Изобретение относится к обработке металлов давлением, в частности, к производству гнутых профилей проката на профилегибочных агрегатах.
При поштучном профилировании мерная отрезка производится перед профилированием, если невозможно или сложно разделение гнутого профиля, при этом всегда необходима правка полосы. При непрерывном режиме профилирования правка должна осуществляться для полос толщиной более 3 мм.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления гнутых профилей проката, заключающийся в том, что продольное разделение на профили осуществляют периодической прорезкой полосы по толщине по переходам и окончательной разрезкой после окончания процесса профилирования 1.
Так как окончательная разрезка полосы производится после окончания процесса профилирования, то необходимо либо останавливать профилегибочный агрегат, либо мерную разрезку производить летучими ножницами.
Остановка агрегата снижает его производительность, а применение летучих ножниц конструктивно сложное. Кроме того, резка гнутого профиля не обеспечивает качество торцов.
Целью изобретения является повыщение качества профилей.
Цель достигается тем, что согласно способу изготовления гнутых профилей проката, включающему операции профилирования по переходам из полосы одновременно нескольких профилей с их разделением путем продольного поперечного реза на мерные профили, поперечное разделение профилей производят перед продольным разделением путем надрезания полосы на щирину, равную ширине развертки профиля, со смещением линии надреза по ширине полосы.
На фиг. 1 показаны поперечные надрезки в полосе и линия продольной резки, общий вид; на фиг. 2 - схематическое расположение поперечных надрезок в полосе и линии продольной резки.
При изготовлении гнутых профилей в
исходном полосе 2 перед профилированием выполняют поперечные надрезки 1 со смещением относительно друг друга вдоль, оси профилирования таким образом, чтобы поперечные надрезки гарантированно перекрывали линию продольной резки 3. В профилегибочном станке, например, после предварительного профилирования сечений профилей, разрезку профилей производят по линии 3. При пересечении линий 3 резки с надрезами 1 происходит разделение профилей по длине.
Предлагаемый способ может осуществляться для изготовления нескольких типоразмеров профилей по длине, при этом количество и расположение надрезок обуславливается программой выпуска. Например, возможен выпуск комплекта одного профиля длиной .2 м и двух профилей длиной 1 м.
По предлагаемому способу можно осуществлять фигурные надрезки, например угловые, для исключения последующей разделки концов профилей.
Применение предлагаемого способа упрощает многопозиционный способ изготовления гнутых профилей за счет обеспечения непрерывности при любых сочетаниях профилей, как по щирине, так и по длине, что позволяет выполнять фигурные разделку перед профилированием в полосе и повысить качество торцов профилей.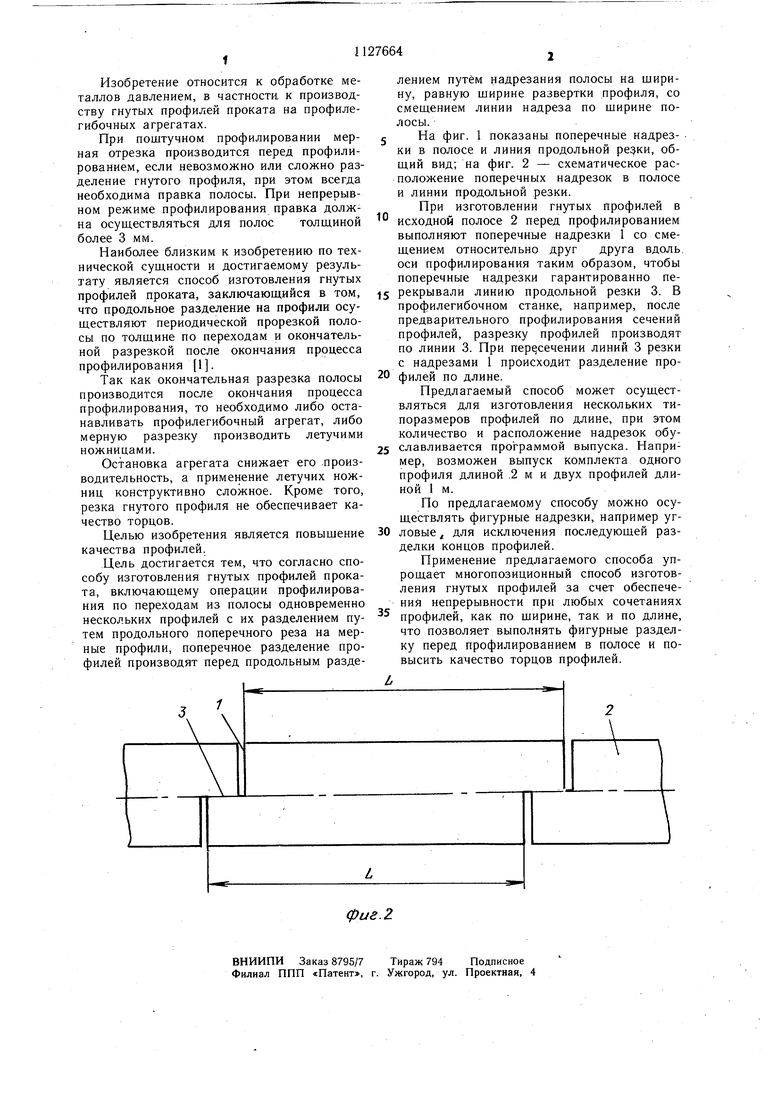
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ НА ПОЛУНЕПРЕРЫВНОМ СТАНЕ | 1997 |
|
RU2107570C1 |
| Способ изготовления гнутых профилей | 1980 |
|
SU978973A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| ЛЕТУЧИЕ БАРАБАННЫЕ НОЖНИЦЫ | 1997 |
|
RU2112631C1 |
| Профилегибочный агрегат | 1985 |
|
SU1282933A1 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1699680A1 |
| СПОСОБ КАЛИБРОВКИ ФОРМООБРАЗУЮЩИХ ВАЛКОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2009 |
|
RU2411096C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ПРОДОЛЬНОГО РОСПУСКА ПОЛОСОВОЙ СТАЛИ | 2006 |
|
RU2307008C1 |
| Способ М.Е.Докторова изготовления гнутых профилей расставленного сечения | 1991 |
|
SU1814574A3 |
СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА, включающий операции профилирования по переходам из полосы одновременно нескольких профилей с их разделением путем продольного и поперечного реза на мерные профили, отличающийся тем, что, с целью повышения качества профилей, поперечное разделение профилей производят перед продольным разделением путем надрезания полосы на ширину, равную ширине развертки профиля, со смещением линий надреза по ширине полосы. (Л to о:) 05 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ | 0 |
|
SU336063A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
