Изобретение относится к конструктивным элементам деревообрабатывающих станков и предназначено для настройки фрезы на величину снимаемого припуска.
Рабочие валы фрезерных деревообрабатывающих станков с целью повышения жесткости конструкции и виброустойчивости устанавливают, как правило, на станину неподвижно, реже с однокоординатной настройкой в вертикальной плоскости.
Известно устройство, перемещающее режущий инструмент, с двух- или трехкоординатной настройкой, при этом шпиндель приводится в движение непосредственно от двигателя. Вертикальное перемещение шпинделя осуществляется с помощью винта, а фиксируется стопором (см. Амалицкий В.В. Деревообрабатывающие станки и инструменты: Учебник для средн. проф. образования / В.В. Амалицкий, В.В. Амалицкий. - М.: Издательский центр «Академия», 2002. - 400 с. - С.
233).
Известен шпиндельный узел фрезерного станка с нижним расположением шпинделя. Перемещение шпинделя по высоте осуществляется за счет винтовой пары (см. Амалицкий В,В. Деревообрабатывающие станки и инструменты: Учебник для средн. проф. образования / В.В. Амалицкий, В.В. Амалицкий. - М.: Издательский центр «Академия», 2002. - 400 с. - С. 233-235).
Известен механизм настройки верхнего горизонтального суппорта четырехстороннего продольно-фрезерного станка. Суппорт перемещают вращением маховичка установленного на винте, и одновременно считывают величину перемещения по шкале (см. Коротков В.И. Деревообрабатывающие станки: Учебник для нач. проф. образования / Виктор Иванович Коротков. - М.: Издательский центр «Академия», 2003. - 304 с. - С. 175).
Недостаток известных устройств - низкая точность установки инструмента, задаваемая шагом винта.
Известен механизм настройки положения фрез типа «ласточкин хвост» от маховиков (см. патент RU 2497661, кл. В27С 9/04, опубл. 10.11.2013). Недостатком известного механизма, а также и других механизмов настройки с применением направляющих различной формы, является сложность их изготовления и обеспечения точности выполнения размеров на длине контакта сопрягаемых деталей.
Задачей изобретения является устранение указанных недостатков. Технический результат заключается в применении суппорта маятникового типа, площадь контактирующих поверхностей деталей которого меньше, чем у механизмов с направляющими элементами, в применении кривошипно-шатунного механизма для перемещения суппорта и фрезы, передаточное отношение которого повышает точность установки фрезы, в установке суппорта на одной оси с валом двигателя, что обеспечивает перемещение суппорта без изменения натяжения ремня.
Поставленная задача решается, а технический результат достигается тем, что устройство настройки положения фрезы содержит суппорт маятникового типа, между подвижных пластин которого, закрепленных на оси вращения, в подшипниковых опорах установлен рабочий вал с фрезой, соединенный ременной передачей с двигателем. Ось вращения суппорта совпадает с осью двигателя, а шатун кривошипно-шатунного механизма, установленного на станине, одним концом соединен шарниром с осью, закрепленной в одной из подвижных пластин суппорта, а другим концом через шарнир с винтовой парой.
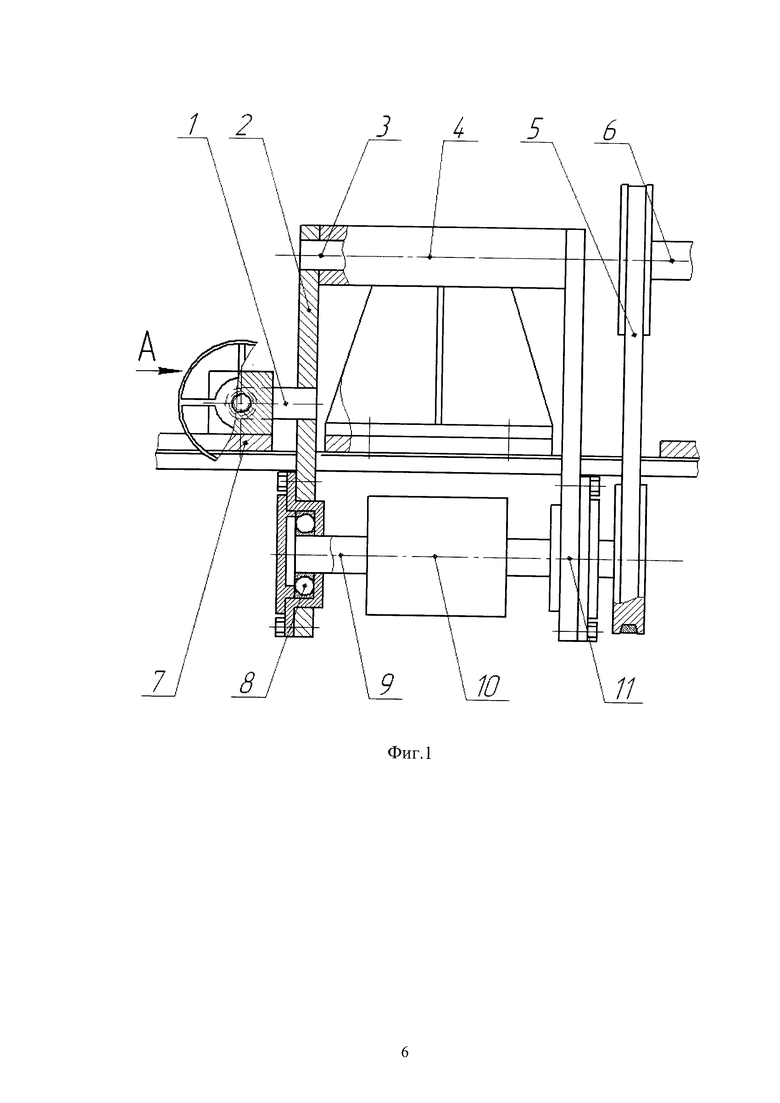
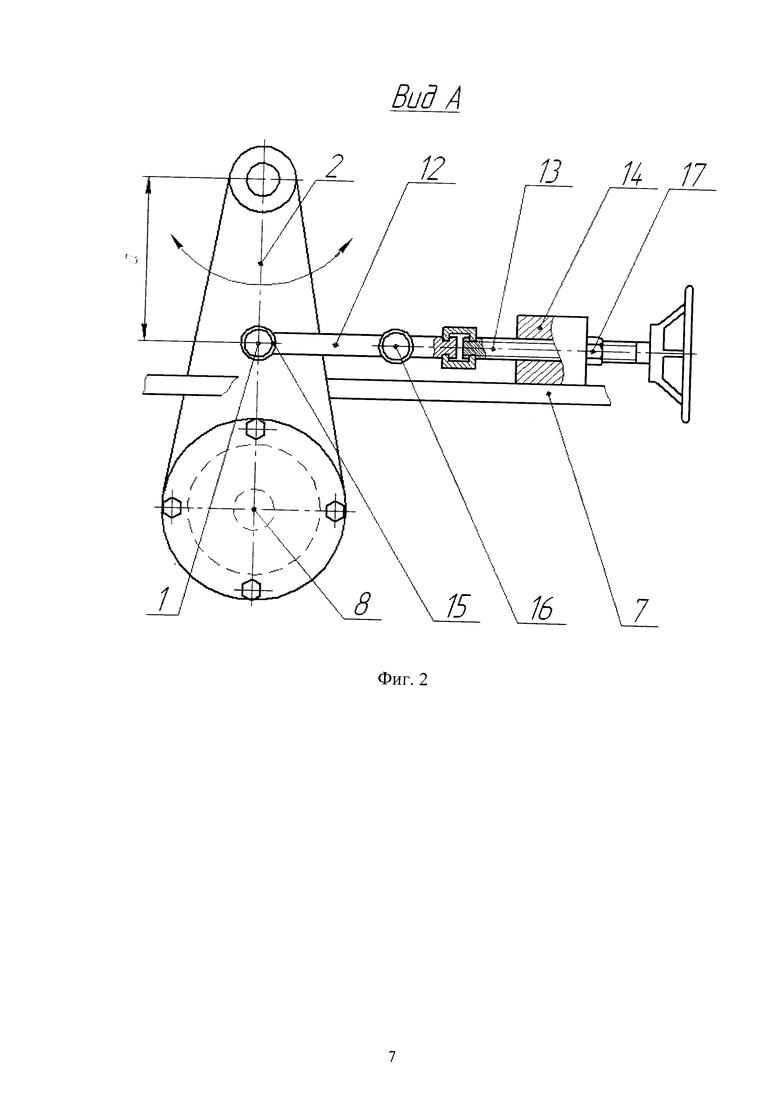
На чертеже фиг. 1 и фиг. 2 представлено предлагаемое устройство настройки положения фрезы. На чертеже фиг. 1 показан вид устройства спереди, на чертеже фиг. 2 показан вид устройства сбоку.
Устройство содержит суппорт 4, соединенный с двигателем ременной передачей 5. Суппорт установлен на станине 7 так, что ось его вращения 3 совпадает с осью вращения вала двигателя 6. Между закрепленных на оси вращения пластин 2 и 11 в подшипниковых опорах 8 расположен рабочий вал 9 с установленной на нем фрезой 10. Подвижная пластина 2 соединена осью 1 через шарнир 15 с шатуном 12, другой конец шатуна соединен через шарнир 16 с винтовой парой 13, 14. Расстояние (а) между осью вращения суппорта 3 и осью 1, соединяющей пластину с шатуном, является длиной кривошипа.
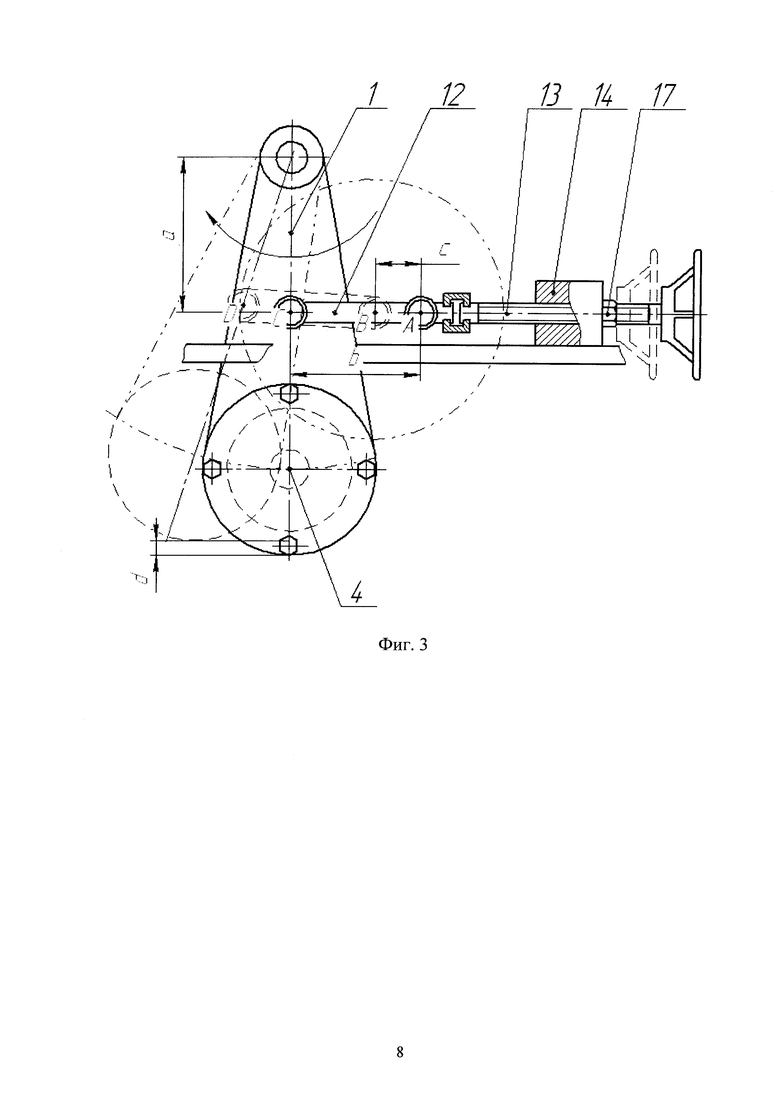
На чертеже фиг. 3 представлена схема работы устройства. Устройство настройки положения фрезы работает следующим образом. При настройке фрезы на заданный размер обработки детали отворачивают гайку 17 и вращая маховиком винт 13 перемещают шатун 12, который, передавая усилие от вращения винта, перемещает пластину 2, а вместе с нею вал 9 и фрезу 10 по окружности относительно оси 3. После завершения настройки положение винта 13 стопорится гайкой 17.
На схеме фиг. 3 штрихпунктирными линиями показано положение, которое займет суппорт при перемещении винта на расстояние (с). Фреза по вертикали переместится на расстояние, равное (d).
Передаточное отношение механизма зависит от отношения длины кривошипа (расстояние а) к длине шатуна: чем больше длина кривошипа по отношению к длине шатуна, тем больше передаточное отношение механизма настройки. В принятой схеме а=48 мм, b=40 мм, с=14 мм, d=4,5 мм.
i=14:4,5=3,1. Передаточное отношение механизма 3:1.
В данном примере применение кривошипно-шатунного механизма для позиционирования фрезы повысило точность настройки на размер в 3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1993 |
|
RU2038198C1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| Зубофрезерный станок | 1989 |
|
SU1773606A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Станок для суперфиниширования дорожек качения внутреннего кольца двухрядного сферического роликового подшипника | 1984 |
|
SU1219326A1 |
| Станок для сверления отверстий в щитовых деталях | 1976 |
|
SU644619A1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
Изобретение относится к конструктивным элементам деревообрабатывающих станков и предназначено для настройки фрезы на величину снимаемого припуска. Устройство настройки положения фрезы содержит суппорт маятникового типа, между подвижных пластин которого, закрепленных на оси вращения, в подшипниковых опорах установлен рабочий вал с фрезой, соединенный ременной передачей с двигателем. Ось вращения суппорта совпадает с осью двигателя, а шатун кривошипно-шатунного механизма, установленного на станине, одним концом соединен шарниром с осью, закрепленной в одной из подвижных пластин суппорта, а другим концом через шарнир с винтовой парой. Изобретение позволяет повысить точность настройки положения фрезы и снизить расходы на изготовление устройства. 3 ил.
Устройство настройки положения фрезы, содержащее суппорт маятникового типа, между подвижных пластин которого, закрепленных на оси вращения, в подшипниковых опорах установлен рабочий вал с фрезой, соединенный ременной передачей с двигателем, отличающееся тем, что ось вращения суппорта совпадает с осью двигателя, а шатун кривошипно-шатунного механизма, установленного на станине, одним концом соединен шарниром с осью, закрепленной в одной из подвижных пластин суппорта, а другим концом через шарнир с винтовой парой.
| СТАНОК ДЛЯ ОБРАБОТКИ БРЕВЕН | 2012 |
|
RU2497661C1 |
| Станок для суперфинишной обра-бОТКи жЕлОбОВ КОлЕц шАРиКОВыХ пОд-шипНиКОВ | 1979 |
|
SU848305A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| Зубофрезерный станок | 1989 |
|
SU1773606A1 |
| US 20100154931 A1, 24.06.2010 | |||
| US 7066222 B2, 27.06.2006. | |||

