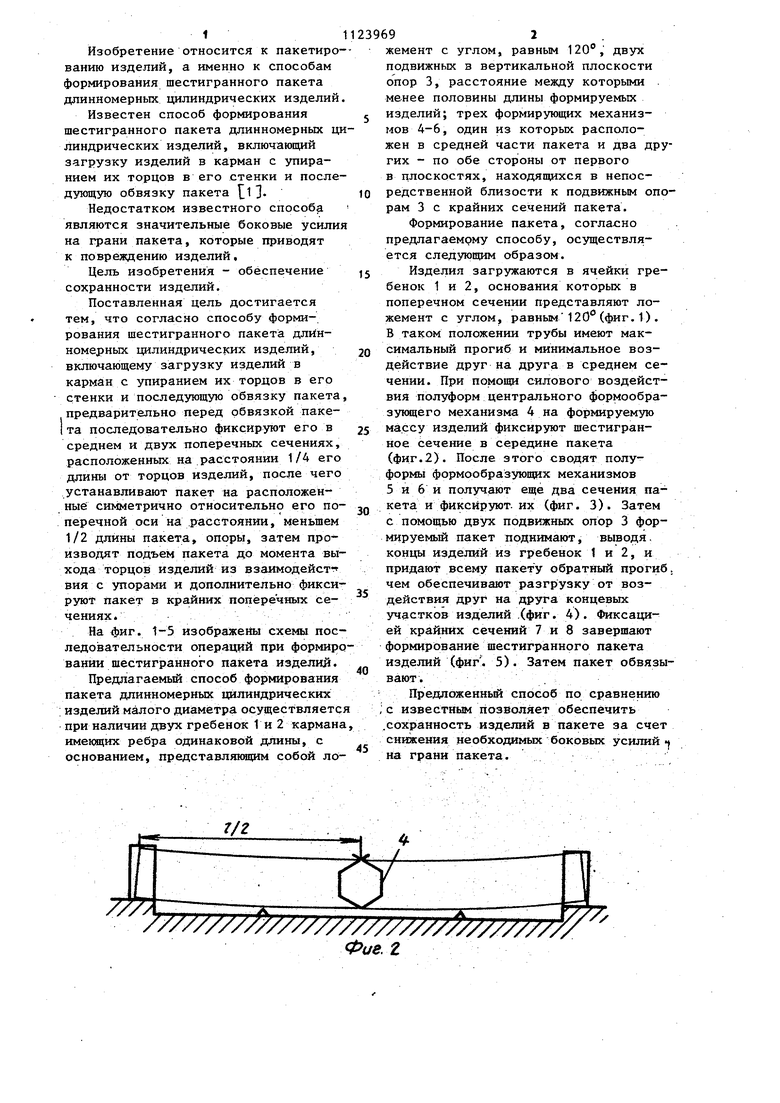
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования пакета длинномерных цилиндрических изделий | 1978 |
|
SU745824A1 |
| Устройство для формирования шестигранного пакета труб круглого сечения | 2022 |
|
RU2787417C1 |
| СПОСОБ ФОРМОВАНИЯ МНОГОСЛОЙНЫХ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577577C1 |
| Устройство для формирования пакетов длинномерных цилиндрических изделий | 1978 |
|
SU893762A1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ПАКЕТА ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2423196C1 |
| Способ крепления цилиндрического груза на транспортном средстве | 1990 |
|
SU1751003A1 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |
| Устройство для формирования шестигранного пакета длинномерных цилиндрических изделий | 1982 |
|
SU1150195A1 |
| Устройство для формирования пакетов длинномерных изделий | 1991 |
|
SU1771456A3 |
| Устройство для укладки длинномерных изделий в пакет круглого сечения | 1989 |
|
SU1708725A1 |
СИОеОБ ФОРМИРОВАНИЯ ШЕСТИГРАННОГО ПАКЕТА ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, включающий загруэку изделий в карман с упиранием их торцов в его стенки и последующую обвязку пакета, о т л и ч a ю щ я T&t, что, с целыо обеспечения сохранности изделий, предварительно перед обвязкой пакета 1. последовательно 4н1ксируют его в среднем и двух поперечных сечениях, расположенных на расстоянии 1/4 его длины от изделий, после чего устанавливают пакет на расположенные симметрично относительно его поперечной оси на расстоянии, менкл ем 1/2 длины пакета, опоры, затем производят подъем пакета до момента выхода торцов изделий из взаимодействия с упорами и дополi нительно фиксируют пакет в крайних поперечных сечениях. ю иэ Од СО
777
/////////У////////////У///////
ОЮ -ХЗНЗ
D
Фиг. 3
Фие.
8
фие:5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формирования пакета длинномерных цилиндрических изделий | 1978 |
|
SU745824A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
