Ранее изготовление контактных шайб производилось на прессах, а плавкие вставки закреплялись в шайбах вручную.
Предлагаемый станок позволяет автоматизировать процесс изготовления контактных шайб и крепления в них плавких вставок.
Станок содержит вырубной штамп для изготовления контактных шайб, имеюш,их отверстие в центре, в которое вводится конец плавкой вставки; высадочный штамп для завальцовки конца плавкой вставки в шайбе, имеющий осевое отверстие для подачи к шайбе проволоки, от которой отрезаются плавкие вставки; ножницы для отрезания плавких вставок; привод для поочередного перемещения матрицы к вырубному и высадочному пуансонам.
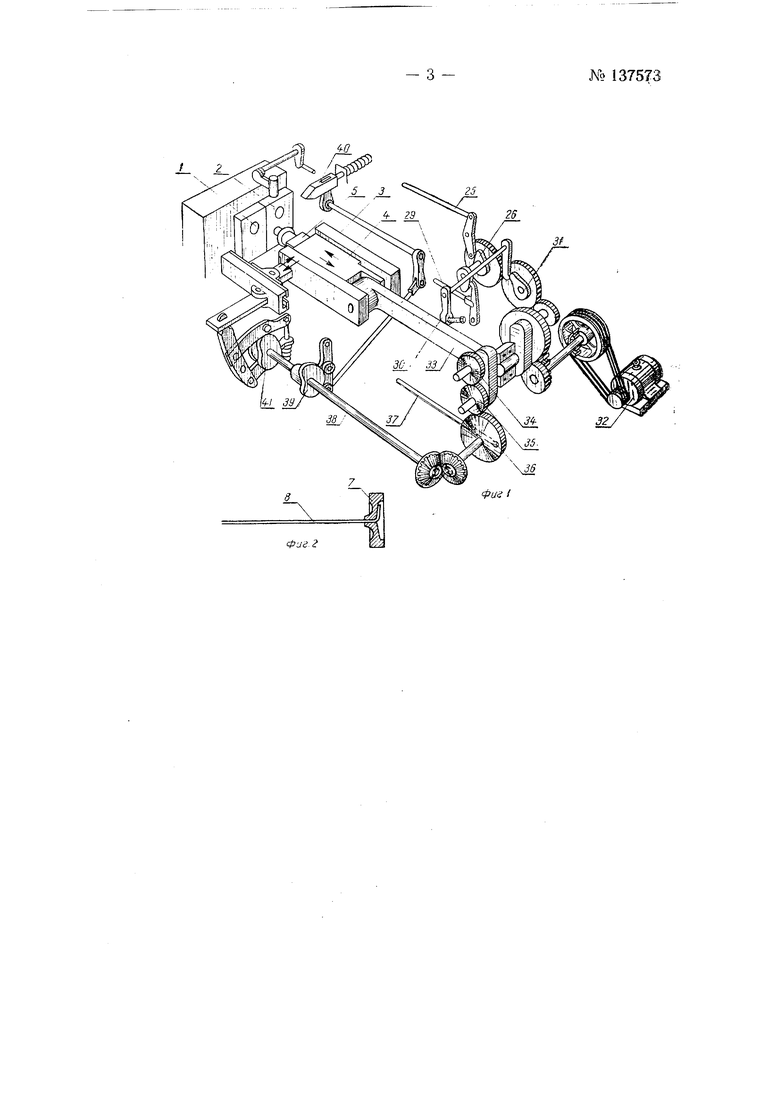
На фиг. 1 изображена кинематическая схема станка; на фиг. 2-контактная шайба с проволокой; на фиг. 3- вырубной штамп; на фиг. 4- высадочный штамп; на фиг. 5- ножницы.
Станок имеет станину, на которой находятся передаточные и распределительные механизмы, вырубной 1 и высадочный 2 штампы. По продольным направляющим 3 станка перемещается ползун 4, как показано стрелками на фиг. 1. Перпендикулярно к движению ползуна 4 перемещается ползун 5, в котором закреплена вырубная матрица 6. Последняя сначала входит в вырубной штамп /, где вырубается контактная шайба, а затем попадает в высадочный штамп 2, где в отверстие контактной шайбы 7 вводится проволока 8, которая затем закрепляется в шайбе.
Вырубной штамп состоит из плиты 9, в которую запрессован вырубной пуансон 10. На вырубном пуансоне и направляющих колонках установлен блок 11, который перемещается в направлении, указанном стрелками на фиг. 3. При движении ползуна 5 влево производится вырубка
137573 - 2 контактной шайбы из ленты 12, которая подается верхними и нижними валками 13. Вырубленная контактная шайба остается в матрице и движется вместе с ползуном 5 к высадочному штампу 2, а направляюший блок 11 под действием пружины отходит вправо и возврашается в первоначальное положение.
Высадочный штамп состоит из помещенных в корпусе 14 направляюшего фланца 15 и стержня 16 с центральным отверстием для прохождения проволоки 8, которая с катушки 17 поступает в фильеру 18, установленную на втулке 19. С помошью пружины 20 прижим 21 прижил1ает проволоку 8 к стержню 16. При движении ползуна 5 влево матрица 6 подходит к фильере и перемешает ее вместе со втулкой 19 влево до упора. Конец проволоки, прижатый прижимом 21 к стержню 16, проходит в отверстие контактной шайбы, находящейся в матрице 6. При дальнейшем движении ползуна 5 влево он скользит по втулке 22 до момента, когда высадочный пуансон 23 под действием штока 24 в ползуне
4загнет и вставит проволоку в контактную шайбу.
После закрепления конца проволоки в контактной шайбе прижим 21 при помощи тяги 25 и кулачка 26 освобождает проволоку S. Ползун
5начинает двигаться вправо и контактная шайба в матрице тянет за собой проволоку. Когда отрезок вытянутой проволоки достигает заданной длины, ножницы 27 отрезают проволоку 8, причем перед отрезком проволоки фильера со втулкой 19 при помощи рычага 23 и тяги 29 отводится влево, чтобы отрезанный конец проволоки не выступал из отверстия фильеры. Контактная шайба с отрезанной проволокой движется в матрице вместе с ползуном вправо и выталкивается из матрицы высадочным пуансоном 23 под действием рычага 30 и кулачка 31.
Привод станка осуществляется от электродвигателя 32. Ползун 4 получает возвратно-поступательное движение от электродвигателя 32 через шестеренчатую передачу, кривошипный вал и шатун 33. Подача ленты 12 для вырубки контактной шайбы производится посредством шестерен 34, 35, 36 и тяги 37. На валике 38 закреплен кулачок 39, сообщающий через передаточные элементы движение клину 40 привода ножниц 27 и установлены два кулачка 41 для перемещения поперечного ползуна 5. Кривошипный вал совершает 60 об/мин. Производительности станка 30 контактных шайб в .
Предмет изобретения
Станок для изготовления контактных шайб и крепления в них плавких вставок электрических предохранителей, отл ич а ющи и ся тем, что, с целью автоматизации процесса, он содержит вырубной штамп длч получения заготовки контактных щайб с отверстием в центре для введения конца плавкой вставки, высадочный штамп для завальцовки конца плавкой вставки в шайбе, снабженный центральным отверстием для подачи к шайбам проволоки, от которой отрезаются плавкие вставки, ножницы для отрезания плавких вставок и привод для последовательного перемещения матрицы к вырубному и высадочному пуансонам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стержневых деталей и сборки их с деталями из листа | 1983 |
|
SU1166865A1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Штамп для изготовления заклепок | 1953 |
|
SU115589A1 |
| Штамп-комбайн | 1960 |
|
SU142622A1 |
| Листоштамповочный многопозиционный пресс-автомат | 1974 |
|
SU548439A1 |
| Устройство для изготовления режущих ножей-линеек для плоских штанцевальных форм | 2022 |
|
RU2791117C1 |
| Автоматическая горизонтальная высадочная машина для безотходной высадки кольцевых деталей из прутка | 1951 |
|
SU96240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| Устройство для изготовления и расклепки штырей в платах | 1990 |
|
SU1719145A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |