Предметом изобретения является устаковка для пробивки отверстий в трубе, состоящая в основном из пресса, на котором установлен штаМп с консольной матрицей, входящей в трубу, а также механизмов подачГ и поворота последней.
Известные установки подобного рода обычно не обеспечивают создания достаточно жесткого упора матрицы в момент удара пуансона.
В описываемом устройстве этот н-едостаток устранен применением возвратно- поступательно перемещающегося клина, взаимодействующего с матрицей. Клин связан с ползуном пресса таким образом, что при движении ползуна вверх клин освобождает матрицу для обеспечения возможности подачи трубы на щаг вперед.
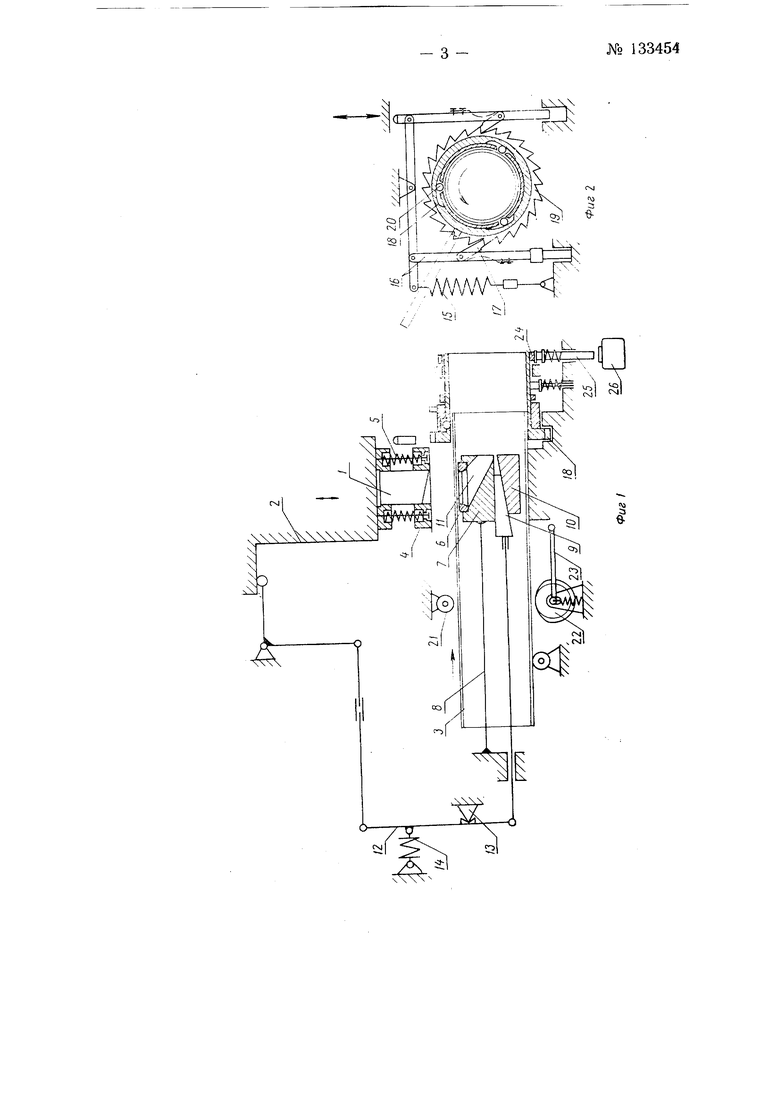
На фиг. 1 изображена кинематическая схема установки; на фиг. 2 - схема механизма поворота трубы.
Установка состоит в основном из кривошипного пресса, просечного щтампа, механизмов поворота и продольной подачи трубы, а также механизмов подклинки и автоматического отключения пресса. Кроме того, установка оборудована не показанными на чертежах роликовыми столами, магазинами трубных заготовок и тельфером для зарядки магазинов.
Пуансон / (фиг. 1) просечного щтампа крепится посредством иуансонодержателя на верхней плите 2, установленной на ползуне пресса. Для съема трубы 3 с пуансона предусмотрен съемник 4 с пружинами 5. Матрица 6 укрепляется на опорной головке 7, установленной на длинной консоли 5. на которую надевается подлежащая обработке труба. На головке помещен клин 9 механизма подклинки и опорная подвижная плита 10. Паз 11 служит для удаления вырубок из матрицы внутрь трубы. Механизм подклинки, предназначенный для обеспечения жесткого упора матрицы в момент просечки, состоит из системы рычагов и тяг. № 133454- 2 передающих усилие от «литы 2 на клин 9. Рычаг 12 со свободным упором 13 и пружиной 14 подвешен таким образом, что обеспечивает компенсацию избыточного хода клина вследствие неточности внутреннего диаметра трубы, большее усилие при выдергивании клина, чем при его заклинивании, и обратный ход клина. Механизм поворота трубы служит для автоматического ее поворота после просечки отверстия, а также для ее фиксации. Поворот трубы производится посредством пружины 15 (фиг. 2) через систему рычагов 16 и защелок 17, расположенных симметрично относительно делительного диска 18 со скошенными зубьями /9 и с шариками 20 для зажима трубы. Мсханизм продольной подачи трубы предназначен для перемещения трубы на щаг отверстий по ее длине после просечки каждого ряда отверстий. Состоит этот механизм из двух одинаковых узлов, расположенных справа и слева от пресса. В комплект каждого такого узла входит направляющий ролик 21 (фиг. 1) с неподвижной осью и нижний профильный ролик 22. Последний имеет насечку, длина которой равна щагу отверстий по длине трубы, и поворачивается посредством рукоятки 23. Механизм отключения пресса после просечки ряда отверстий по окрун4ности трубы выполнен в виде кулачка 24, связанного с толкателем 25. Кулачок, вращаясь вместе с трубой, после каждого оборота нажимает на толкатель и через него на конечный выключатель 26. выключая пресс. Предмет изобретения Установка для пробивки отверстий в трубе, состоящая из пресса, на котором установлен щтамп с консольной матрицей, входящей в трубу, механизмов подачи и поворота последней, отличающаяся тем, что, С целью создания в момент удара пуансона жесткого упора матрицы, применен взаимодействующий е матрицей клин, возвратно-поступательно перемещающийся и связанный с ползуном пресса таким образом, что при движении ползуна вверх клин освобождает матрицу для обеспечения возможности подачи трубы на щаг вперед.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп-комбайн | 1960 |
|
SU142622A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Установка для изготовления одиночных проводов и сборки их в пучки для монтажа на автомашинах | 1960 |
|
SU135119A1 |
| ШТАМП-АВТОМАТ | 2003 |
|
RU2261153C2 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| УСТРОЙСТВО для ПРОБИВКИ оконв | 1969 |
|
SU241382A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1985 |
|
SU1428504A1 |