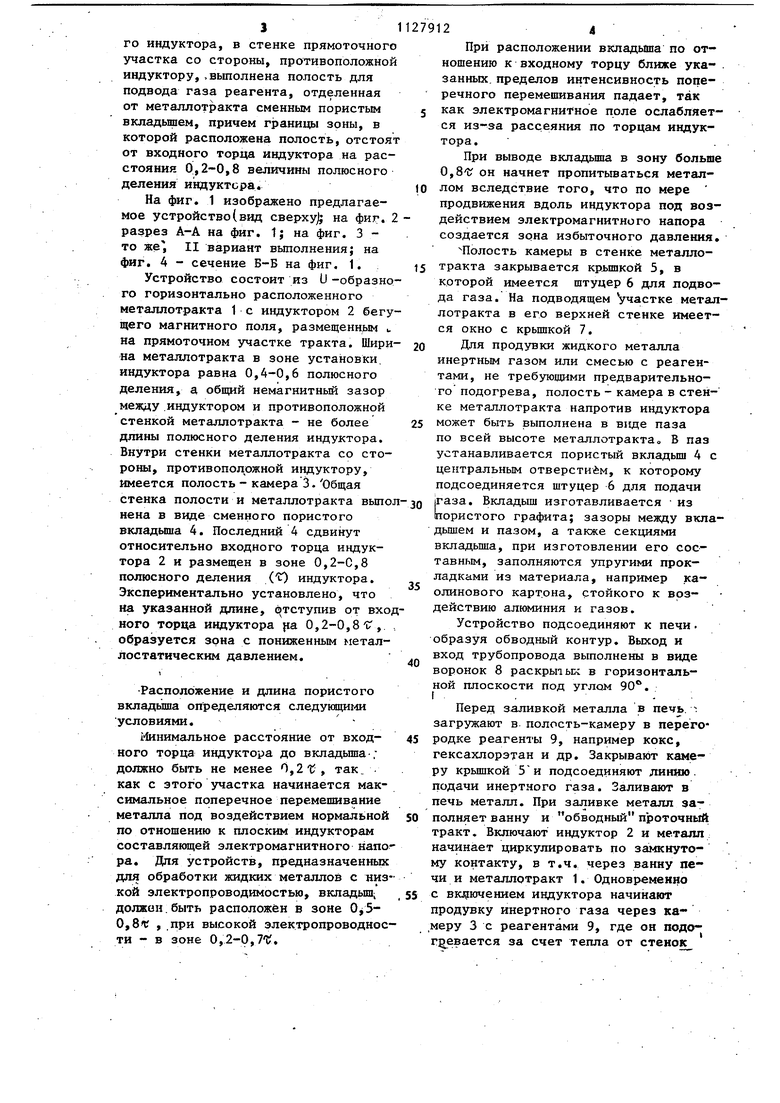
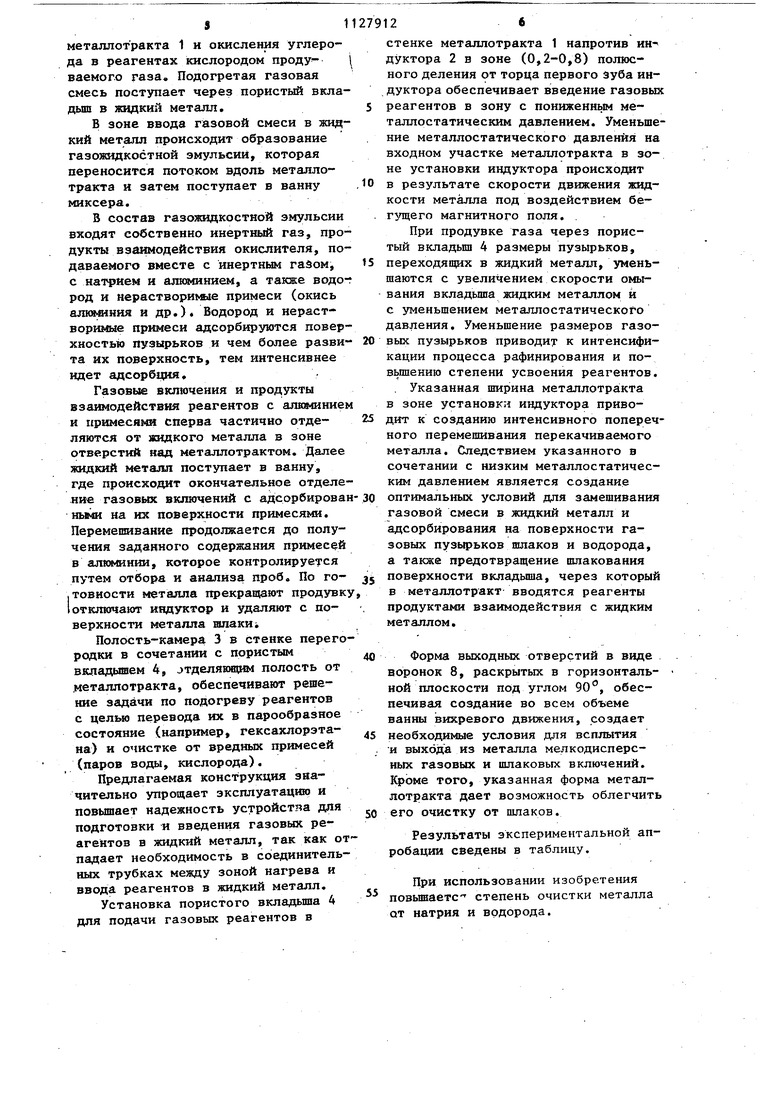
Изобретение относится к металлур гии, в частности к усовершенствованию устройств циркуляции металлов преимущественно алнмииия и его спла ВОВ с одновременной очисткой их от натрия, водорода и других нерастворимых примесей. Для 5 меньшения выбросов в атмосферу вредных газов, а также во избежание окисления основного металла конструкция устройств должна обеспе чить максимальное использование как подаваемого./ -газа, так и реагентов| последнее обуславливает необходимос подачи реагента в жидкий металл в мелкодисперсном состоянии, а также необходимость интенсивного перемешивания в зоне ввода газа. Известно устройство, разработанное фирмой ComalcOs предназначенное для очистки алюминия и его сплавов от водорода в виде сообщаю1дахся сосудов, где в днище конического сосуда размещено ряд форсунок для подвода рафинироваиного газа (Аг+ 2-5% С р, обеспечивакшрсс барботирование металла с дальнейшей передачей его на фш1ьтр { 1 , Однако это устройство сложно в эксплуатации и сравнительно малоэ4фект1®но из-за недостаточного перемешивания металла Известно устройство для обработки металлов, содержащее средства создания ззрркуляции металла в виде вращающейся перфорированной трубы, которую одновременно используют для подачи газа шш газовой смеси 2. Устройство также малоэффективно из-за невозможности осуществле, ния перевешивания металла по всему объему вмкостя, п этом от трения вращакацейся трубы о металл происходат изнашивание стенок и загрязнение рафинируемого металла. Известно устройство для цяркулящш Металла, вклиочашщее вертикально pasM ieHtEiie нагнетающий и рабочий нассюы электромагнитного типа, дега затор, систему подачи газа, в которой канал рабочего насоса охвачен коаксиальной трубой, в полость между трубой и каналсж подается газ .3 Эта конструкция предназначена в основном для нервичной грубой очист « металла непосредственно в пла-, вилышк металлургических печах, сложна, грс оздка и практически не нашла лрименения. В последнее время для очистки металла, например, при производстве катанки широко применяютустройства/ для Циркуляции металла в виде желобов, размещенных в зоне действия индуктора бегущего магнитного поля. Сущность электромагнитного рафинирования алюминия от водорода соетоит в том, что водород, находясь в алюминии в трех различных состояниях: в ионизированной, атомарной и молекулярной формах, реагирует на воздейст вие бегущего магнитного поля; при этом на эффективность очистки влияет и величина электродинамических сил, действующих на металл (при обезвешивании металла облегчаются условия для вьщеления атом: рного и молекулярного водорода) и вид движения металла по желобу , (турбулентный или ламинарньй поток металла). При турбулентном движении все формы водорода из глубинных слоев переносятся на поверхность и интенсивно удаляются СА . Однако открытая поверхность желе-; ба приводит к окислению металла. Наиболее близким потехнической сущности и достигаемому результату к предлагаемому-является устройство для циркуляции металла, содержащее У-образный металлотракт с прямоточным участком в средней части, размещенш м в зоне действия однополюсного индуктора. Перед патрубками входа и выхода металлотракта в емкость раэмещешл средства дробления металла в виде перфорированной перегородки L5J. Специальных средств подачи газа ., с реагентами в известном устройстве не предусмотрено, а подводимый в верхнюю зону емкости газ контактирует только с поверхностными ело ями металла, отсюда само устройство циркуляции малоэффективно для очистки алюминия от натрия и водорода. . Целью изобретения является повышение эффективности очистки металла от натрия и водорода. Поставленная цель достигается тем, что в устройстве для циркуляции металла, преимущественно алюминия И еготсплавов, содержащем U-образный металлотракт с прямоточным згчастком в средней части, размещенным в зоне действия односторонне3го индуктора, в стенке прямоточног участка со стороны, противоположно индуктору,.выполнена полость для подвода газа реагента, отделенная от металлотракта сменным пористым вкладышем, причем границы зоны, в которой расположена полость, отстоя от входного торца индуктора на расстояния 0,2-0,8 величины полюсного деления индуктора. На фиг. 1 изображено предлагаемое устройство(вид сверху на фиг. разрез А-А на фиг. 1; на фиг. 3 то же, II вариант выполнения; на фиг. 4 - сечение Б-Б на фиг. 1. Устройство состоит из и-образно го горизонтально расположенного металлотракта 1 с индуктором 2 бегу щего магнитного поля, размещеннь1м на прямоточном участке тракта. Шири на металлотракта в зоне установки. индуктора равна 0,4-0,6 полюсного деления, а общий немагнитньй зазор между .индуктором и противоположной стенкой металлотракта - не более длины полюсного деления индуктора. Внутри стенки металлотракта со стороны, противоположной индуктору, имеется полость - камера 3. Общая стенка полости и металлотракта вьпто иена в виде сменного пористого вкладыша 4. Последний 4 сдвинут относительно входного торца индуктора 2 и размещен в зоне 0,2-0,8 полюсного деления (t) индуктора. Экспериментально установлено, что на указанной длине, с тступив от вхо него торца индуктора ра 0,2-0,8и, образуется зона с пониженным металлостатическим давлением. Расположение и длина пористого вкладыша определяются следующими условиями. А нимальное расстояние от входного торца индуктора до вкладыша-; должно быть не менее 0,2t, так. как с этого участка начинается максимальное поперечное перемешивание металла под воздействием нормальной по отношению к плоским индукторам составляющей электромагнитного напо ра. Для устройств, предназначенных для обработки жидких металлов с низ кой электропроводимостью, вкладыШ; должен.быть расположён в зоне 0 5OjSr ,.при высокой электропроводнос ти - в зоне 0,2-0,71. 12Л При расположении вкладьШ1а по отношению к входному торцу ближе ука- . занных, пределов интенсивность поперечного перемешивания падает, так как электромагнитное поле ослабляется из-за рассеяния по торцам индуктора. При выводе вкладьш1а в зону больше 0,81 он начнет пропитьгааться метаплом вследствие того, что по мере продвижения вдоль индуктора под воздействием электромагнитного напора создается зона избыточного давления. -Полость камеры в стенке металлотракта закрывается кр.ьш1кой 5, в которой имеется штуцер 6 для подвода газа. На подводящем Участке металлотракта в его верхней стенке имеется окно с крьш1кой 7. Для продувки жидкого металла инертным газом или смесью с реагентами, не требующими предварительного подогрева, полость - камера в стенке металлотракта напротив индуктора может быть выполнена в виде паза по всей высоте металлотракта„ В паз устанавливается пористый вкладьш 4 с центральным отверстием, к которому подсоединяется штуцер 6 для подачи |газа. Вкладыш изготавливается -из пористого графита; зазоры между вкладьшем и пазом, а также секциями вкладьш1а, при изготовлении его составным, заполняются упругими прокладками из материала, например .каолинового картона, стойкого к воздействию алюминия и газов. Устройство подсоединяют к печи. образуя обводный контур. Выход и вход трубопровода выполнены в виде воронок 8 раскры1ы : в горизонтальной плоскости под углом 90. Перед заливкой металла в печь, т загружают в полость-камеру в перегородке реагенты 9, например кокс, гексахлорэтан и др. Закрывают камеру крышкой 5и подсоединяют линию, подачи инертного газа. Заливают в печь металл. При заливке металл заполняет ванну и обводный проточный тракт. Включают индуктор 2 и металл начинает циркулировать по замкнутому контакту, в т.ч. через ванну печи и металлотракт 1. Одновременно с вкг ючением индуктора начинают продувку инертного газа через ка,меру 3 с реагентами 9, где он подогревается за счет тепла от стенок металлотракта 1 и окисления углерода в реагентах кислородом продуваемого газа. Подогретая газовая смесь поступает через пористый вкладьш в жидкий металл. В зоне ввода газовой смеси в жидкий металл происходит образование газонидкостной эмульсий, которая переносится потоком вдоль металлотракта и затем поступает в ванну миксера. В состав газожидкостной эмульсии входят собственно инертный газ, продукты взаимодействия окислителя, подаваемого вместе с инертным гадом, с натрием и алн данием, а также водо-г род и нepacтвopи вйe примеси (окись алкяшния и др.). Водород и нерастворимые примеси адсорбируются поверхностью пузырьков и чем более разви- 20 та их поверхность, тем интенсивнее
йдет адсорбция.
Газовью включения и продукты взаимодействия реагентов с алюминием и примесяш сперва частично отделяются от жидкого металла в зоне отверстий над металлотрактом. Далее жидкий металл поступает в ванну, где происходит окончательное отделени« газовых включений с адсорбирован-30 ньми на их поверхности примесями. Перемешивание продолжается до получения заданного содержания примесей в алюминии, которое контролируется путем отбора и анализа проб. По го.товности металла прекращают продувк (отключают индуктор и удаляют с поверхности металла гапаки Полость-камера 3 в стенке перего родки в сочетании с пористым вкладышем 4, отделяющим полость от .металлотракта, обеспечивают решение задачи по подогреву реагентов с целью перевода их в парообразное состояние (например, гексахлорэтана) и очистке от вредных примесей (паров воды, кислорода). Предлагаемая конструкция значительно упрощает эксплуатацинз и повышает надежность устройства для подготовки и введения газовых реагентов в жидкий металл, так как от падает необходимость в соединительных трубках между зоной нагрева и ввода реагентов в жидкий металл. Установка пористого вкладьша 4 для подачи газовых реагентов в 1
вьшению степени усвоения реагентов.
. Указанная ширина металлотра1кта в зоне установки индуктора приводит к созданию интенсивного поперечного перемешивания перекачиваемого металла. Следствием указанного в сочетании с низким металлостатическим давлением является создание 126 стенке метаплотракта 1 напротив индуктора 2 в зоне (0,2-0,8) полюсного деления от торца первого зуба индуктора обеспечивает введение газовых реагентов в зону с пониженньм металлостатическим давлением. Уменьшение металлостатического давления на входном участке металлотракта в зоне установки индуктора происхода т в результате скорости движения жидкости металла под воздействием бе- гущего магнитного поля. . При продувке газа через пористый вкладыш 4 размеры пузырьков, переходяпщх в жидкий металл, уменьшаются с увеличением скорости омывания вкладьша жидким металлом и с уменьшением металлостатического давления. Уменьшение размеров газовых пузырьков приводит к интенсификации процесса рафинирования и пооптимальных условий для замешивания газовой смеси в жидкий металл и адсорбирования на поверхности газовых пузырьков шлаков и водорода, а также предотвращение шлакования поверхности вкладьш1а, через который в металлотракт вводятся реагенты продуктами взаимодействия с жидким металлом. Форма выходных отверстий в виде воронок 8, раскрытых в горизонтальной плоскости под углом , обеспечивая создание во всем объеме ванны вихревого движения, создает необходимые условия для всплытия и выхода из металла мелкодисперсных газовых и шлаковых включений. Кроме того, указанная форма металлотракта дает возможность облегчить его очистку от шлаков. Результаты экспериментальной апробации сведены в таблицу. При использовании изобретения повышаете степень очистки металла QT натрия и водорода.
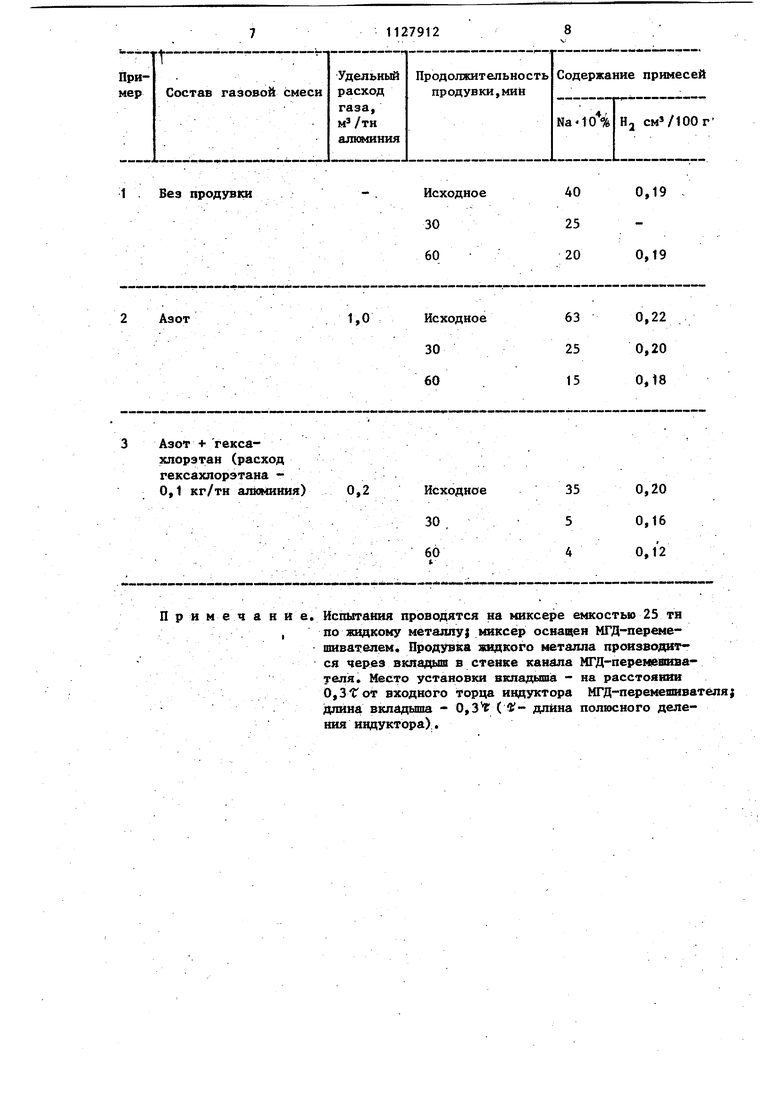
1 . Вез продувки
Азот
40 25 20
0,19
0,19
63 25 15
0,22 0,20 0,18
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАВИЛЬНО-ЛИТЕЙНЫЙ КОМПЛЕКС ДЛЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2005 |
|
RU2285879C1 |
| Тигельный электротермический атомизатор для атомно-абсорбционного и эмиссионного анализа | 1987 |
|
SU1448251A1 |
| Устройство для дуговой сварки в защитных газах | 1983 |
|
SU1119806A1 |
| Устройство для непрерывного вакуумирования металла | 1989 |
|
SU1671717A1 |
| СПОСОБ РАФИНИРОВАНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1992 |
|
RU2025523C1 |
| Электрическая машина | 1978 |
|
SU744878A1 |
| Устройство для вакуумной дегазацииРАСплАВлЕННыХ МЕТАллОВ | 1979 |
|
SU846592A1 |
| Мощная газоразрядная лампа и способ ее изготовления | 1980 |
|
SU905917A1 |
| Увлажнитель газа - носителя для газохроматографического анализа микропримесей влаги | 1985 |
|
SU1330553A1 |
| СПОСОБ И АППАРАТ ДЛЯ ИНДУКЦИОННОГО ПЕРЕМЕШИВАНИЯ ЖИДКОГО МЕТАЛЛА | 2007 |
|
RU2443961C2 |

УСТРОЙСТВО ДЛЯ ЦИРКУЛЯЦИИ МЕТАЛЛА, преимущественно алюминия . и его сплавов, содержащее U-образный металлотракт с прямоточным участком в средней части, размещенным в зоне действия одностороннего индуктора, отличающееся тем, что, с целью повышения эффективности очистки металла от натрия и водорода, в стенке прямоточного участка со стороны, противоположной . индуктору, выполнена полость для подвода газа реагента, отделенная от металлотракта сменньм пористым вкладьшем, причем границы зоны, в которой расположена полость, отстоят от входного торца индуктора на расстояния 0,2-0,8 величины полюсного деления индуктора. (OJrO,S)T 
Азот + гексахлорзтан (расход гексахяорэтана 0,1 кг/тн алюминия) П р и меч а и йе. ,
35 0,20 5 0,16 4 0, Испытания проводятся на миксере емкостью 25 тн по жидкому металлу; миксер оснащен МГД-перемепгавателем. Продувка жидкого металла производится через вкладыш в стенке канала МГД-перем ешивателя. Меето установки вкладыша - на расстоя1Ши 0,3foT входного Торца индуктора МГД-перемешивателя; длина вкладыша - 0,3 ( длина полюсного деления ивдуктора):.
А-А fteopuet/my
А А (Seapuaf/m)
i.
JS-S
yp&eeHit .
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| и др | |||
| Об элект ромагнитном рафинировании при производстве алкминиевой катанки | |||
| Цветные металлы, 1978, № 5, с.3537 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
