Предметом изобретения является приспособление к прессу для изготовления штырьков радиоламп. Приспособление, осуществляющее образование трубчатой заготовки путем протягивания , через фильеры и обжатие полученной заготовки с помощью разрезной цанги, известно.
Особенность описываемого приспособления к прессу для изготовления штырьков радиоламп заключается в снабжении разрезной цанги торцовыми захватами и приводом для сообщения си Бозвргл П(;-;;:)С пательного движения от ползуна пресса. Это обеспечивает возмож11ост;5 использования цанги, осуществляющей обжатие трубчатой заготовк, также и для протягивания полученной трубки на длину заготовк; с последующей ее отрезкой.
Изобретение дает возможность осуществлять производство трубчатых штырьков для радиоламп непосредственно из ленты на одном автомате.
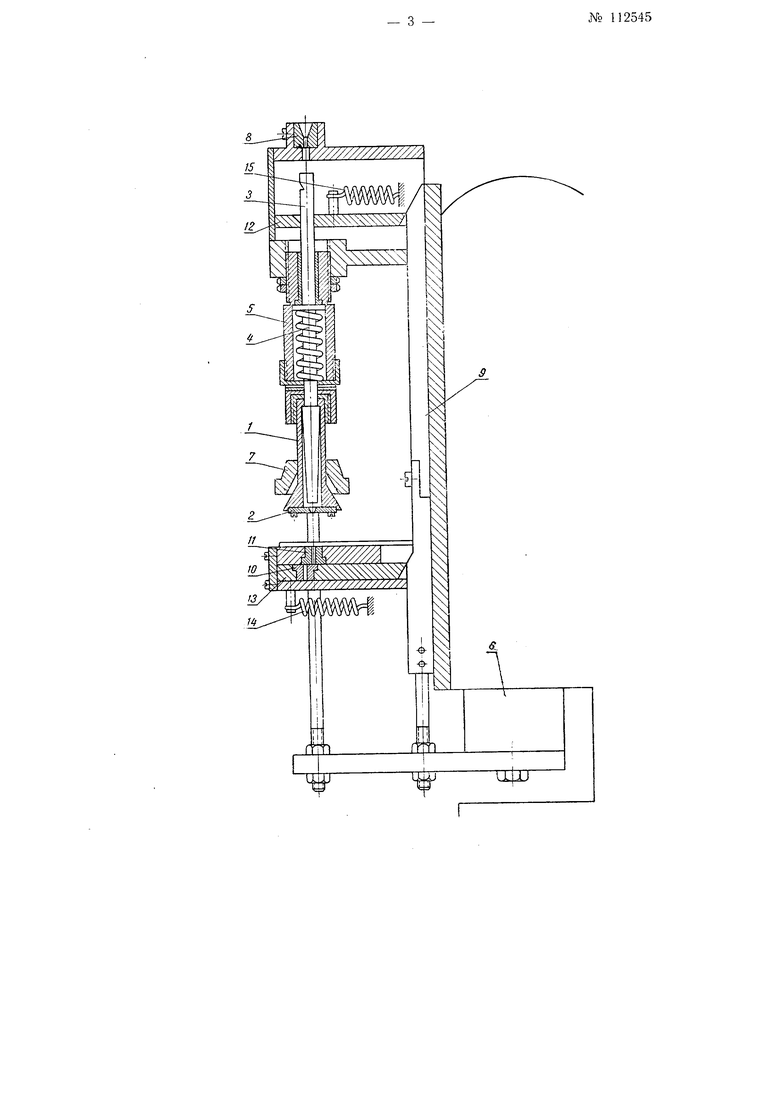
Приспособление (см. чертеж) для протяжки ленты через фильеру и резки мерной заготовки для щтырьков устанавливается на пресс, ход ползуна которого примерно в два раза больше, чем длина ь:ужной заготовки. Приспособление работает следующим образом: разрезная цанга 1, имеющая торцовые захваты 2, надета на полый шток 3. Возвратная пружина 4, помещенная в направляющий цилиндр 5, удерживает шток 3 и цангу 1 в верхнем положении. При движении ползуна 6 пресса вниз одновременно с ним получает движение коническая втулка 7, которая после прохождения половины пути сжимает цангу / и вместе с ней продолжает движение вниз. При сжатии цанги / ее захваты плотно облегают трубку, проходящую через шток 3 и 8, где происходит сворачивание ленты в трубку. За один ход цанги она производит протяжку трубки ровно на длину заготовки для штырька.
При движении ползуна пресса вниз одновременно с ним движется рейка 9, имеющая два скоса: нижний - для смещения осей режущих
втулок /б и // и верхний - для управления защелкой 12.
При движении рейки 9 вниз планка 13 с нижней режущей втулкой JO под действием пружины М совмещается с верхней режущей втулкой п. Протягиваемая цангой / трубка проходит в отверстия втулок 10 и //. При подходе цанги в крайнее нижнее положение защелка 12 под действием пружины 15 попадает в паз штока и, таким образом, удерживает шток с цангой в нижнем положении.
При движении конической втулки 7 вверх цанга 1 разжимается, но останавливается в крайнем нижнем положении, а после прохождения 2ю половины пути верхний скос рейки 9 отводит защелку 12 в сторону, и щток .3 вместе с цангой / под действием возвратной пружины 4 возвращается в верхнее положение. Одновременно нижний скос рейки 9 производит сме1цение нижней режущей втулки 10 относительно втулки Ji, и, таким образом, происходит резка заготовкиПри следующем движении ползуна пресса вниз, пока коническая втулка 7 не сжала цангу /, происходит совмещение осей режущих вту.iOK и протягиваемая затем трубка выталкивает отрезанную, но находящуюся в нижней режущей втулке, заготовку. После этого заготовка поступает в механизм формовки, находящийся на столе пресса.
Таким образом, автомат производит одновременно сворачивание ленты в трубку, резание ее на заготовки необходимой длины и формовку штырьков.
Предмет изобретения
Приспособление к прессу для изготовления щтырьков радиоламп с образованием трубчатой заготовки путем протягивания ленты через фильеры и применением для обжатия заготовки разрезной цанги, о тличающееся тем, что, с целью использования той же цанги для протягивания полученной трубки на длину заготовки с последующей ее отрезкой, разрезная цанга снабжена торцовыми захватами и приводом, для сообщения ей возвратно-поступательного движения от ползуна пресса.
2