Изобретение относится к области прокатного производства, а точнее к устройству для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб.
Передача знакопеременных моментов прокатки от калибров валков к неподвижной станине осуществляется через зубчато-реечные приводы. Оптимальная холодная прокатка труб выполняется при максимально возможном совпадении катающих диаметров калибров валков с делительной окружностью шестерен.
Для этого зубчато-реечные приводы валков клети снабжены устройствами для поперечного перемещения реек привода валков рабочей клети стана холодной прокатки труб.
Из известных наиболее близким по технической сущности является устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб, описанное в патенте Великобритании №1261106, кл. B21B 21/00, заявл. 09.04.68 г., опубл. 19.01.72 г.
Известное устройство содержит перемещаемый винтом подвижный клин, с наклонной поверхностью которого взаимодействует подклинок, и фиксирующие рейку клинья. Ось винта расположена параллельно наклонной поверхности клина. Винт вращается, но не смещается продольно.
Недостаток известной конструкции устройства для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб заключается в том, что при настройке положения рейки по высоте одной парой, клин-подклинок, происходит параллельное смещение венца рейки. Это не позволяет обеспечить минимальные боковые зазоры в зацеплении рейка-шестерня по всей длине хода рабочих валков изначально и в процессе эксплуатации. Повышенный боковой зазор в реечном зацеплении снижает надежность и долговечность стана холодной прокатки труб.
Другим недостатком известной конструкции устройства является то, что установка под рейку одного клина и одного подклинка обуславливает применение длинной клиновой пары - длина клина и подклинка должна быть соизмерима с длиной рейки. Это приводит к увеличению габаритов клинового соединения по высоте и длине, повышению металлоемкости оборудования.
Следующим недостатком известного устройства является то, что при настройке положения рейки по высоте посредством одного клина с подклинком необходима высокая точность совпадения делительной окружности шестерни привода валков со средней линией рейки. Для этого необходимо изготавливать с высокой точностью сопрягаемые детали: рейку, клин, подклинок, детали клети и станины, что ведет к увеличению трудоемкости изготовления оборудования стана.
Задача настоящего изобретения состоит в создании устройства для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб, позволяющего повысить надежность и долговечность рабочей клети за счет раздельного смещения клиньев устройства и обеспечения минимальных боковых зазоров в зацеплении рейка-шестерня.
Следующей задачей изобретения является уменьшение габаритов клинового соединения устройства по высоте и упрощение изготовления клиньев и подклинка, позволяющих снизить его металлоемкость и трудоемкость изготовления.
Поставленная задача достигается тем, что устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб, содержащее подвижный клин, перемещаемый винтом, зафиксированным от продольного смещения, подклинок, взаимодействующий с наклонной поверхностью подвижного клина, и фиксирующие рейку клинья, согласно изобретению снабжено дополнительным подвижным клином, расположенным навстречу имеющемуся и вращающейся гайкой, установленной на винте в одном из клиньев, а подклинок выполнен с двумя симметричными наклонными поверхностями под наклонные поверхности подвижных клиньев, при этом винт выполнен с левой и правой резьбами, взаимодействующими с соответствующими резьбовыми отверстиями клина и гайки, причем рейка и подклинок зафиксированы от продольного смещения.
Такое конструктивное выполнение устройства для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб позволяет повысить надежность и долговечность рабочей клети, снизить металлоемкость и трудоемкость изготовления оборудования стана.
Повышение надежности и долговечности устройства достигается путем улучшения качества настройки рабочей клети за счет возможности раздельного смещения клиньев устройства для поперечного перемещения реек привода. При этом установка реек параллельно направлению движения шестерни привода валков позволяет обеспечить минимальные боковые зазоры в зацеплении рейка-шестерня по всей длине хода валков клети. Установка реек с наклоном применяется для компенсации неравномерного износа реек, что позволяет минимизировать боковые зазоры в зацеплении рейка-шестерня при эксплуатации стана.
Снижение металлоемкости и трудоемкости изготовления оборудования достигается уменьшением габаритов клинового соединения по высоте ~ на 50%, а также упрощением изготовления клиньев и подклинка за счет снижения требований к допускным отклонениям углов уклонов клиньев и подклинка. Большие отклонения углов от номинала компенсируются возможностью изменения наклона рейки за счет раздельного смещения клиньев.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
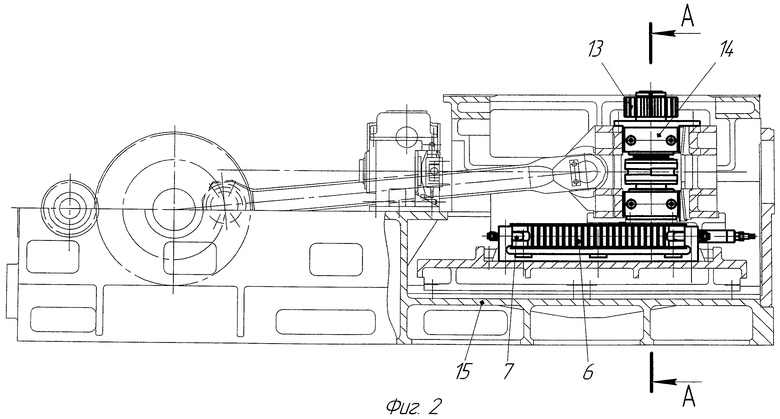
на фиг.1 изображено устройство для поперечного перемещения рейки привода валков рабочей клети стана холодной прокатки труб;
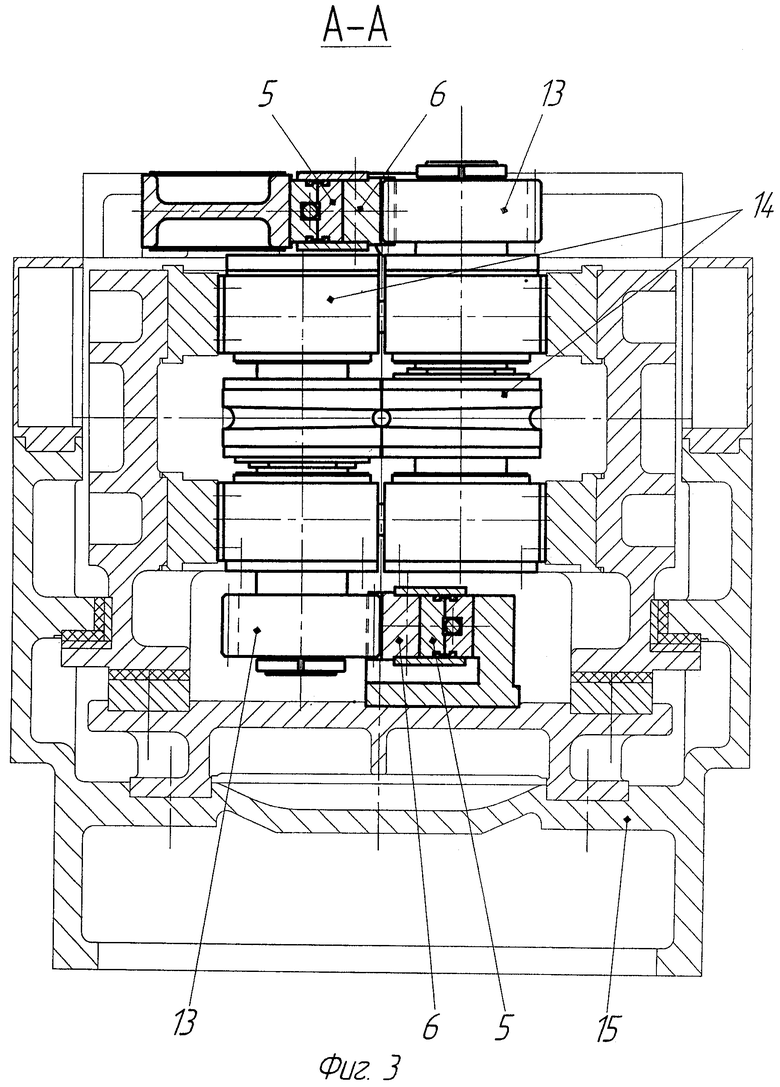
на фиг.2 - расположение устройства для поперечного перемещения рейки привода валков рабочей клети в стане холодной прокатки труб;
на фиг.3 - разрез A-A на фиг.2.
Устройство для поперечного перемещения рейки зубчато-реечного привода валков рабочей клети стана холодной прокатки труб содержит подвижный клин 1, перемещаемый винтом 2, зафиксированным своим выступом 3 от продольного смещения в пазу 4 подклинка 5, и фиксирующие рейку 6 клинья 7. Рейка 6 установлена в корпусе 8, ограничивающем ее от продольного смещения. Навстречу подвижному клину 1 расположен дополнительный подвижный клин 9. На винте 2 в подвижном клине 1 установлена вращающаяся гайка 10. Подклинок 5 выполнен с двумя симметричными поверхностями 11 под наклонные поверхности 12 подвижных клиньев 1, 9. Винт 2 выполнен с левой и правой резьбами, взаимодействующими с соответствующими резьбовыми отверстиями клина 9 и гайки 10. Рейки 6 находятся в зацеплении с шестернями 13 валков 14 и зафиксированы от продольного смещения в станине 15 рабочей клети. Подклинок 5 зафиксирован в зубчатой рейке 6 выступами 16 от продольного смещения.
Устройство работает следующим образом.
Перед прокаткой для каждого валка рабочей клети выполняется настройка положения средней линии зубьев рейки 6 относительно делительной окружности шестерни 13 для установки нормальных боковых зазоров в зубчато-реечном зацеплении по всей длине хода валков 14 рабочей клети.
Настройка осуществляется следующим образом. Два клина 7 отводятся от рейки 6 и освобождают ее в поперечном направлении. Вращением винта 2 синхронно в противоположных направлениях перемещаются подвижные клинья 1, 9, которые воздействуют своими наклонными поверхностями 12 с наклонными поверхностями 11 подклинка 5. При этом рейка 6 под одновременном воздействии клиньев 1, 9 получает поперечное перемещение без изменения угла наклона. Рейку 6 подводят к шестерне 13 рабочего валка 14, периодически проверяя боковые зазоры, например щупом, для чего последовательно устанавливают рабочую клеть в крайние положения.
На этом этапе возможны три варианта боковых зазоров в реечном зацеплении:
I вариант - боковые зазоры в левом и правом положениях валков 14 клети (см. фиг.1) находятся в допускаемых пределах. В этом случае затягиваются фиксирующие рейку 6 клинья 7, устройство настроено и готово к эксплуатации;
II вариант - боковой зазор в левом положении валков 14 клети в пределах допуска, а в правом положении - выше допускаемого значения. В этом случае необходимо развернуть рейку 6 против часовой стрелки. Это достигается вращением винта 2 вместе с гайкой 10 против часовой стрелки. При вращении винта 2 вместе с гайкой 10 происходит смещение подвижного клина 9, при этом подвижный клин 1 не смещается. После получения нормальных боковых зазоров в левом и правом положениях валков 14 клети затягивают фиксирующие клинья 7 и устройство готово к работе;
III вариант - боковой зазор в правом положении валков 14 клети в пределах допуска, а в левом положении - выше допускаемого значения. В этом случае необходимо развернуть рейку 6 по часовой стрелке. Это достигается вращением гайкой 10 по часовой стрелке при зафиксированном винте 2. При вращении гайки 10 и зафиксированном винте 2 происходит смещение подвижного клина 1, подвижный клин 9 остается на месте и не смещается. Разворот рейки 6 осуществляют до получения нормальных боковых зазоров в реечном зацеплении по всей длине хода валков 14 рабочей клети. Затем выполняют затяжку фиксирующих рейку 6 клиньев 7. Устройство готово к работе.
По мере эксплуатации износ зубьев шестерни 13 и рейки 6 происходит неравномерно по длине хода валков 14 рабочей клети, появляются повышенные боковые зазоры на конце рейки 6. Возникает необходимость подстройки положения рейки 6, что легко осуществляется одним из описанных выше вариантов.
При переходе на прокатку труб по другому маршруту с другим катающим диаметром валок 14 получает соответствующее радиальное смещение, перемещая вместе с собой шестерню 13. Это ведет к необходимости перенастройки боковых зазоров в реечном зацеплении, к соответствующему поперечному смещению рейки 6. В этом случае выполняются последовательно все необходимые описанные выше операции.
Предложенное устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб по сравнению с известными позволяет повысить надежность и долговечность оборудования за счет возможности раздельного смещения клиньев устройства и обеспечения минимальных боковых зазоров в зацеплении рейка-шестерня. Кроме того, конструктивное выполнение предлагаемого устройства позволяет снизить металлоемкость и трудоемкость изготовления оборудования рабочей клети за счет уменьшения габаритов клинового соединения по высоте и упрощения изготовления клиньев и подклинка, не требующих высокой точности углов их уклонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2015 |
|
RU2601724C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2487771C1 |
| Рабочая клеть стана холодной прокатки труб | 2019 |
|
RU2720330C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2380180C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2488454C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU727244A1 |
| Зубчато-реечный привод валков стана периодической прокатки труб | 1991 |
|
SU1808431A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
Изобретение предназначено для повышения надежности и долговечности устройства для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб. Устройство содержит подвижный клин, перемещаемый винтом, зафиксированным своим выступом от продольного смещения в пазу подклинка, фиксирующие рейку клинья. Рейка установлена в корпусе, ограничивающем ее от продольного смещения. Возможность раздельного смещения клиньев и обеспечения минимальных боковых зазоров в зацеплении рейка-шестерня, снижение металлоемкости и трудоемкости изготовления оборудования рабочей клети за счет уменьшения габаритов клинового соединения по высоте и упрощения изготовления клиньев и подклинка, не требующих высокой точности углов их уклонов, обеспечиваются за счет того, что навстречу подвижному клину расположен дополнительный подвижный клин. На винте в подвижном клине установлена вращающаяся гайка. Подклинок выполнен с двумя симметричными поверхностями под наклонные поверхности подвижных клиньев. Винт выполнен с левой и правой резьбами, взаимодействующими с соответствующими резьбовыми отверстиями клина и гайки. Рейки находятся в зацеплении с шестернями валков. Подклинок зафиксирован в зубчатой рейке выступами от продольного смещения. 3 ил.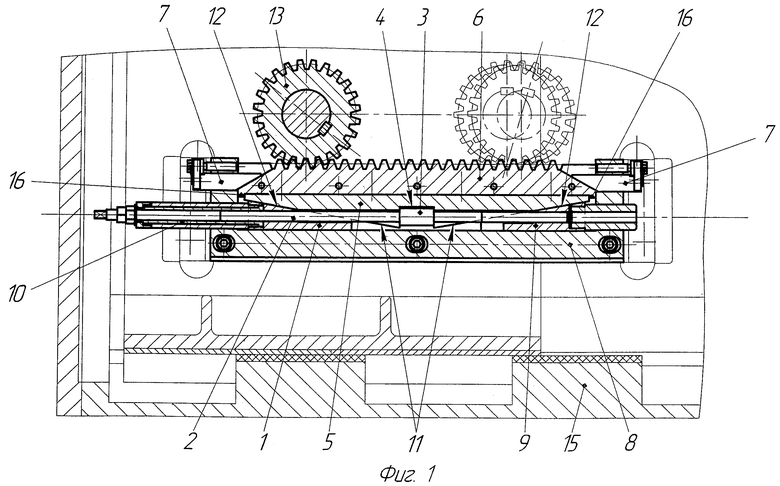
Устройство для поперечного перемещения реек зубчато-реечного привода валков рабочей клети стана холодной прокатки труб, содержащее подвижный клин, перемещаемый винтом, зафиксированным от продольного смещения, подклинок, взаимодействующий с наклонной поверхностью подвижного клина, и фиксирующие рейку клинья, отличающееся тем, что оно снабжено дополнительным подвижным клином, расположенным встречно имеющемуся подвижному клину, и вращающейся гайкой, установленной на винте в одном из клиньев, а подклинок выполнен с двумя симметричными наклонными поверхностями под наклонные поверхности подвижных клиньев, при этом винт выполнен с левой и правой резьбами, взаимодействующими с соответствующими резьбовыми отверстиями клина и гайки, а рейка и подклинок зафиксированы от продольного смещения.
| Многопороговый логический элемент (его варианты) | 1983 |
|
SU1261106A1 |
| Привод валков стана холодной прокатки труб | 1978 |
|
SU759159A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU337166A1 |
| Привод валков рабочей клети прокатного стана | 1982 |
|
SU1072936A1 |

