Изобретение относится к промышленному оборудованию для формирования шестигранного пакета длинномерных труб круглого сечения, в том числе металлических гладких труб, труб с муфтами или труб с высаженными концами, а также длинномерного сортового круглого проката.
Укладка труб в шестигранные пакеты широко распространена, считается наиболее предпочтительной, так как шестигранная форма после обвязки пакета является устойчивой, удобной и сохраняется во время транспортировки и погрузочно- разгрузочных операций.
Известно устройство для пакетирования длинномерного проката по патенту US 4579498 и его усовершенствованная конструкция по патенту RU 2413670, содержащее, в частности, рольганг с регулируемым упором, транспортер, приемное устройство для накопления ряда проката, закрепленные на портале подъемное средство с электромагнитами и центрователи, карманы и транспортное средство с приводом. Недостатком конструкции является использование сложных исполнительных механизмов, необходимость предварительного набора труб, необходимость дополнительного перемещения пакета в позицию обвязки, а также невозможность согласования двух или более устройств при необходимости их параллельной установки.
Известно устройство для формирования шестигранного пакетов длинномерных цилиндрических изделий по SU 1150195, содержащее подающее приспособление, накопитель изделий, включающий подъемно-опускной стол с нижними боковыми и верхними боковыми стенками, одна из которых установлена с возможностью вертикального перемещения относительно стола, и упоры с опорной горизонтальной поверхностью. Однако, устройству присущи указанные выше недостатки, а также необходимость отвода боковых стенок для выемки сформированного пакета.
Наиболее близким к предлагаемому в заявке решению является описанное в SU 757439 устройство для формирования шестигранного пакета труб и круглого проката (наиболее близкий аналог), содержащее, в частности, основание, на котором установлены с возможностью перемещения одна относительно другой две вертикальные стенки и выполненное в виде приводного рольганга нижнее звено, образующее нижнюю грань пакета, к каждой вертикальной стенке шарнирно прикреплено поворотное от привода в вертикальной плоскости звено, одно из которых образует верхнюю боковую грань пакета, а другое - верхнюю горизонтальную грань пакета, причем устройство снабжено подъемно-опускной от привода наклонной загрузочной платформой, подвижным от привода относительно одной из вертикальных стенок формирующим сектором и рычажным механизмом доформовки пакета. Однако работа устройства обеспечивается несколькими приводами с исполнительными механизмами разной конструкции, а рычажный механизм доформовки пакета имеет существенно сложную конфигурацию. Это снижает уровень надежности устройства и увеличивает затраты на техническое обслуживание.
При формировании пакета следует учитывать ключевой аспект выполняемых при этом операций - требование избежать повреждения или искажения формы готовой продукции. В частности, операции укладки рядов пакета характеризуются наличием линейных участков перекатывания и участков опускания труб с высоты, и, следовательно, связаны с инерцией и наличием динамических нагрузок. При этом также возможны дополнительные несоответствия при формировании пакета из-за незапланированных перекосов и вибраций. Известные конструкции не содержат полноценного решения указанной проблемы или являются избыточно дорогими.
Предлагаемое изобретение направлено на решение технической проблемы увеличения надежности конструкции устройства с уменьшенной динамической нагрузкой на трубы и снижения уровня шума на рабочих местах при формировании пакета труб на производственной линии.
Для этого в устройстве для формирования шестигранного пакета труб круглого сечения, содержащем стационарную раму с подъемно-опускной платформой, приводимой в движение приводом, и по крайней мере двумя карманами для труб, каждый из которых образован расположенным в неподвижных стенках горизонтальным ложементом и поворотными кулисами, формирующими боковые грани пакета, привод подъемно-опускной платформы выполнен в виде пневматического силового элемента, такого как пневматическая подушка или пневматическая рессора, подъемно-опускная платформа содержит ложемент призматической формы, а поворотные кулисы имеют V-образную форму.
Благодаря выполнению привода в виде пневматического силового элемента, такого как пневматическая подушка или пневматическая рессора, обеспечивается многопозиционное плавное перемещение подъемно-опускной платформы с формирующимся пакетом и минимизируется ударная нагрузка на трубы пакета. При этом благодаря упругим демпфирующим свойствам оболочки и сжимаемого газа пневматического элемента гасятся динамические нагрузки, и понижается уровень шума. Следует отметить, что эти указанные преимущества привода в виде пневматической подушки или пневматической рессоры не могут быть получены при применении известных приводных средств, таких как пневмоцилиндр или гидроцилиндр, которые обычно являются двухпозиционными и не предоставляют очевидных решений для многопозиционного плавного подъема/опускания платформы и ее удерживание в промежуточных по высоте позициях. Простота конструкции, содержащей выполненный в виде пневматического силового элемента привод, по сравнению с конструкциями с электромеханическими приводами, содержащими как правило двигатель, редукторы и трансмиссию, обеспечивает повышение вероятности безотказной работы и надежность устройства, снижение затрат на обслуживание. Другим преимуществом пневмопривода является экономичность, обусловленная дешевизной рабочего газа.
Дополнительным техническим результатом является возможность последовательной, параллельной или комбинированной установки нескольких устройств для формирования пакета труб. Это позволяет повысить общую производительность, обеспечить одновременное формирование пакетов из труб разной номенклатуры (например, разного диаметра) и отказаться от необходимости перемещать сформированный пакет для обвязки на другой участок.
В частном случае устройство содержит откидную направляющую со смещенным центром тяжести, что позволяет направляющей возвращаться в рабочее положение после выгрузки сформированного пакета.
В другом частном случае поворотные кулисы V-образной формы выполнены со смещенным центром тяжести, позволяя кулисам возвращаться в рабочее положение после выгрузки сформированного пакета.
В другом частном случае контактные поверхности кармана для труб, откидной направляющей и ложемента призматической формы снабжены демпфирующими накладками, исключающими контакт труб с металлическими поверхностями.
В еще одном частном случае между горизонтальным ложементом и демпфирующими накладками, между кулисами и демпфирующими накладками установлены дистанционные прокладки, обеспечивающие возможность изменения внутреннего пространства кармана при изменении диаметра труб.
Пример осуществления изобретения иллюстрируется чертежами.
Фиг. 1 - схема двух последовательно расположенных устройств для формирования пакета труб, план.
Фиг. 2 - вид по стрелке А на Фиг. 1.
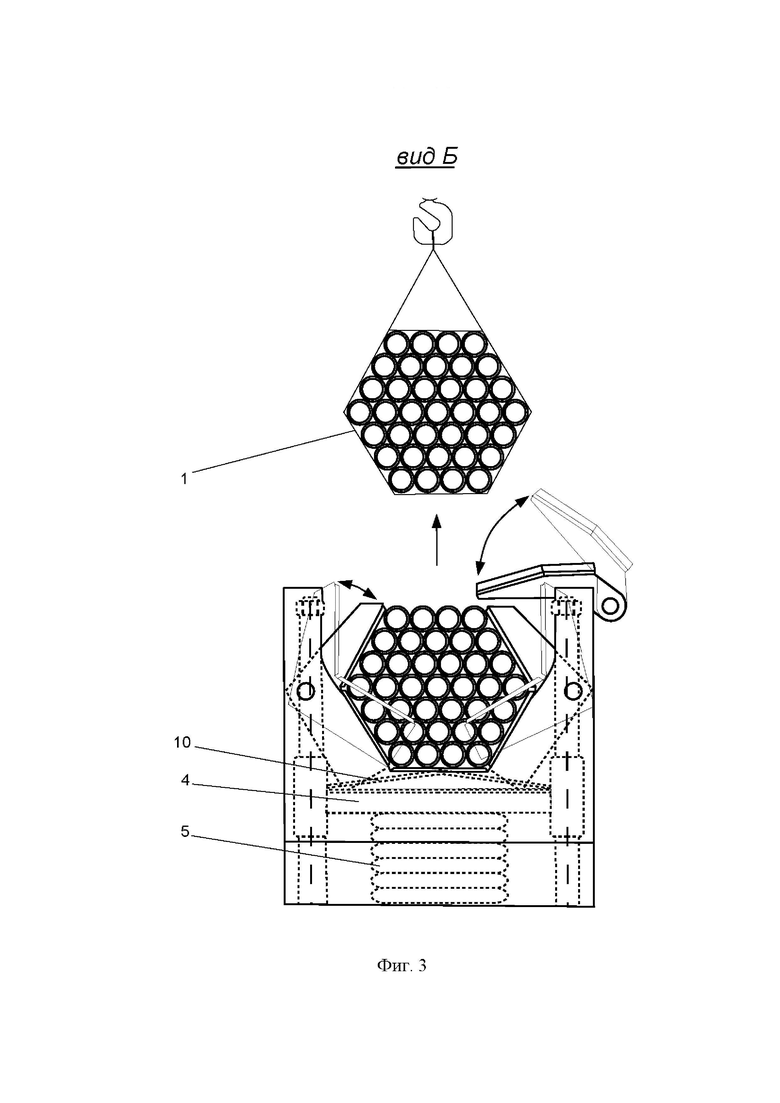
Фиг. 3 - вид по стрелке Б на Фиг. 1.
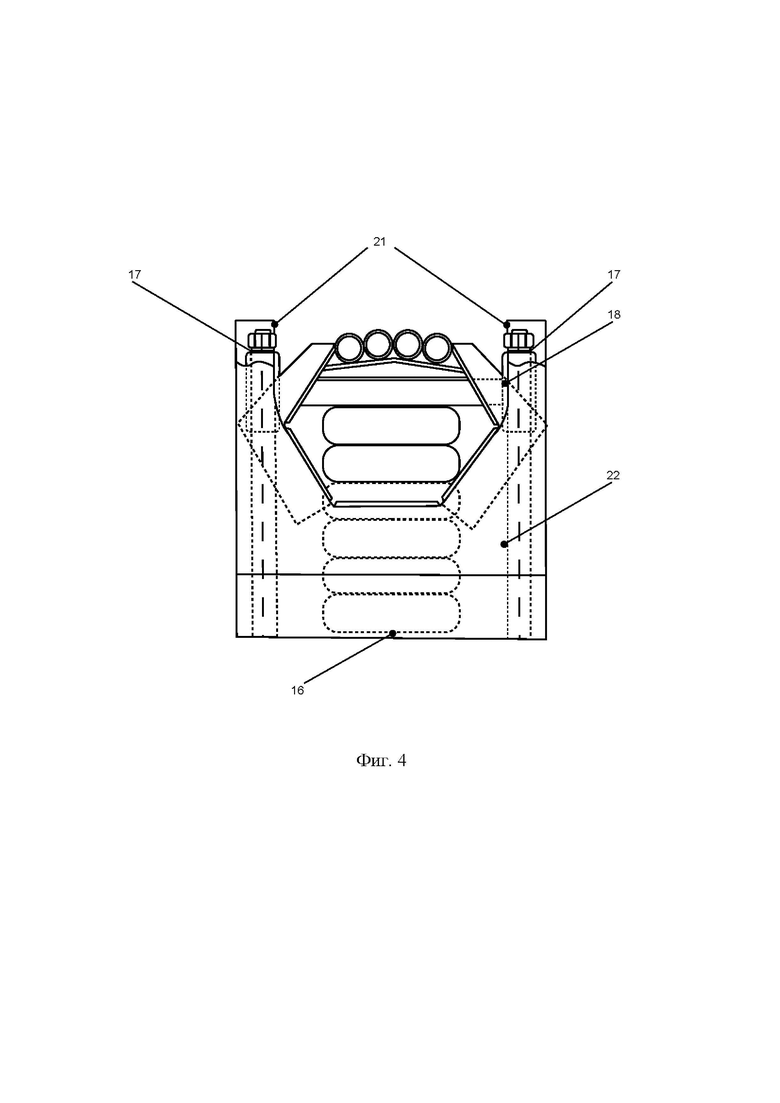
Фиг. 4 - схема заявляемого устройства с указанием мест размещения элементов управления и автоматизации.
Фиг. 5 - схема последовательно-параллельного расположения шести заявляемых устройств, план.
Устройство для формирования шестигранного пакета 1 труб 2 круглого сечения содержит стационарную раму 3 с подъемно-опускной платформой 4, приводимой в движение приводом, выполненным в виде пневматической рессоры 5, и четыре кармана 6 для труб 2. Карман 6 образован расположенным в неподвижных стенках 7 горизонтальным ложементом 8 и поворотными кулисами 9 V-образной формы, формирующими боковые грани пакета 1. Подъемно-опускная платформа 4 расположена между неподвижными стенками 7, содержит ложемент 10 призматической формы и способна перемещаться в узлах подшипников 11 скольжения в вертикальной плоскости по направляющим 12. В неподвижных стенках 7 на подшипниках (не показаны) скольжения, позволяющих выполнить поворот в вертикальной плоскости, установлены поворотные кулисы 9 V-образной формы, конструктивно выполненные со смещенным во внутрь устройства центром тяжести и соответствующей отнесенной осью 13 вращения. В верхней части устройства на подшипниках скольжения установлена откидная направляющая 14 со смещенным центром тяжести и осью вращения 15. Контактные поверхности кармана 6, откидной направляющей 14 и ложемента 10 снабжены демпфирующими полиуретановыми накладками.
Заявляемое устройство для формирования шестигранного пакета работает следующим образом.
Для приема труб 2 устройством первоначально в пневматические рессоры 5 через присоединительный штуцер 16 подачи/сброса давления производят подачу воздуха от магистрали сжатого воздуха низкого давления 0,4…0,63 МПа, при этом подъемно-опускная платформа 4 в узлах подшипников 11 скольжения по направляющим 12 перемещается вверх до упора 17, выполненного в виде дистанционного кольца, и занимает положение для приема первого (нижнего) ряда труб 2 шестиугольника. Верхнее положение подъемно-опускной платформы 4 фиксируется индуктивными датчиками 18 верхнего положения. Трубы 2 последовательно поступают в устройство по роликам 19 транспортного рольганга и при помощи укладывателей 20 по откидным направляющим 14 подают на ложементы 10 призматической формы. Благодаря наклону поверхностей ложементов 10 трубы 2 равномерно заполняют пространство карманов 6. После заполнения нижнего ряда шестиугольника поступление очередной трубы 2 фиксируется оптическим датчиком 21, управляющий сигнал которого поступает на пневмораспределители (не показаны) для сброса давления в пневматических рессорах 5. Подъемно-опускные платформы 4 вместе с первым рядом труб 2 опускаются по направляющим 12 до восстановления луча оптического датчика 21, останавливаются и укладывается второй ряд труб 2 шестиугольника. Процесс повторяется до опускания подъемно-опускной платформы 4 с призматическим ложементом 10 ниже уровня горизонтальных ложементов 8. Нижнее положение подъемно-опускной платформы 4 фиксируется индуктивными датчиками 22 нижнего положения.
В образовавшемся карманами 6 пространстве формируется пакет 1 шестигранной формы. После обвязки пакет 1 выводится из устройства подъемными механизмами, при этом поворотные кулисы 9 и откидные направляющие 14 поворачиваются в узлах подшипников, как показано стрелками на Фиг. 3, и не препятствуют выемке пакета. После выемки пакета 1 поворотные кулисы 9 и откидные направляющие 14 самопроизвольно занимают рабочее положение.
Таким образом, благодаря конструктивным особенностям устройства, минимизирован линейный участок перекатывания труб 2, равный не более половины размера ложемента 10, и высота опускания, равная не более диаметра трубы 2. В совокупности с упругими демпфирующими свойствами пневматической рессоры 5, обеспечивающими многопозиционное плавное перемещение труб, это позволяет решить заявленную проблему снижения динамической нагрузки на продукцию и уровня шума на рабочем месте при формировании пакета.
В качестве оптических датчиков 21 (фотобарьер) могут использоваться датчики типа ВБО, предлагаемые предприятием "Сенсор". В качестве индуктивных датчиков 22 могут использоваться датчики положения М30 предприятия "Сенсор". В качестве пневматического силового элемента могут быть применены пневматические рессоры, выпускаемые фирмой "Camozzi".
Предлагаемый на Фиг. 5 пример компактного последовательно-параллельного расположения шести предлагаемых устройств демонстрирует возможность совмещения процессов формировании пакетов из труб разного диаметра. Конструкция заявляемого устройства позволяет исключить большие линейные участки перекатывания труб. Объединение устройств выполнено с применением дополнительно установленных между параллельными устройствами перекрывателей карманов 23 и перекладывателей 24, позволяющими перекрыть поступление труб 2 в устройство и, таким образом, управлять потоками готовой трубной продукции, изменяя при необходимости маршрут.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования пакетов длинномерных цилиндрических изделий | 1978 |
|
SU893762A1 |
| Устройство для пакетирования и обвязки пачек удлиненных предметов | 1983 |
|
SU1126500A1 |
| Устройство для уплотнения перед обвязкой пакетов | 1980 |
|
SU880884A1 |
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2009 |
|
RU2413670C1 |
| Устройство для формования шестигранного пакета длинномерных грузов круглого металлопроката | 1977 |
|
SU737330A1 |
| Устройство для формирования паке-TOB шЕСТигРАННОй фОРМы из цилиНдРичЕС-КиХ издЕлий | 1979 |
|
SU798003A1 |
| Устройство для формирования пакетов изделий круглого сечения | 1977 |
|
SU893760A1 |
| Устройство для формирования пакетовшЕСТигРАННОй фОРМы из цилиНдРичЕСКиХиздЕлий | 1978 |
|
SU796124A1 |
| Устройство для формирования пакетов круглых лесоматериалов | 1978 |
|
SU713797A1 |
| Устройство для укладки проката в шестигранные пакеты | 1980 |
|
SU952708A1 |


Изобретение относится к промышленному оборудованию. Устройство для формирования шестигранного пакета труб круглого сечения содержит стационарную раму, по крайней мере два кармана для труб, привод подъемно-опускной платформы. Рама содержит подъемно-опускную платформу, приводимую в движение приводом. Каждый из карманов образован расположенным в неподвижных стенках горизонтальным ложементом и поворотными кулисами, формирующими боковые грани пакета. Привод подъемно-опускной платформы выполнен в виде пневматического силового элемента, такого как пневматическая подушка или пневматическая рессора. Подъемно-опускная платформа содержит ложемент призматической формы. Поворотные кулисы имеют V-образную форму. Достигается увеличение надежности конструкции устройства с уменьшенной динамической нагрузкой на трубы и снижение уровня шума на рабочих местах при формировании пакета труб на производственной линии. 4 з.п. ф-лы, 5 ил.
1. Устройство для формирования шестигранного пакета труб круглого сечения, содержащее стационарную раму с подъемно-опускной платформой, приводимой в движение приводом, и по крайней мере двумя карманами для труб, каждый из которых образован расположенным в неподвижных стенках горизонтальным ложементом, и поворотными кулисами, формирующими боковые грани пакета, отличающееся тем, что привод подъемно-опускной платформы выполнен в виде пневматического силового элемента, такого как пневматическая подушка или пневматическая рессора, подъемно-опускная платформа содержит ложемент призматической формы, а поворотные кулисы имеют V-образную форму.
2. Устройство по п. 1, отличающееся тем, что содержит откидную направляющую со смещенным центром тяжести.
3. Устройство по п. 1, отличающееся тем, что поворотные кулисы V-образной формы выполнены со смещенным центром тяжести.
4. Устройство по п. 1, отличающееся тем, что контактные поверхности кармана для труб, откидной направляющей и ложемент призматической формы снабжены демпфирующими накладками.
5. Устройство по п. 4, отличающееся тем, что между горизонтальным ложементом и демпфирующими накладками, между кулисами и демпфирующими накладками установлены дистанционные прокладки.
| SU 757439 A1, 23.08.1980 | |||
| УСТРОЙСТВО для ФОРМИРОВАНИЯ ПАКЕТА ШТУЧНЫХ ГРУЗОВ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 0 |
|
SU329098A1 |
| Устройство для формирования шестигранных пакетов длинномерных цилиндрических изделий | 1981 |
|
SU1028577A1 |
| Устройство для формирования паке-TOB шЕСТигРАННОй фОРМы из цилиНдРичЕС-КиХ издЕлий | 1979 |
|
SU798003A1 |
| Часточный дискриминатор | 1974 |
|
SU570975A1 |
| KR 100646353 B1, 23.11.2006 | |||
| КАТАЛИЗАТОР КРЕКИНГА ТЯЖЕЛЫХ ОСТАТКОВ НЕФТИ, ВЯЗКОЙ И ВЫСОКОВЯЗКОЙ НЕФТИ | 2019 |
|
RU2691650C1 |

