Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении баллонов объемом от 0,5 до 10 л с одной горловиной и днищем, служащих для хранения сжатых и сжиженных газов под высоким давлением (35-70 бар).
При изготовлении баллонов высокого давления (БВД) основными требованиями являются обеспечение высокой прочности и герметичности баллона, которым в полной мере отвечают цельнометаллические конструкции, состоящие из корпуса с дном и горловиной, изготавливаемые обработкой металлов давлением.
Известны способы изготовления БВД с использованием закатки днища трубных заготовок (RU 2292251, RU 2429930). Такие способы являются весьма трудоемкими, поскольку требуют достаточно сложной технологии герметизации донной части баллона. Так, один из способов (RU 2292251) предполагает герметизацию закатанного полюса, по меньшей мере, однократным нанесением на внутреннюю зону днища специального анаэробного состава с последующей выдержкой до окончания процесса полимеризации состава. Другой способ герметизации днища (RU 2429930) заключается в рассверливании по центру конического отверстия, которое затем заваривают с присадкой сварочной проволоки и зачищают заваренную часть. Также для осуществления закатки необходимы специализированные дорогостоящие закатные машины.
Известны способы изготовления БВД, заключающиеся в установке закладных днищ в предварительно отрезанную трубную заготовку при помощи замковых соединений (RU 2320920, RU 2355500). При этом требуется предварительная калибровка внутреннего диаметра трубы с последующим обжимом и герметизацией стыков (RU 2320920), или герметизация соединения сваркой (RU 2355500), что также неминуемого снизит производительность и повысит трудоемкость изготовления.
Известен способ изготовления БВД из плоской стальной заготовки, осуществляемый с применением ротационной вытяжки с утонением стенки (RU 2354484). Предварительно нагретую заготовку подвергают многопереходной ротационной вытяжке, затем ротационной протяжкой доводят боковую часть корпуса до требуемой толщины и внутреннего диаметра, удаляют неровности на кромке и формируют горловину ротационной закаткой. Такому способу присущи следующие недостатки. Он требует специализированных ротационных машин, являющихся дорогостоящими и требующими высококвалифицированного персонала для обслуживания. Кроме того способ требует большого количества переходов: 7-14 для ротационной вытяжки и 8-16 для ротационной закатки, поэтому также является малопроизводительным.
Ближайшим аналогом к предлагаемому способу является способ изготовления БВД штамповкой из плоской заготовки (RU 2223161). При этом способе исходную круглую заготовку сворачивают в колпак с выпуклым дном. Затем дно дополнительно штампуют для придания ему формы, обеспечивающей устойчивость баллона. Корпус формируют вытяжкой с утонением стенки за 2-6 операций с промежуточными рекристаллизационными отжигами, а горловину - холодным (2-6 операций) или горячим (1-2 операции) обжимом края корпуса. Материалом баллона является малоуглеродистая сталь.
Этот способ имеет несколько недостатков. Использование стальных заготовок ведет к возрастанию массы баллона. Применение вытяжки с утонением стенки без нагрева требует проведения после каждого перехода рекристаллизационного отжига с последующим охлаждением полуфабриката на воздухе. Холодный обжим проводят с рекристаллизационным отжигом через каждые два перехода и низкотемпературным отжигом после последнего перехода. Все это приводит к преобладанию в технологии операций нагрева и охлаждения, существенно увеличивающих время технологического цикла изготовления БВД. Большое количество вытяжек с утонением без нанесения специальных покрытий неизбежно приведет к появлению на поверхности царапин, а при больших деформациях и к налипанию материала заготовки на инструмент (холодной сварке). Кроме того вследствие тяжелого массивного дна такой баллон будет металлоемким.
Известны технические решения изготовления сосудов из алюминиевых сплавов с целью снижения массы (RU 2136425, RU 2175088, RU 2382919), основанные на использовании трубных заготовок. Способ (RU 2136425) предполагает достаточно трудоемкое получение трубной заготовки прессованием слитка совместно с закалкой, холодную деформацию обжимом и окончательную закалку полых изделий, например, полых самолетных тяг. Остальные способы основаны на горячей закатке трубных заготовок, в том числе из термически неупрочняемых алюминиево-магниевых сплавов (RU 2382919), для получения горловин и днищ на внутренней оболочке (лейнере) с последующим нанесением внешней силовой неметаллической оболочки.
Такие способы обладают большим количеством недостатков. Трубный прокат из алюминиевых сплавов весьма дорогостоящий и в 1,5-2 раза дороже, чем листовой. Ротационная закатка горловины и днища в горячую требует поддержания оптимальной температуры в течение достаточно длительного времени при большом количестве переходов для сохранения оптимальной структуры сплава. Качество поверхности баллона будет низким вследствие наличия на днище и горловине следов от закатных роликов, что потребует дополнительной обработки. Способ требует применения специализированных закатных машин, являющихся дорогостоящими и требующими высокой квалификации обслуживающего персонала в сравнении с прессовым оборудованием.
Задачей заявляемого технического решения является разработка упрощенной и более экономичной технологии, обеспечивающей изготовление баллонов, лишенных недостатков, характерных для известного прототипа, а именно, обладающих меньшей массой при сохранении прочностных характеристик.
Задача решена следующим образом: применением вытяжки без утонения стенок при температуре Т=315…340°С к плоской исходной заготовке из алюминиево-магниевого сплава АМг5 или АМгб и последующими штамповочными переходами для утонения стенок с применением антифрикционных присадок. Экспериментальным подбором был определен материал, по своим характеристикам наилучшим образом соответствующий требованиям для изготовления БВД, а именно, термически неупрочняемый алюминиево-магниевый сплав с высоким содержанием магния - АМг5 или АМгб, а также температура нагрева для рекристаллизации сплава. Эти сплавы имеют низкую плотность (ρ=2650 кг/м3) при прочности, в холодном состоянии сопоставимой с низкоуглеродистыми сталями (σв=275…315 МПа), но низкой пластичностью (в отожженном состоянии δ=15…16%). При нагреве до температуры рекристаллизации такие сплавы приобретают свойство высокой пластичности, что позволяет подвергать их обработке глубокой вытяжкой. Технология изготовления баллона основана на известных операциях обработки металлов: давлением и резанием. Преобладание в технологии вытяжек без утонения обеспечивает снижение металлоемкости донной части БВД. У готового изделия толщина стенки составляет 50…65% от толщины дна.
Таким образом, достигнутыми результатами является получение конструкции цельнометаллического БВД, обладающего в 3 раза меньшей массой по сравнению со стальным, с высокими эксплуатационными характеристиками. Качество поверхности штампованных баллонов гораздо выше в сравнении с баллонами, полученными горячей закаткой трубы - на днище и горловине отсутствуют поперечные следы от закатных роликов. Проведенные пневматические испытания баллонов до разрушения показали, что БВД, изготовленные по предлагаемой новой технологии, разрушаются при давлении 25-26 МПа, а БВД, полученные закаткой из трубы, разрушаются при давлении 15-16 МПа. Контроль герметичности донной части методом акустической эмиссии показал, что изготовленные по предлагаемой технологии БВД имеют герметичность дна на уровне 100% от изготовленной партии.
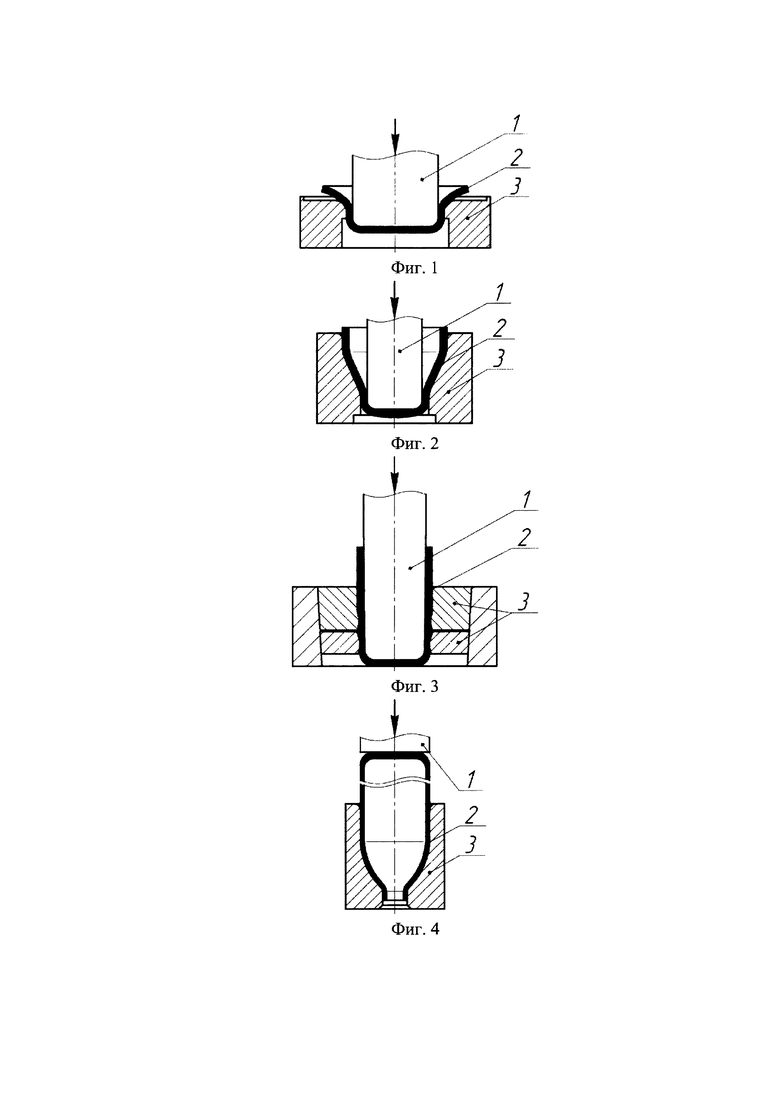
Предлагаемый способ поясняется схемой иллюстрирующей фигурами 1-4 последовательность проведения операций. На фиг. 1 показано сворачивание исходной заготовки в колпак вытяжкой без утонения. На фиг. 2 - формирование корпуса баллона на заданный внутренний диаметр вытяжкой без утонения. На фиг. 3 формирование наружного диаметра корпуса вытяжкой с утонением стенки. На фиг. 4 формирование окончательных размеров верхней части корпуса и горловины баллона.
Предлагаемый способ изготовления БВД осуществляется следующим образом.
Используют, предварительно вырубленную из алюминиевого листа марки АМг5 или АМгб, плоскую круглую исходную заготовку, толщина которой соответствует толщине дна готового баллона. Перед каждой формоизменяющей операцией заготовку предварительно нагревают в печи до температуры рекристаллизации Т=315…340°С. При нагреве предел прочности снижается до 110-130 МПа, а относительное удлинение возрастает до 55-65%, обеспечивая значительную деформацию заготовки за один переход и сокращение количества штамповочных переходов.
Первой операцией (фиг. 1) проводят вытяжку без утонения стенки, получая полый колпак с плоским дном. Затем следует еще 3-5 последующих переходов вытяжки без утонения в горячем состоянии (фиг. 2), окончательно оформляющих внутренний диаметр корпуса с сохранением исходной толщины стенки. Полученный полуфабрикат подвергают 1-2 переходам вытяжки с утонением стенки (фиг. 3), увеличивая высоту, уменьшая толщину стенки и обеспечивая окончательное значение наружного диаметра корпуса.
Вытяжные операции проводят на гидравлическом прессе в штампе жестким пуансоном, с небольшим углом конусности для облегчения съема заготовки, через одну или несколько матриц. Вытяжные матрицы и пуансоны предварительно покрывают антифрикционной композицией с фторсодержащими поверхностно-активными веществами для уменьшения трения. Технология нанесения покрытия заимствована из пат. RU 2384600 и заключается в следующем. Поверхность очищается и обезжиривается растворителем, затем сушится (Т=110…120°С, t=30 мин). Для нанесения покрытия инструмент погружают в раствор фтортензидной композиции (t=60 мин), следя за тем, чтобы он не контактировал с воздухом. Для закрепления покрытия инструмент сушат (Т=110…120°С, t=60 мин). После каждых 150-200 отштампованных изделий необходимо повторное нанесение покрытия.
После вытяжных операций у полуфабриката отрезают неровную кромку на металлорежущем станке. Далее на гидравлическом прессе в штампе выполняют горячий обжим (Т=315…340°С), за 2-4 перехода (фиг. 4) придавая требуемую форму скругления по радиусу верхней части корпуса и горловину требуемого диаметра. У полученного БВД нарезают резьбу на металлорежущем оборудовании.
Конкретный пример осуществления способа показан для изготовления баллона объемом 1 л. Заготовка в форме кружка имеет диаметр 255 мм, толщину 7 мм и изготавливается вырубкой в штампе из листа марки АМг5 по ГОСТ 21631-76. Далее проводят четыре вытяжки без утонения, соответственно (фиг. 1, 2), на диаметры d1=178,5 мм; d2=132,1 мм; d3=103,0 мм; d4=83,0 мм и две вытяжки с утонением стенки (фиг. 3) на диаметры d5=79,0 мм и d6=76,0 мм с нагревом до температуры Т=340°С. По результатам проведенных авторами экспериментальных исследований технологии изготовления БВД толщина стенки полуфабриката после последней вытяжки в верхнем сечении составила 3,5 мм, а в нижнем 4,5 мм. Затем на металлорежущем станке обрезают неровную кромку и осуществляют горячий обжим (фиг. 4) за 2 перехода оформляя горловину диаметром dг=30 мм, в которой потом нарезают резьбу. В БГТУ «ВОЕНМЕХ» по предлагаемой технологии была изготовлена опытная партия БВД объемом 1 л в количестве 200 штук. БВД других типоразмеров изготавливают аналогичным способом.
Новизной предложенного способа изготовления является применение плоской круглой заготовки из трудно деформируемого сплава АМг5 или АМгб, штампуемой для оформления корпуса баллона преимущественно операциями вытяжки без утонения стенки с нагревом до температуры рекристаллизации (Т=315…340°С) при покрытии рабочего инструмента антифрикционной композицией с фторсодержащими поверхностно-активными веществами.
Совокупность отличительных признаков позволила обеспечить получение качественного БВД, обладающего высокой надежностью и удобством в эксплуатации. Изготовленный из плоской заготовки цельный баллон не требует герметизации закатанного участка или сварного соединения в донной части. Плоская форма дна, по сравнению с выпуклой после закатки, повысит устойчивость баллона в вертикальном положении. Баллоны из сплавов группы АМг почти в 3 раза легче стальных. По сравнению с закаткой изготовление БВД на гидравлических прессах обладает высокой производительностью и простотой обслуживания оборудования, что делает способ более технологичным.
В БГТУ «ВОЕНМЕХ» по предлагаемой технологии была изготовлена опытная партия БВД объемом 1 л в количестве 200 штук. БВД других типоразмеров изготавливают аналогичным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ ВЫСОКОГО ДАВЛЕНИЯ | 2002 |
|
RU2223161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2343341C2 |
| Способ изготовления стальных корпусов для углекислотных огнетушителей | 2019 |
|
RU2705278C1 |
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2382919C2 |
| СТАЛЬНОЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2334910C1 |
| Баллон высокого давления (варианты) и способ его изготовления (варианты) | 2007 |
|
RU2758470C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ изготовления баллонов | 1991 |
|
SU1750797A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении баллонов высокого давления из алюминиевых сплавов АМг5 и Амг6. Способ изготовления заключается в последовательном превращении плоской заготовки в колпак с плоским дном вытяжкой без утонения стенок. Перед каждым вытяжным переходом заготовку нагревают в печи до температуры рекристаллизации. Инструмент покрывают антифрикционной композицией с фторсодержащими поверхностно-активными веществами. У полученного полого полуфабриката обрезают кромку и проводят обжим за 2-4 перехода в горячем состоянии и придают требуемую форму верхней части корпуса с горловиной. Затем в ней нарезают резьбу для установки запорной арматуры. Повышается качество баллонов. 4 ил.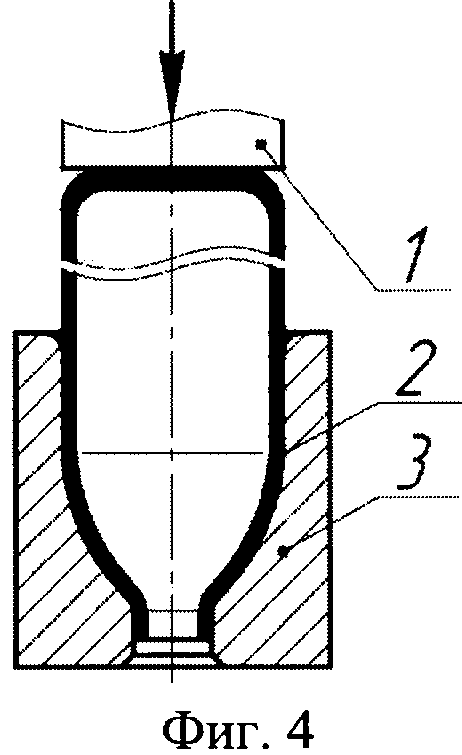
Способ изготовления баллонов высокого давления из плоской круглой заготовки, включающий операции нагрева, обработки заготовки давлением и обработки резанием, с получением колпака с дном, затем колпак в нагретом состоянии подвергают многопереходной вытяжке до образования цилиндрического корпуса с днищем, далее формируют верхнюю часть корпуса с образованием горловины, в которой потом нарезают резьбу, отличающийся тем, что в качестве материала баллона используют термически неупрочняемый алюминиевый сплав марки АМг-5 или АМг-6, инструмент для выполнения штамповочных операций покрывают антифрикционной композицией, включающей фторсодержащие поверхностно-активные вещества, формируют колпак с плоским днищем, корпус формируют вытяжкой колпака без утонения стенок за 3-5 переходов с исходной толщиной и нужным внутренним диаметром и окончательно оформляют размеры 1-2 переходами вытяжки с утонением стенок, горловину формируют обжимом за 2-4 перехода с нагревом заготовки на каждой операции обработки давлением до температуры рекристаллизации, равной 315…340°С.
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2175088C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2382919C2 |
| Способ изготовления баллонов | 1989 |
|
SU1712029A1 |
| US 5463886 A, 07.11.1995. | |||

