Изобретение относится к производству литьем под давлением армированных корпусов оптических приборов и может быть использовано в машиностроении, химической промышленности.
Известна литьевая форма для изготовления изделий из полимерных материалов, содержащая верхнюю и нижнюю плиты и боковые стенки, выполненные с соосно расположенными радиальными отверстиями, фиксирующие элементы с центрирующими арматуру поверхностями, размещенные в радиальных отверстиях плит и боковых стенок 1.
Однако в данной форме не обеспечивается фиксация арматуры, имеющей поднутрения, например, в виде вогнутой поверхности линз многолинзового объектива.
Наиболее близкой по технической сущности и достигаемому результату к изобретению является литьевая форма для изготовления из полимеров изделий типа многолинзового объектива, содержащая корпус с рабочей полостью и литниковой системой, группу фиксирующих элементов, связанных с механизмами их перемещения, размещенных в радиальных пазах корпуса и выполненных с центрирующими поверхностями, и крышку с центрирующей кромкой. Каждый фиксирующий элемент, контактирующий с вогнутой поверхностью арматуры линзы, выполнен в виде трех сопряженных вкладышей, средний из которых имеет форму клина. Все вкладыши в каждой группе контактируют между собой, образуя несколько узких каналов для прохода полимера. Извлечение вкладышей происходит последовательно: сначала клиновой, затем остальные 2.
Однако известная литьевая форма не обеспечивает изготовление изделий достаточной надежности и качества, поскольку жесткость соединяющих линзы полимерных перемычек низка, а фиксирующие элементы не обеспечивают точнрсть центрирования кольцевой арматуры, необходимуюдля увеличения жесткости перемычек, соединяющих линзы.
Цель изобретения - повыщение жесткости конструкции и качества изделий с кольцевой арматурой путем обеспечения точности ее центрирования.
Указанная цель достигается тем, что в литьевой форме для изготовления из полимеров изделий типа многолинзового объектива, содержащей корпус с рабочей полостью и литниковой системой, группу фиксирующих элементов, связанных с механизмами их перемещения, размещенных в радиальных пазах корпуса и выполненных с центрирующими поверхностями, и крышку с центрирующей кромкой, фиксируюшие элементы каждой группы выполнены в виде
подпружиненных двуплечих рычагов, установленных на размещенных в корпусе осях, а механизм перемещения фиксирующих элементов каждой группы выполнен в виде
смонтированного по наружной поверхности корпуса и соединенного с приводом поворота кольца и кулачков, установленных на кольце с возможностью контактирования с концами двуплечих рычагов.
Изобретение позволяет одним разворотом кольца симметрично, сцентрированно обжать кольцевую арматуру - промежуточные кольца, введенные между линзами и образующие с линзами арматуру. Промежуточные кольца не имеют высокоточного
наружного диаметра и фрезерованных пазов. Их наружный диаметр меньще внутреннего диаметра формы для прохождения жидкого полимера, а симметричное обжатие фи1 ирующими элементами выводит кольца на оптическую ось даже при значительных отклонениях диаметра кольца от носинального. Простота и технологичность промежуточных колец позволяют удешевить стоимость изделий (объективов), а металлические промежуточные кольца (арматура)
создают высокую жесткость и надежность изделия.
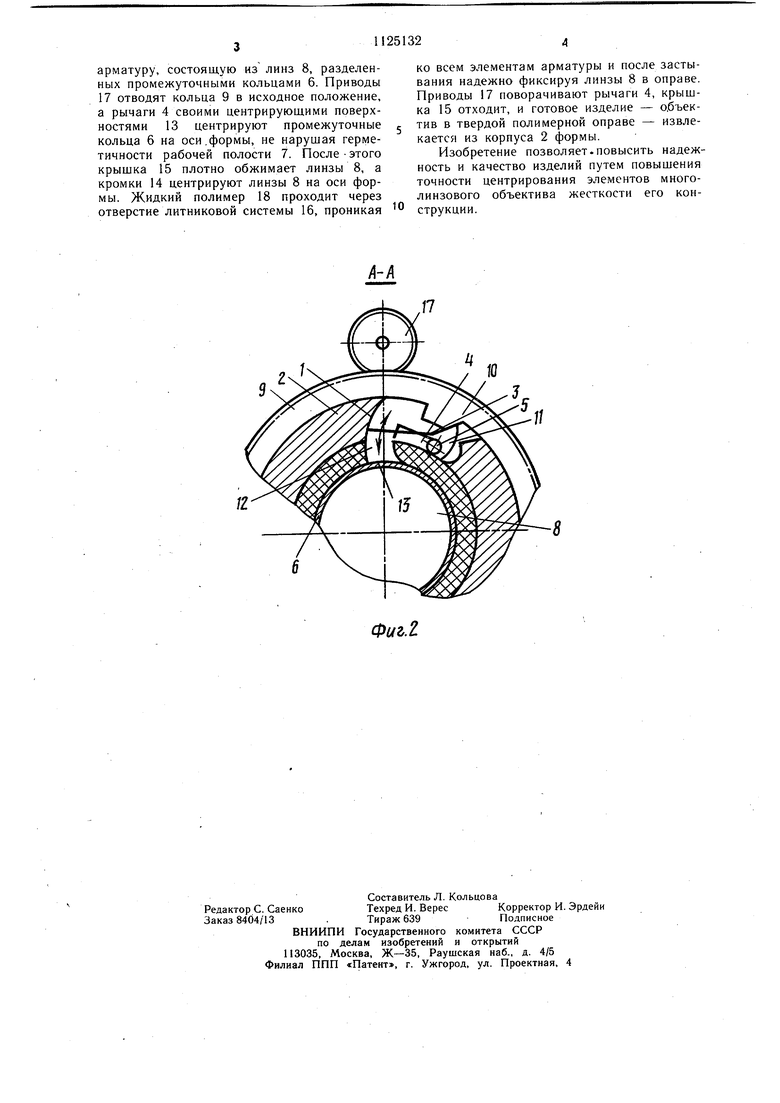
На фиг. 1 изображена литьевая форма, общий вид; на фиг. 2 - разрез .Л-А на фиг. 1.
0 В радиальных пазах 1 корпуса 2 фор.мы, закрепленной в литьевой мащине (не показана), установлены группы фиксирующих элементов, выполненных в виде подпружиненных пружинами 3 двуплечих рычагов 4, размещенных на осях 5 корпуса 2. Рычаги 4, контактирующие с одним из промежуточных колец 6, введенных в цилиндрическую рабочую полость 7 формы вместе с линзами 8, связаны с механизмом перемещения, выполненным в виде смонтированно0 го по наружной поверхности корпуса 2 кольца 9, которое имеет несколько внутренних кулачков 10, контактирующих с концами 11 рычагов 4. Другие концы 12 рычагов 4 имеют цилиндрическую поверхность 13, обжимающую соответствующее промежуточное кольцо 6. Промежуточные кольца 6 имеют с двух сторон цилиндрические центрирующие кромки 14, контактирующие с поверхностями линз 8. Такие же кромки выполнены внутри корпуса 2 формы и в
0 крышке 15. Литниковая система 16 корпуса 2 обеспечивает доступ жидкого полимера ко всем элементам арматуры. Кольцо 9 связано зубчатым зацеплением с приводом 17 поворота кольца 9.
Форма работает следующим образом.
5 Приводы 17 поворачивают кольца 9, которые своими кулачками 10 выводят концы 12 рычагов 4 из рабочей полости 7. Затем загружают внутрь рабочей полости 7
арматуру, состоящую из линз 8, разделенных промежуточными кольцами 6. Приводы 17 отводят кольца 9 в исходное положение, а рычаги 4 своими центрирующими поверхностями 13 центрируют промежуточные кольца 6 на оси.формы, не нарущая герметичности рабочей полости 7. Послеэтого крышка 15 плотно обжимает линзы 8, а кромки 14 центрируют линзы 8 на оси формы. Жидкий полимер 18 проходит через отверстие литниковой системы 16, проникая
ко всем элементам арматуры и после застывания надежно фиксируя линзы 8 в оправе. Приводы 17 поворачивают рычаги 4, крышка 15 отходит, и готовое изделие - о.бъектив в твердой полимерной оправе - извлекается из корпуса 2 формы.
Изобретение позволяет.повысить надежность и качество изделий путем повышения точности центрирования элементов многолинзового объектива жесткости его конструкции.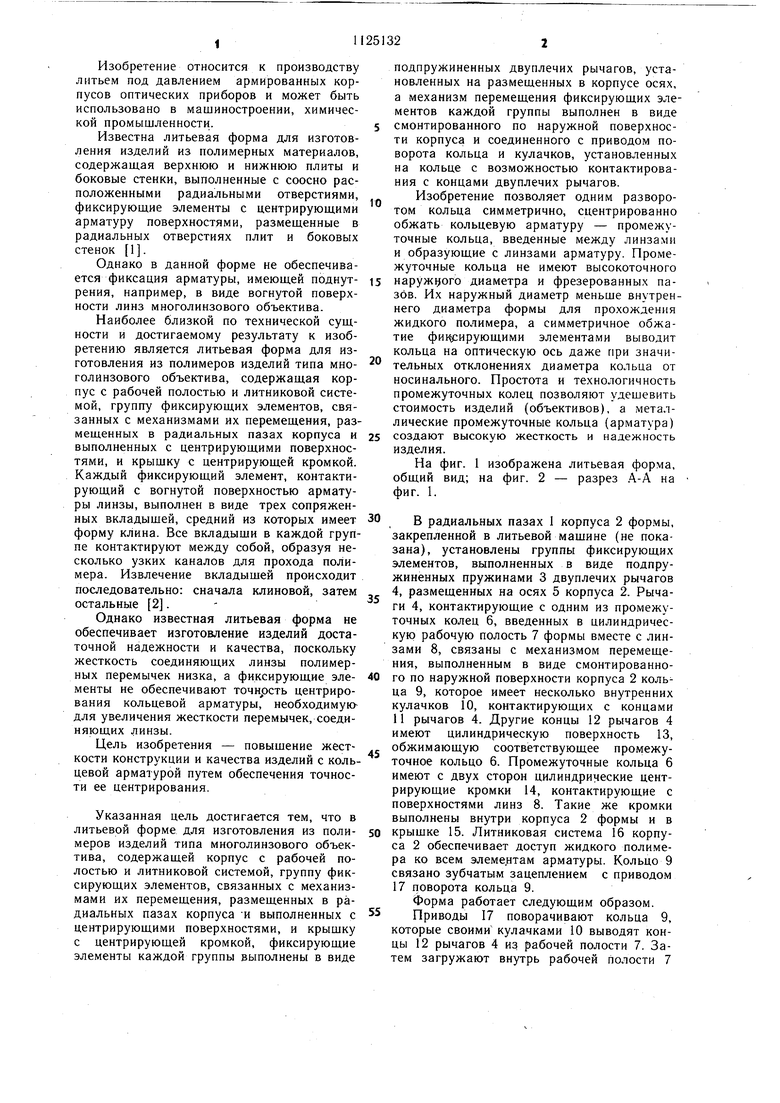
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления из полимерных материалов изделий с арматурой | 1980 |
|
SU956280A1 |
| Способ изготовления многолинзового объектива в оправе | 1978 |
|
SU690421A1 |
| Способ изготовления многолинзового объектива в оправе | 1985 |
|
SU1303969A1 |
| Способ изготовления линзовой оптической системы | 1990 |
|
SU1755241A1 |
| Способ изготовления многолинзового объектива в оправе | 1988 |
|
SU1628039A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| МНОГОЛИНЗОВАЯ ОПТИЧЕСКАЯ СИСТЕМА | 1993 |
|
RU2047878C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2018 |
|
RU2685652C1 |
| Литьевая форма | 1973 |
|
SU443775A1 |
| Форма для изготовления изделий литьем под давлением | 1961 |
|
SU149559A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПОЛИМЕРОВ ИЗДЕЛИЙ ТИПА МНОГОЛИНЗОВОГО ОБЪЕКТИВА, содержащая корпус с рабочей полостью и литниковой системой, группу фиксирующих элементов,- связанных с механизмами их перемещения, размещенных в радиальных пазах корпуса и выполненных с центрирующими поверхностями, и крышку с центрирующей кромкой, отличающаяся тем, что, с целью повыщения жесткости конструкции и качества изделий с кольцевой арматурой путем обеспечения точности ее центрирования, фиксирующие элементы каждой группы выполнены в виде подпружиненных двуплечих рычагов, установленных на размещенных в корпусе осях, а механизм перемещения фиксирующих элементов каждой группы выполнен в виде смонтированного по наружной поверхности корпуса и соединенного с приводом поворота кольца и кулачков, установленных на I кольце с возможностью контактирования с концами двуплечих рычагов. (Л to СП 00 to
м
to
//
Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс-форма для вулканизации кольцевых армированных резино-технических изделий | 1974 |
|
SU493367A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма для изготовления из полимерных материалов изделий с арматурой | 1980 |
|
SU956280A1 |
| Солесос | 1922 |
|
SU29A1 |
