Изобретение относится к устройствам для изготовления наконечников, преимущественно кабельных.
Известны устройства для изготовления иако 1ечников, состояидие из верхней и нижней частей, на которых соответственно смонтированы пуансоны плющения, пробивки, отрезки и оправка с вырезной матрицей, имеюигей две режущие кромки.
Цель изобретения - повысить производительность устройства.
Для этого оно снабжено диском, передающим заготовки с позиции на позицию, приводимым во вращение от плунжера устройства, сообщающего также возвратно-поступательное перемещение оправке на позиции плющения. На съемнике на позиции вырезки закреплена пружина, фиксирующая наконечник.
С целью исключения заклинивання подающего диска удлинивщейся после плющения заготовкой устройство на этой позиции снабжено полукольцами с пазами, глубина которых равна величине удлинения заготовки при плющении.
Для повыщения универсальности устройства пуансоны, матрицы, диск, съемники и оправки выполнены сменными.
Кроме того, устройство может быть выполнено многосекционным.
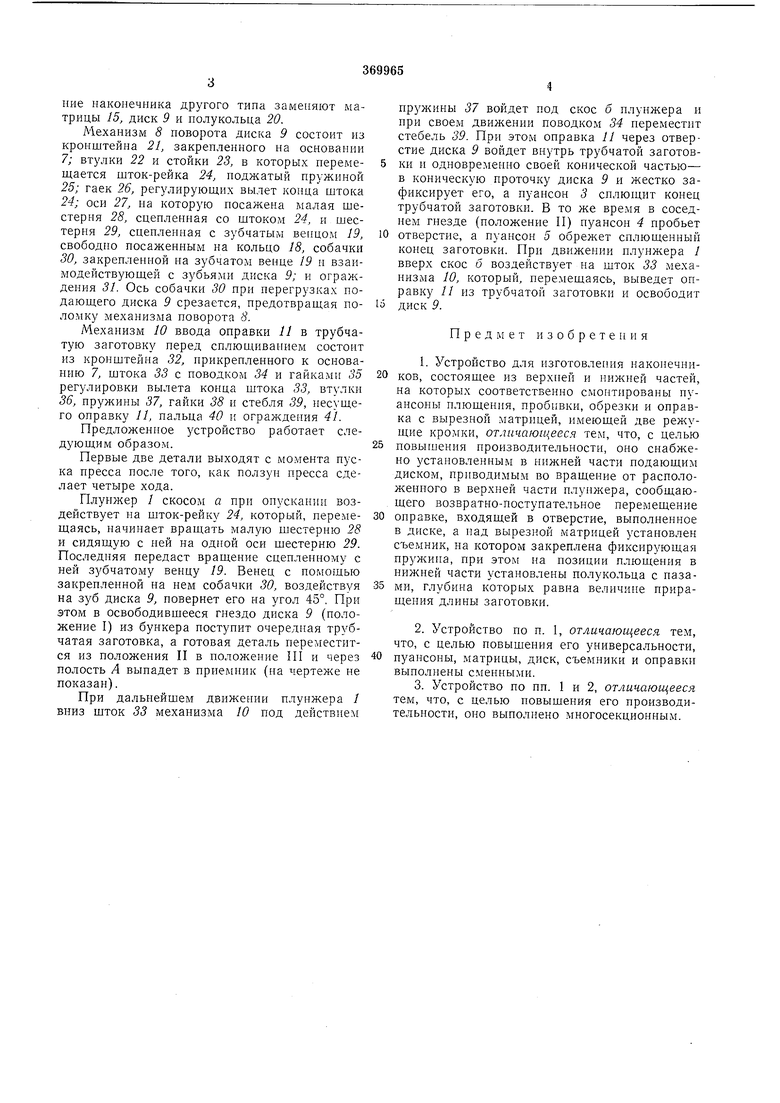
На фиг. 1 изображено предложенное уст2
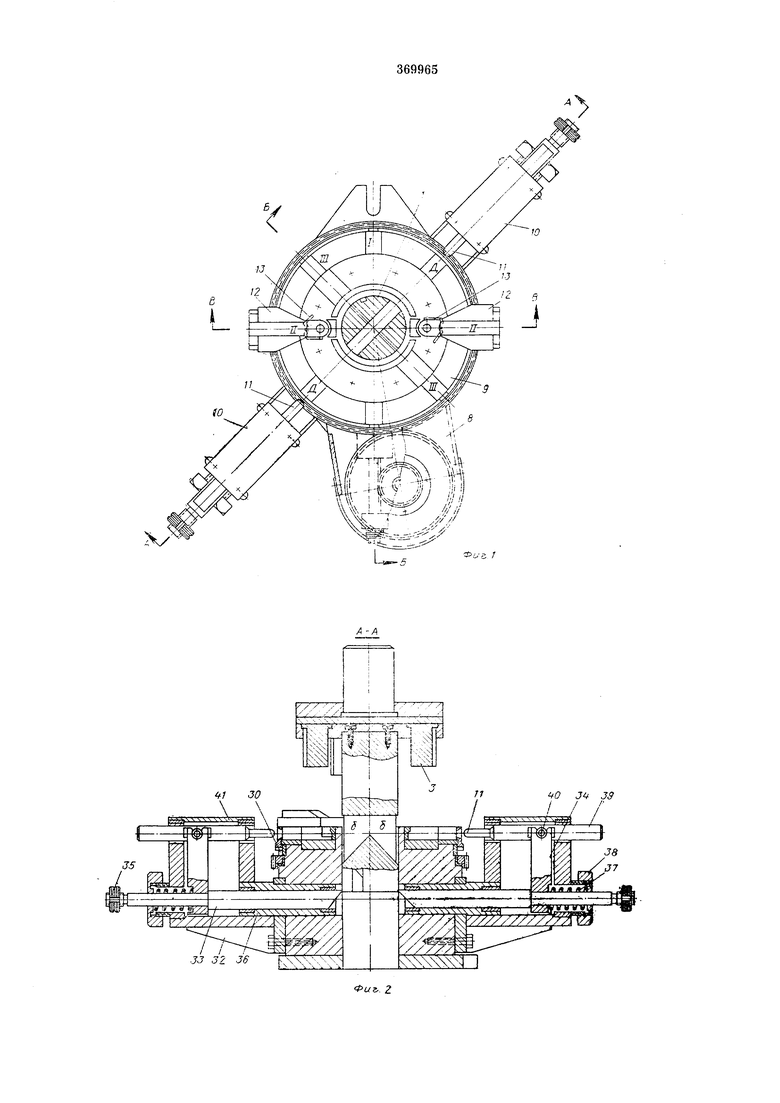
ройство, В1Д Б плане на нижнюю часть; на фиг. 2 - разрез по .4-А на фиг. 1; на фиг. 3 - разрез по 5-Б iia фиг. 1; на фиг. 4 - разрез по В-В на фпг. 1; на фиг. 5 - нако1 еч1 ;к.
К ползуну пресса (на чертеже не показан) крепится плунжер / со скосом а и скосами б, к которому прикреплен пуансонодержатель 2. На нем установлены нуацсопы 3 плющения, два liyaicoiia 4 для пробивкн отверстий и два пуансона 5 обрезю: контура наконечн1 ка.
Нижняя плпта 6 нуансонодержателя 2 с нуансонамг: Л-5 при переходе на изготовление другого тина наконечника меняется. На основании 7 смонтированы механ зм 8 поворота подающего диска 9. два механизма 10 ввода оправок // и трубчатые заготовки перед их сплюиишаннем, два съемника 12 с закрепленными на них пружинами L3 фиксации и загрузочный бункер (на чертеже не показан). Основание 7 крепится фланцем 14 к столу пресса (на чертеже не показан).
В верхгтей части основания 7 установлены матрицы 15, полукольца 6, направляющее кольцо 17 и кольцо 18, на которое опирается зубчатый венец 19 механизма 8 поворота револьверного диска 9. а также ограничительные полукольца 20.
При переналадке устройства на изготовле3
ние наконечника другого типа заменяют матрицы 15, диск 9 и иолукольца 20.
Механизм 8 новорота диска 9 состоит из кронштейна 21, закрепленного на основании 7; втулки 22 и стойки 23, в которых перемещается шток-рейка 24, ноджатый пружиной 25; гаек 26, регулирующих вылет конца штока 24; оси 27, на которую посажена малая шестерня 28, сцепленная со штоком 24, и шестерня 29, сцепленная с зубчатым 19, свободно посаженным на кольцо 18, собачки 30, закрепленной на зубчатом венце 19 н взаимодействуюшей с зубьями диска 9; и ограждения 31. Ось собачки 30 прн перегрузках подающего диска 9 срезается, предотвращая поломку механизма поворота 8.
Механизм 10 ввода оправки 11 в трубчатую заготовку перед сплющиванием состоит из кронштейна 32, нрикрепленного к основанию 7, штока 33 с поводком 34 и гайками 35 регулировки вылета конца штока 33, втулки 36, пружины 37, гайки 38 и стебля 39, несущего оправку 11, пальца 40 и ограждения 41.
Предложенное устройство работает следующим образом.
Первые две детали выходят с момента пуска пресса после того, как ползун пресса сделает четыре хода.
Плунжер / скосом а при опускании воздействует на шток-рейку 24, который, перемещаясь, начинает вращать малую шестерню 28 и сидящую с ней на одной оси шестерню 29. Последняя передаст вращение сцепленному с ней зубчатому венцу 19. Венец с помощью закрепленной на нем собачки 30, воздействуя на зуб диска 9, повернет его на угол 45°. При этом в освободивщееся гнездо диска 9 (положение I) из бункера поступит очередная трубчатая заготовка, а готовая деталь переместится из положения II в положение III и через полость А выпадет в приемник (на чертеже не показан).
При дальнейщем движении плунжера / вниз шток 33 механизма 10 под действием
4
пружины 37 войдет под скос б плунжера и при своем движении поводком 34 нереместит стебель 39. Прн этом оправка 11 через отверстие диска 9 войдет внутрь трубчатой заготовки н одновременно своей конической частью- в коническую проточку диска 9 и жестко зафиксирует его, а пуансон 3 сплющит конец трубчатой заготовки. В то же время в соседнем гнезде (положение II) пуансон 4 пробьет
отверстие, а пуансон 5 обрежет сплющенный конец заготовки. При движении плунжера У вверх скос б воздействует на щток 33 механизма 10, который, перемещаясь, выведет оправку // из трубчатой заготовки и освободит
диск 9.
Предмет изобретения
1.Устройство для изготовления накоиечников, состоящее из верхней и нижней частей,
на которых соответственно смонтированы пуансоны плющения, пробивки, обрезки и оправка с вырезной матрицей, имеющей две режущие кромки, отличающееся тем, что, с целью
повышения производительности, оно снабжено установленным в нижней части подающим диском, приводимым во вращение от расположенного в верхней части плунжера, сообщающего возвратно-поступательное перемещение
оправке, входящей в отверстие, выполненное в днске, а над вырезной матрицей установлен съемник, на котором закреплена фиксирующая пружииа, при этом на позиции плющения в нижней части установлены полукольца с назами, глубина которых равна величине приращения длины заготовки.
2.Устройство по п. 1, отличающееся тем, что, с целью повышения его универсальности,
пуансоны, матрицы, диск, съемники и оправки выполнены сменными.
3.Устройство по пп. 1 и 2, отличающееся тем, что, с целью повышения его производительности, оно выполнено многосекционным.
6--S /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления кабельных наконечников | 1981 |
|
SU963636A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Устройство для изготовления деталей типа наконечников | 1978 |
|
SU749504A1 |
| Комбинированный штамп для изготовления деталей | 1981 |
|
SU986545A2 |
| Устройство для пробивки отверстий в стенках полых изделий | 1991 |
|
SU1821267A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| Способ изготовления деталей из полой заготовки и устройство для его осуществления | 1984 |
|
SU1303225A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Штамп для изготовления деталей типа кабельных наконечников из трубчатых заготовок | 1976 |
|
SU689764A1 |
JJ 3Z 36 19 29 2 27 28 / / / / 31 /
