| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ РЕЕК ЗУБЧАТО-РЕЕЧНОГО ПРИВОДА ВАЛКОВ РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2460597C1 |
| КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ВЫРЕЗАНИЯ "ОКНА" В ОБСАДНОЙ КОЛОННЕ | 2009 |
|
RU2441132C2 |
| Установка для пробивки отверстий в трубе | 1959 |
|
SU133454A1 |
| Станок для холодной гибки труб большого диаметра | 1976 |
|
SU633639A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ | 2006 |
|
RU2328369C2 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ЭЛЕМЕНТОВ И ИНСТРУМЕНТОВ (ВАРИАНТЫ) | 2005 |
|
RU2307859C2 |
| Инструмент для полирования асферических линз | 1977 |
|
SU1000243A1 |
| Станок для непрерывной прокатки из прутка деталей типа тел вращения | 1976 |
|
SU763026A1 |
| УСТРОЙСТВО НАСТРОЙКИ ПОЛОЖЕНИЯ ФРЕЗЫ | 2014 |
|
RU2576064C1 |
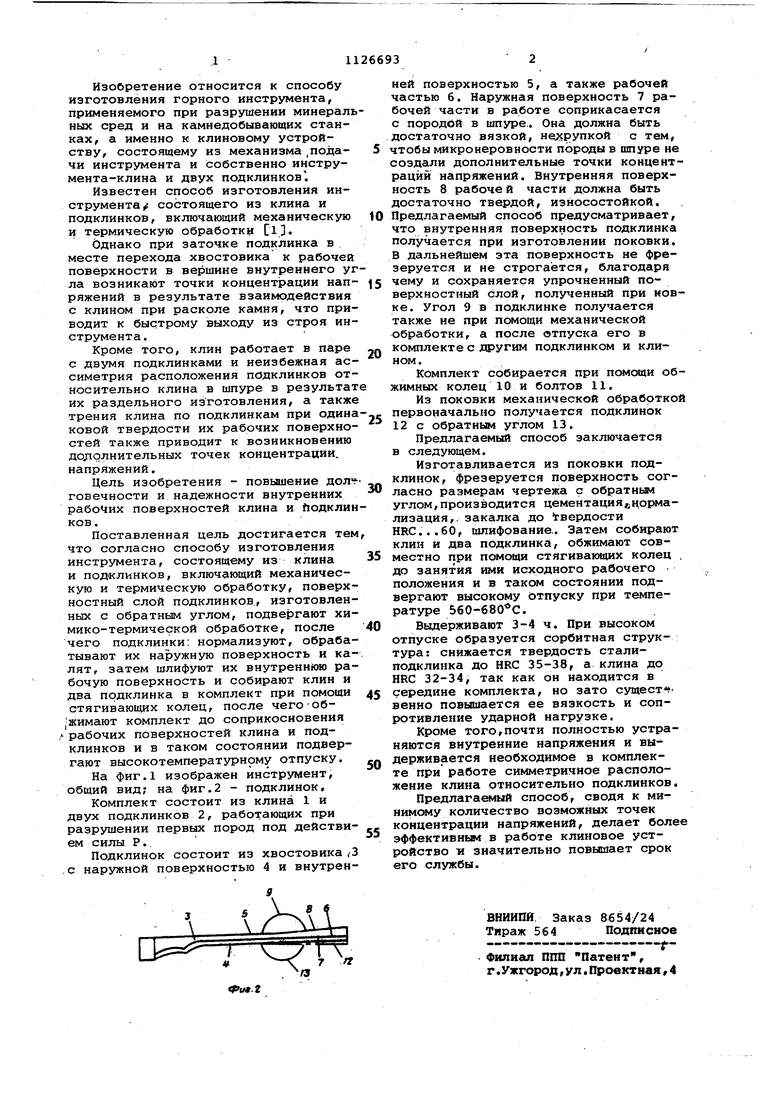
СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА, состоящего из клина и подклинков / включающий механическую и тёрмйческую обработку, отличающийся тем, что, с целью повышения долговечности и надежности инструмента, поверхностный слой подклинков, изготовленных с обратным углом, подвергают химико-термической обработке, после чего подклинки нормализуют, обрабатывают их наружную поверхность и калят, затем шлифуют их внутреннюю рабочую поверхность и собирают клин и два подклинка в комплект при помощи стягивакицих колец после чего обжимают комплект до соприкосновения рабочих поверхностей клина и подклинков и в таком состоянии подвергают высокотемпературному отпуску. 9 Ф О9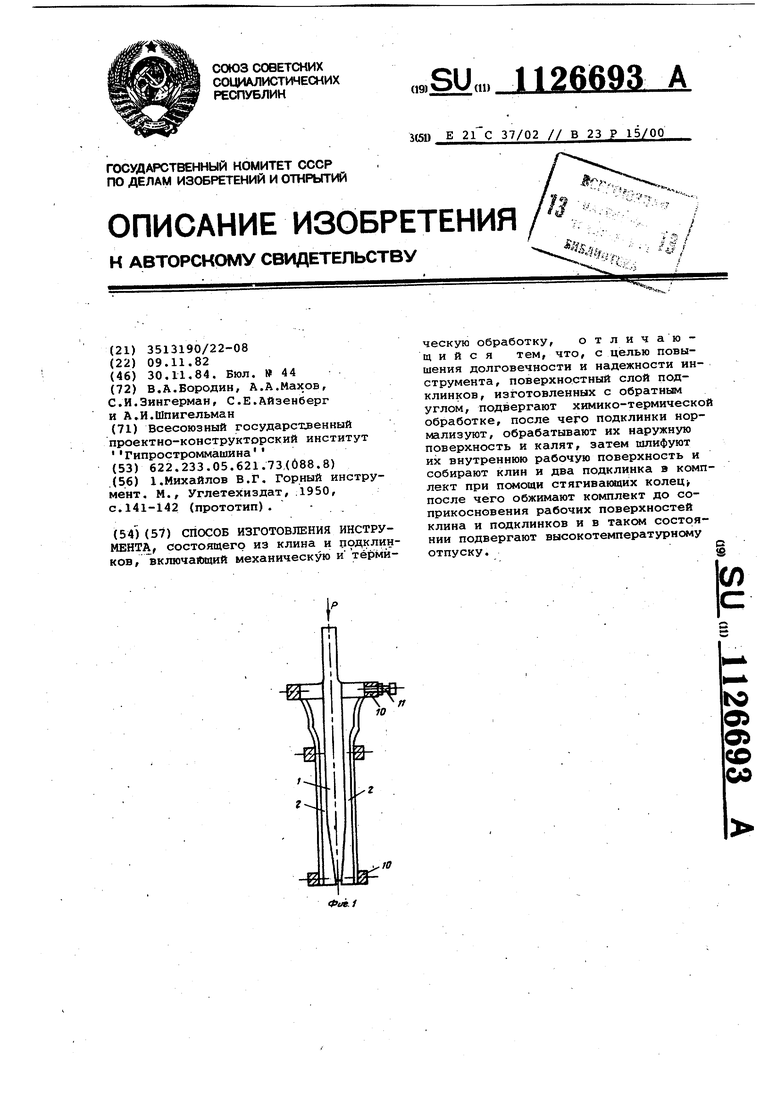
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Горный инструмент | |||
| М., Углетехиздат, ;1950, с.141-142 (прототип) | |||
