
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2215643C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2012 |
|
RU2494853C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ ДЛЯ ВЫСОКОПОРИСТОГО ИНСТРУМЕНТА | 2011 |
|
RU2523859C2 |
| Масса для изготовления высокопористого абразивного инструмента и способ изготовления высокопористого абразивного инструмента | 2018 |
|
RU2685825C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТИЧНОГО АБРАЗИВНОГО ИНСТРУМЕНТА, ПОЛИУРЕТАНОВОЕ СВЯЗУЮЩЕЕ ДЛЯ ЭТОЙ КОМПОЗИЦИИ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИИ | 2004 |
|
RU2275293C1 |
| Масса для изготовления пористого абразивного инструмента | 1989 |
|
SU1685695A1 |
| СОСТАВ АБРАЗИВНОЙ МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ВЫСОКОСТРУКТУРНОГО ИНСТРУМЕНТА | 2012 |
|
RU2493956C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПОРИСТОГО АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2146192C1 |
| Масса для изготовления абразивного инструмента | 1987 |
|
SU1763160A1 |
| Масса для изготовления шлифовального круга с минимальным содержанием абразива | 2024 |
|
RU2835917C1 |
МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА, содержащая абразивное зерно, керамическое связующее и воду, отличающаяся тем, что, с целью повышения стойкости инструмента, в качестве керамического связующего она содержит борную кислоту при следующем соотношении компонентов, мае. %: Абразивное зерно64-76 Борная кислота16-26 Вода7- 11
1C
СП tc
Изобретение относится к изготовлению абразивных инструментов, в частности брусков, предназначенных для суперфинишных и хонинговальных операций.
Известна масса для изготовления пористого абразивного инструмента, содержащая абразивное зерно, керамическую связку, воду и специальный порообразующий органический наполнитель: Поры образуются при обжиге инструмента выгоранием наполнителя 1.
Недостатком известной массы является наличие в ней порообразующего наполнителя, который необходимо выжигать. Термообработка такого инструмента осуществля64 76 70
Смеси тщательно перемешиваются, прессуются под давлением 100-300 кг/см при комнатной температуре. Затем для образования высокопористой структуры полученные бруски помещаются в печь и выдерживаются в течение 30-40 мин при 250-ЗБО°С После этого бруски охлаждаются на воздухе до 70-80°С и при необходимости пропитываются (импрегнировались) стеарином или парафином (или их смесью) в течение 2-3 мин для придания брускам водозащитных свойств. Указанная пропитка не изменяет работоспособности инструмента.
При выдержке брусков в печи борная кислота разлагается на оксид бора BtQ, и воду. Вода испаряется, вздувая массу и образуя значительный процент пор в абразивном инструменте (48-60 /о) общего объема .бруска.
2Н,ВО, - ВгОз+
После прекращения реакции абразивные зерна удерживаются связкой в виде оксида бора ВгОз, которая представляет собой стекловидную массу с температурой плавления 577°С.
Соотношение абразивных зерен и борной кислоты определяется режущими свойствами абразивного инструмента. Верхний
ется при температуре выше 1000°С, а износостойкость инструмента недостаточна.
Целью изобретения является повышение стойкости инструмента и упрощение технологии его изготовления.
Цель достигается тем, что в массе, содержащей абразивное зерно, воду и связующее , в качестве последнего используют борную кислоту в следующем соотношении компонентов, мае. %:
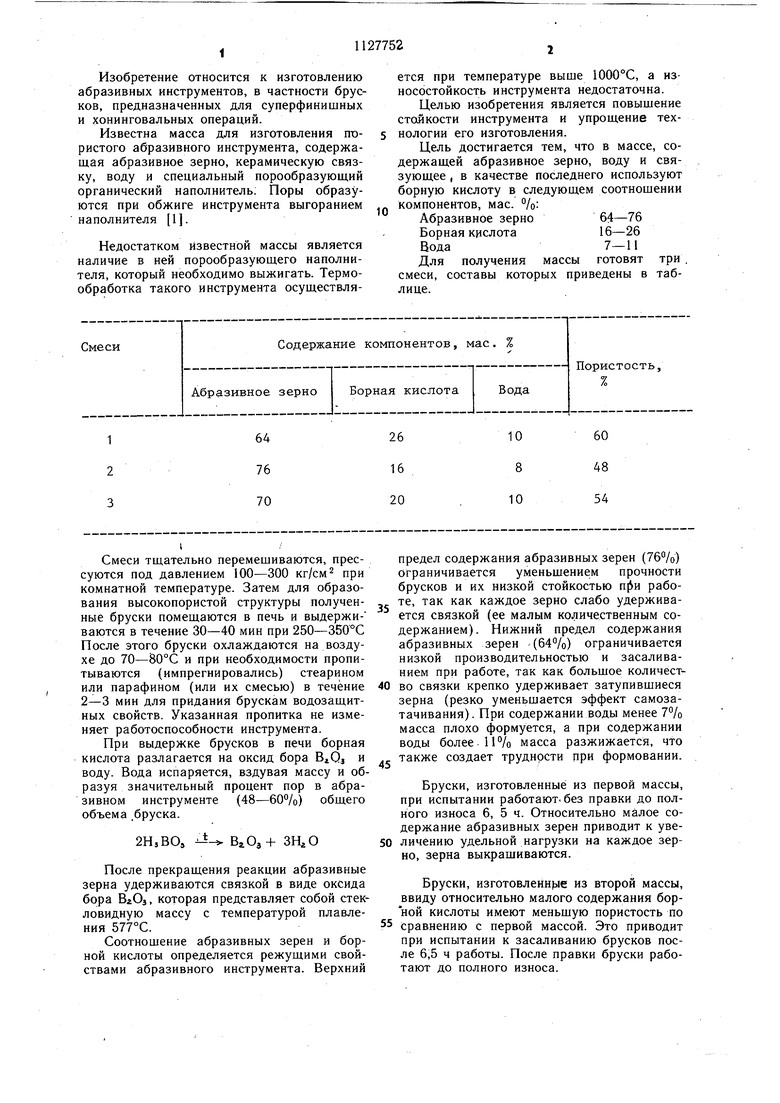
Абразивное зерно64-76
Борная кислота16-26
Вода7-11
Для получения массы готовят три , смеси, составы которых приведены в таблице.
1060
26 16 20
848
1054
предел содержания абразивных зерен (76%) ограничивается уменьшением прочности брусков и их низкой стойкостью работе, так как каждое зерно слабо удерживается связкой (ее малым количественным содержанием). Пижний предел содержания абразивных зерен -(64%) ограничивается низкой производительностью и засаливанием при работе, так как больщое количество связки крепко удерживает затупившиеся зерна (резко уменьшается эффект самозатачивания). При содержании воды менее 7% масса плохо формуется, а при содержании воды более. 11°/о масса разжижается, что также создает трудности при формовании.
Бруски, изготовленные из первой массы, при испытании работают, без правки до полного износа 6, 5 ч. Относительно малое содержание абразивных зерен приводит к уве0 личению удельной нагрузки на каждое зерно, зерна выкрашиваются.
Бруски, изготовленное из второй массы, ввиду относительно малого содержания борной кислоты имеют меньшую пористость по 5 сравнению с первой массой. Это приводит при испытании к засаливанию брусков после 6,5 ч работы. После правки бруски работают до полного износа.
Бруски из третьей массы работают 8 ч . до полного износа (оптимальный подбор компонентов).
При работе брусками из предлагаемой массы в качестве смазочно-охлаждающей жидкости следует применять керосин или минеральные масла, так как при использовании водных эмульсий бруски быстро изнашиваются за счет хорошего растворения в воде связки - борной кислоты. Это свойство брусков используется при правке и приработке профиля брусков. При изготовлении брусков применяется любое абразивное зерно в зависимости от обрабатываемого материала и необходимого качества обработанной поверхности.
При испытании на суперфинишной операции бруски; изготовленные из предлагаемой массы, показывают по сравнению с брусками на керамической связке пористостью около 30% одинаковой зернистости, увеличение производительности обработки на
10-15% и стойкости в 10-15 раз за счет хорошей самозатачиваемости и более высокой пористости, а также сокращение вспомогательного времени, необходимого на приработку и правку бруска по профилю де тали-образца в 15-20 раз.
Кроме того, процесс изготовления брусков из предлагаемой массы не требует специального сложного оборудования, так как температура его изготовления не превы10 шает 350°С и масса содержит мало ингредиентов.
Таким образом, предлагаемая масса для изготовления абразивного инструмента с содержанием в качестве связки борной кислоты, придающей брускам высокую пористость, позволяет упростить процесс изготовления высокопористого инструмента по сравнению с процессом изготовления брусков из известных масс и повысить стойкость, инструмента.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абразивная масса для изготовления пористого инструмента | 1976 |
|
SU566724A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
