(5) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ . ПОЛИМЕРНЫХ ИЗДЕЛИЙ С АРМАТУРОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| Литьевая форма для полимерных изделий | 1977 |
|
SU745702A1 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1260230A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1435465A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
1
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления изделий с арматурой.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является литьевая форма для изготовления полимерных изделмй с арматурой, содержащая полуматрицы, литник и фиксирующие арматуру элемен-щ .
Однако в такой форме невозможно изготовление изделий с составной арматурой сложной конфигурации с равнотолщинным полимерным покрытием. J5
Цель изобретения - обеспечение возможности изготовления изделий с составной арматурой сложной конфигурации и обеспечение равнотолщинности полимерного покрытия. 20
Поставленная цель достигается тем, что литьевая форма для изготовления полимерных изделий с арматурой, содержащая полуматрицы, литник и фиксирующие арматуру элементы, снабжена кареткой, установленной с возможностью продольного перемещения на направляющих колонках, а фиксирующие арматуру элементы выполнены в виде подпружиненной центрирующей втулки, размещенной на каретке, и подпружиненных сухарей, установленных в полуматрицах.
Кроме того, с целью предотвращения потерь полимера, разводящий участок литника выполнен в виде телескопической втулки.
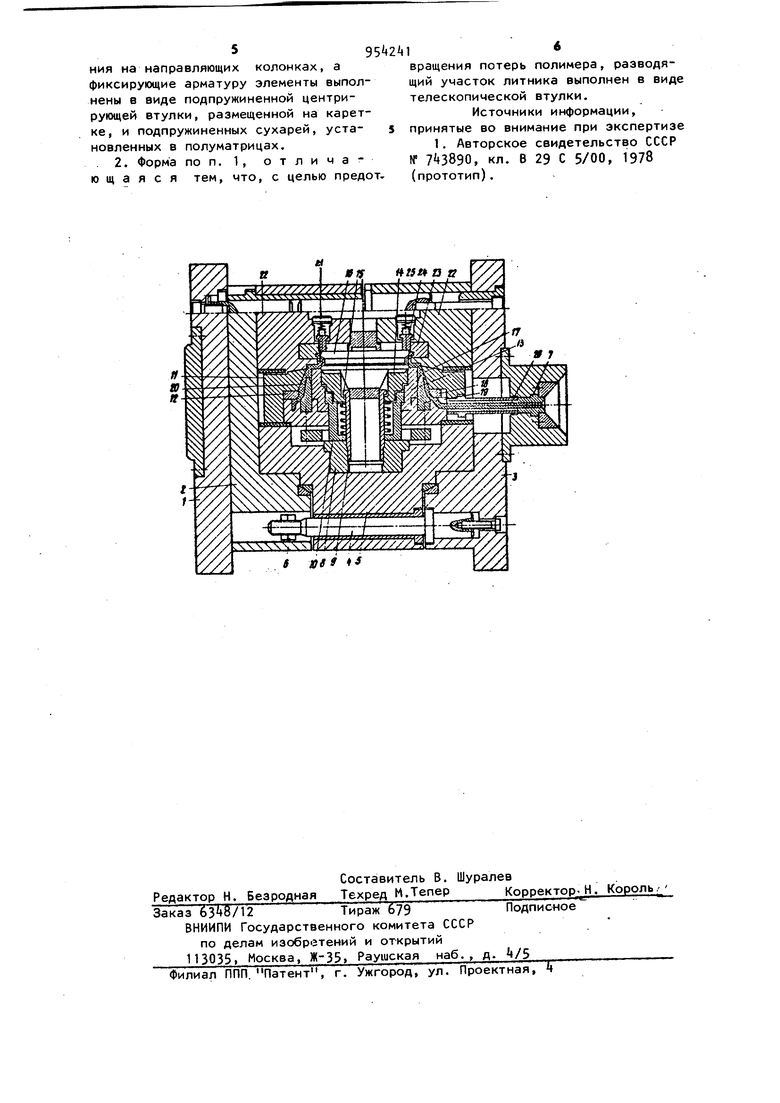
На чертеже показана литьевая форма, продольный разрез.
Литьевая форма содержит подвижную плиту 1, жестко связанную с ней промежуточную плиту 2, неподвижную плиту 3 с установленными на ней направляющими колонками Ц, на которых размещена каретка 5. имеющая возможность ограниченного стопором 6 возвратнопоступательного движения относительно неподвижной плиты 3 и литниковой втул3Э
кой 7. Каретка 5 снабжена втулкой 8 и установленным на ней, например, по резьбовой посадке цилиндрическим вкладышем 9 на наружной поверхности которого расположен опорный стакан 10. В углублении литниковой плиты П размещен сердечник 12 с опорной встакой 13, а на ней центрирующая втулка 1, подпружиненная упругим элементом 15 относительно опорного стакана 10 и опорной вставки 13 и выполненная с конической посадочной поверхностью под профиль арматуры 1б. Литниковая плита 11, сердечник 12 и опорная встабка 13 образуют кольцевой литниковый канал 17, сечение которого реглируется при помощи регулировочного диска 18, также установленного в углублении литниковой плиты 11. Запорное устройство 19 расположено в сердечнике 12 на впускном канале 20, соединяющем кольцевой разводящий канал 17 с формующей полостью 21, Формующая полость 21 образована полуматрицами 2.2, одна из которых жест ко связана с неподвижной плитой 3, полукольцами 23, расположенными в полуматрицах 22, оформляющие поверхности которых сопряжены с арматурой 16, и кольцевой проточкой центральной части арматуры 16. Сухари 2Ц в вертикальных отверстиях полуматриц 22 подпружинены относительно них упругими элементами 25. Разводящий участок 26 литника выполнен в виде телескопической втулки.
Литьевая форма работает следующим образом.
В раскрытую литьевую форму устанавливается арматура 16 так, чтобы одним концом она контактировала с цилиндрическим вкладышем 9, а центральная часть сопрягалась с конической поверхностью центрирующей втулки Ii. После этого пpoизвoдиtcя смыкание подвижной 1 и неподвижной 3 плит, в результате чего каретка 5 перемещается по направляющим колонкам Ц до тех пор, пока не подойдет вплотную к неподвижной плите 3, а боковые стороны полуматриц 22 войдут в контакт с арматурой 16. При этом сухари 2 надвигаются на центральную часть арматуры 16, центрируют и поджимают ее с одной стороны, а центрирующая втулка 1-, взаимо действующая с упругим элементом 15, центрирует и поджимает ее с другой стороны.
14
После смыкания литьевой формы расплав полимера, поступая через, разводящий участок 26 литника, кольцевой разводящий канал 17 и впускной канал 20, впрыскивается в формующую полость 21, в ходе которого запорное устройство 19 под давлением полимера отжимается в крайнее нижнее положение. После заполнения формующей полости 21 расплавом полимера и его уплотнения давление в системе снимается и запорное устройство 1 перекрывает впускной канал 20, Изделие, полученное на арматуре, охлаждается, и производится размыкание литьевой формы. Подвижная плита 1 с полуматрицей 22 отводится назад, а каретка 5 перемещается по направляющим колонкам 4 до тех пор, пока не сработает стопор 6. Далее каретка 5 останавливается, а подвижная плита 1 продолжает перемещаться в крайнее левое положение. При движении каретки 5 сухари 2Ц сходят с арматуры 16 и упругий элемент 15 возвращается в исходное г оложение, центрирующая втулка 1 освобождает арматуру 1б, при sa счет телескопического выполнений разводящего участка 26 литии ка сохраняется неразрывность литниковой системы.
После размыкания литьевой формы арматура вместе с отливкой на ней, которая соединяет центральную секторную часть арматуры в единое изделие, удаляется из формы и цикл повторяется.
Предлагаемая литьевая форма обеспечивает точную установку составной арматуры, расположенной в плоскости разъема формы, что дает возможность значительно снизить разнотолщинность отливки по всему контуру изделия.
Формула изобретения
1, Литьевая форма для изготовления .полимерных изделий с арматурой, содержащая полуматрицы, литник и фиксирующие арматуру элементы, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий с составной арматурой сложной конфигурации и обеспечения равнотолщинности полимерного покрытия, форма снабжена кареткой, установленной с возможностью продольного перемещения на направляющих колонках, а фиксирующие арматуру элементы выполнены в виде подпружиненной центрирующей втулки, размещенной на каретке, и подпружиненных сухарей, установленных в полуматрицах. 2. Форма по п. 1, отличающаяся тем, что, с целью предот951 вращения потерь полимера, разводящий участок литника выполнен в виде телескопической втулки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. В 29 С 5/00, 1978 (прототип).
