Известны станки, производящие загибание полосового металла с двух сторон под прямым углом около болванки.
В предлагаемом станке для изготовления противоугонных скоб помимо пресса, производящего зажим заготовки с последующим загибом с двух сторон под прямым углом, на обпчей с этим прессом станине монтировано приспособление, производящее окончательное формование противоугонной скобы путем обжатия заготовки с трех сторон.
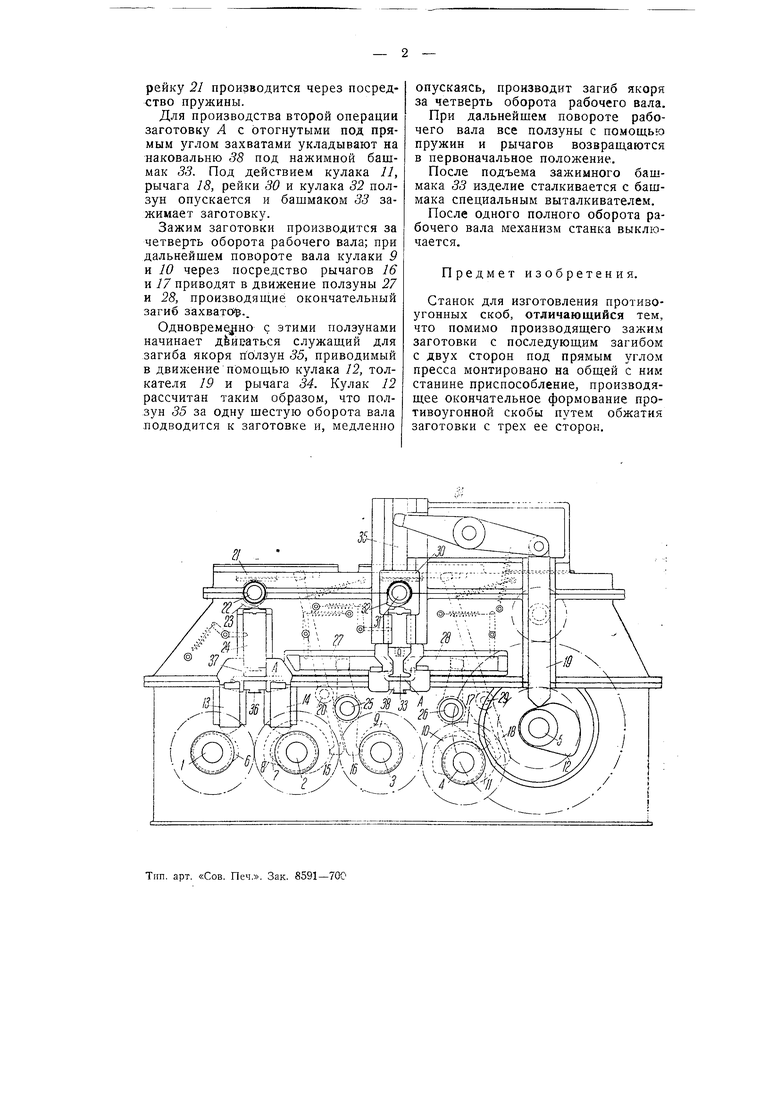
На схематическом чертеже изображен вид предлагаемого станка сбоку.
В части станка расположены пять горизонтальных валов 7, 2, 3, 4, о с кулаками 6, 7, 8, 9, 10, 11, 12, воздействующими соответственно на ползуны 13, 14, на рычаги 15, 16, /7, 18 и на толкатель 19. Рычаг 15, насаженный на валике 20, через посредство рейки 21 связан с валом 22, снабженным кулаком 23, ззаи1 юдействующи.м с ползуном 24. Рычаги 16 и 17, сидящие на валиках 25 и 26, служат для перемещения ползунов 27 и 28. Рычаг 18, насаженный на валике 29, через посредство рейки 30 связан с валом 31,
несущим на себе кулак 52, взаимодействующий с ползуном, к которому прикреплен бащмак 55. Наконец, толкатель 19 через посредство рычага 34 связан с ползуном 35.
Для производства первой операции разогретую до ковочной температуры заготовку А укладывают на наковальню 36 и включают, механизм станка. Помощью кулака 8, рычага 15, рейки 21, второго кулака 23, ползуна 24 и нажимного бащмака 57заготовка Л прижимается к наковальне 5.
Зажим заготовки происходит за время четверти оборота рабочего вала /, при дальнейщем повороте коего кулаки 6 и 7 начинают передвигать ползуны 13 и 14, которые в течение последующей четверти оборота рабочего вала производят загиб концов заготовки А вверх под прямы.м углом.
При дальнейщем повороте рабочего вала все ползуны помощью пружин и рычагов возвращаются в первоначальное положение.
Для того, чтобы при постоянном угле отклонения рычага 15 ползун 24 мог перемещаться на раз.шчные величины в зависимости от толщины заготовки А, нажатие рычага 15 на
рейку 21 производится через посредство пружины.
Для производства второй операции заготовку А с отогнутыми под прямым углом захватами укладывают на наковальню 58 под нажимной башмак 55. Под действием кулака 11, рычага 18, рейки 30 и кулака 32 ползун опускается и башмаком 55 зажимает заготовку.
Зажим заготовки производится за четверть оборота рабочего вала; при дальнейшем повороте вала кулаки 9 и 10 через посредство рычагов 16 и 17 приводят в движение ползуны 27 и 28, производяш,иё окончательный загиб захватОф..
Одновреме,1но с этими ползунами начинает дЬииаться служащий для загиба якоря ползун 55, приводимый в движение пОмош,ью кулака 12, толкателя 19 и рычага 34. Кулак 12 рассчитан таким образом, что ползун 55 за одну шестую оборота вала подводится к заготовке и, медленно
опускаясь, производит загиб якоря за четверть оборота рабочего вала.
При дальнейшем повороте рабочего вала все ползуны с помощью пружин и рычагов возвращаются в первоначальное положение.
После подъема зажимного башмака 55 изделие сталкивается с башмака специальным выталкивателем.
После одного полного оборота рабочего вала механизм станка выключается.
Предмет изобретения.
Станок для изготовления противоугонных скоб, отличающийся тем, что помимо производящего зажим заготовки с последующим загибом с двух сторон под прямым углом пресса монтировано на общей с ним станине приспособление, производящее окончательное формование противоугонной скобы путем обжатия заготовки с трех ее сторон.