(54) СПОСОБ УКЛАДКИ ИЗОЛЯЦИЙ В ПАЗЫ МАГНИГОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА
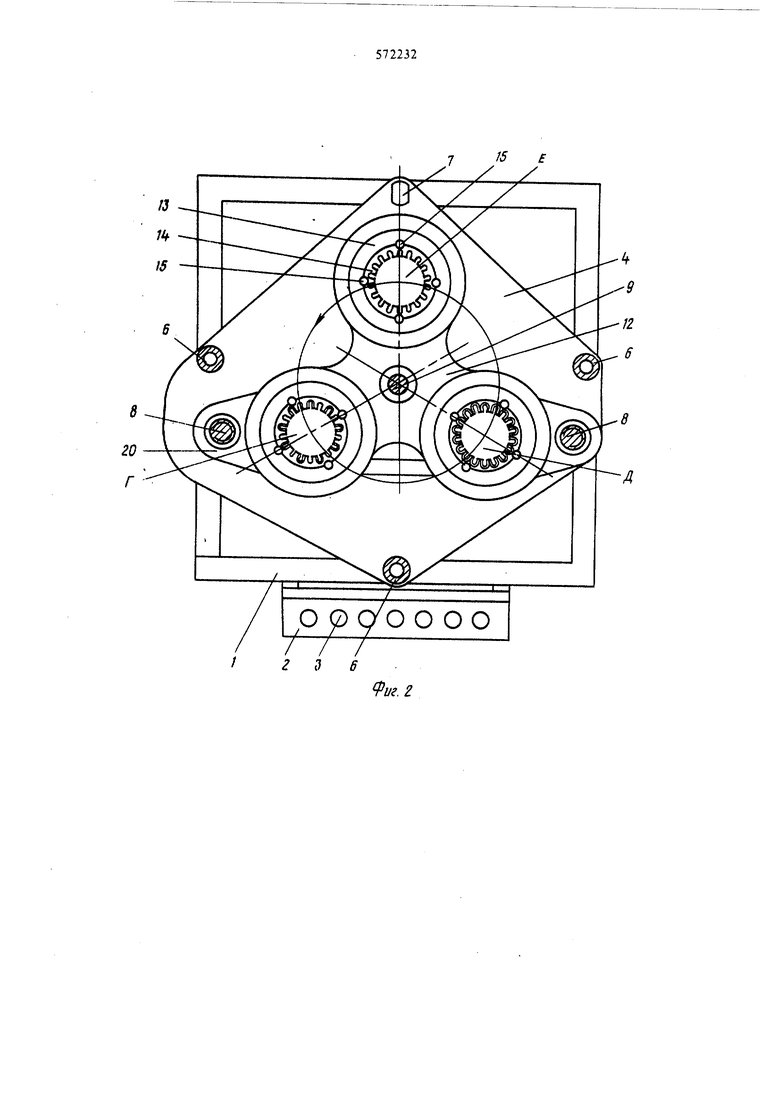
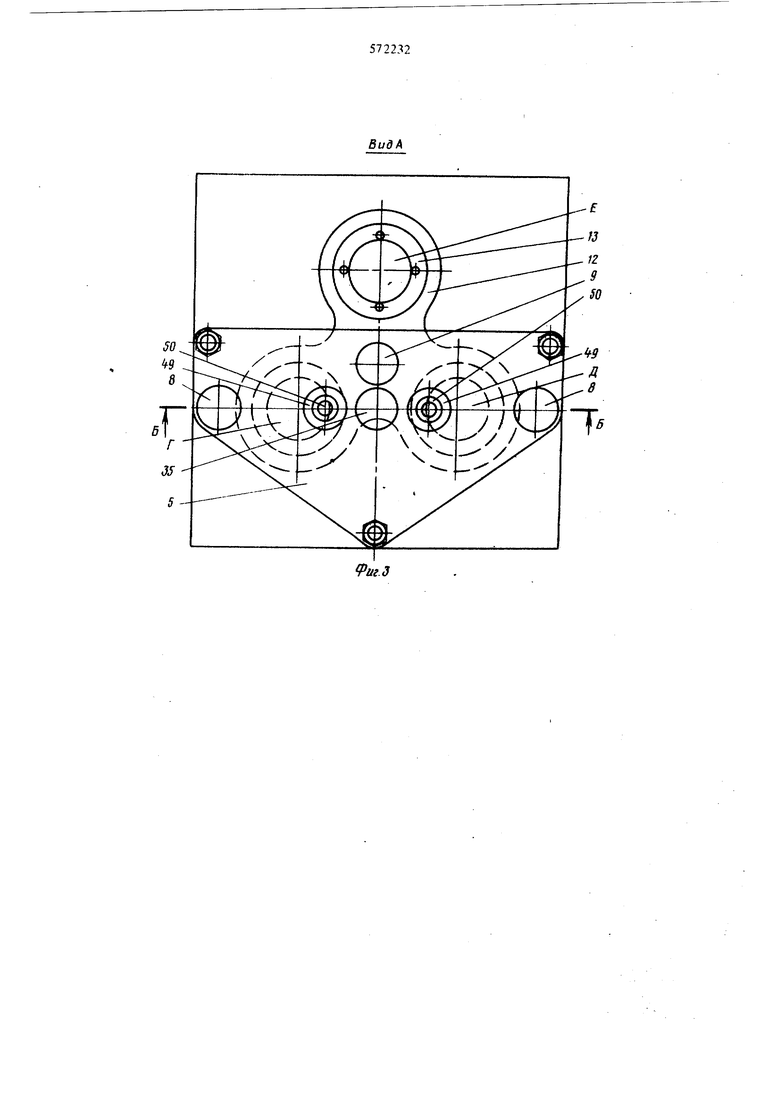
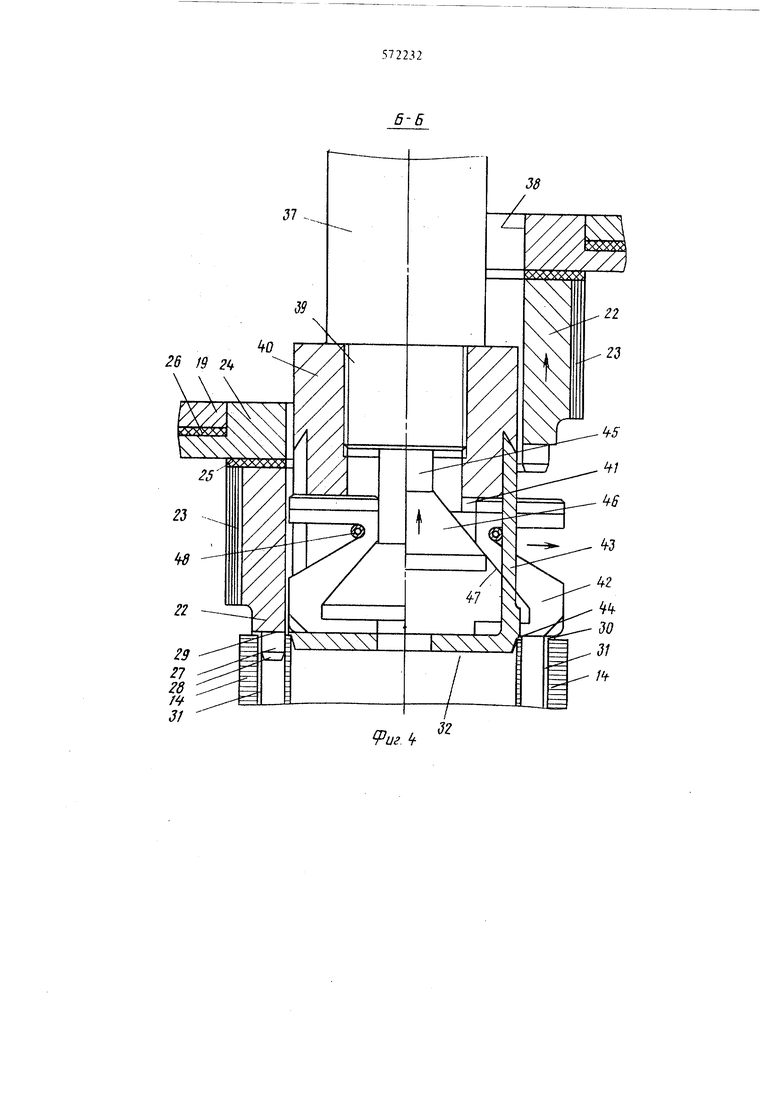
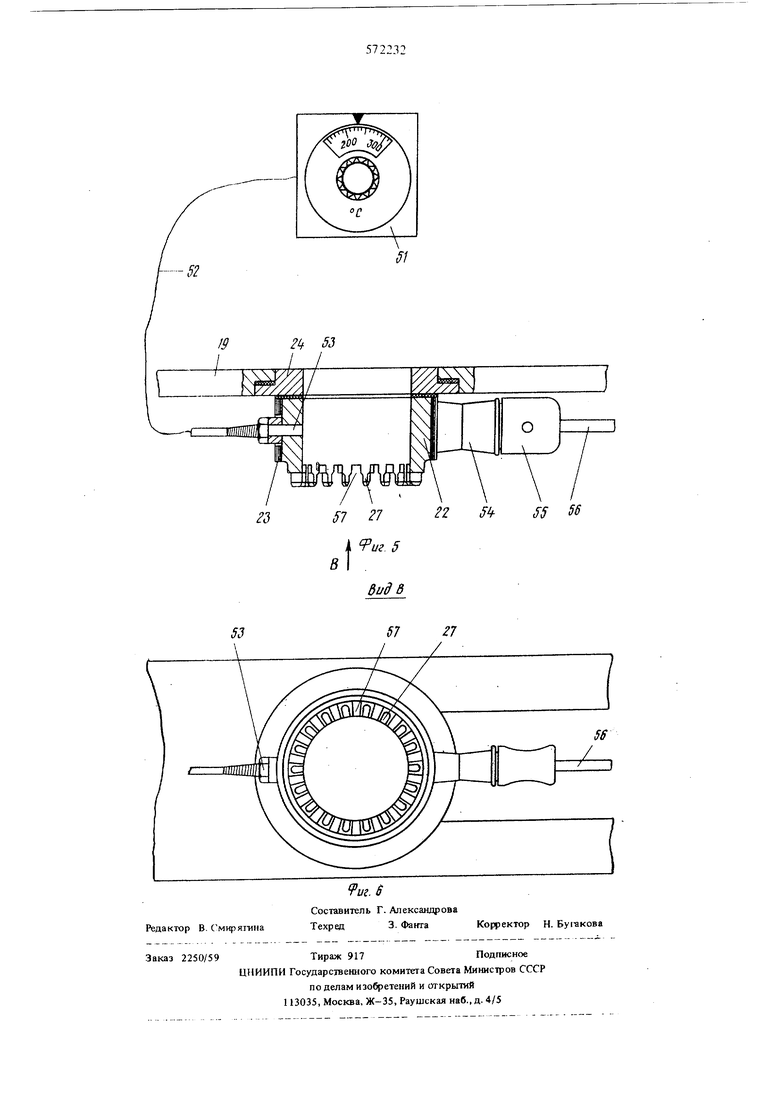
паза магнитопровода, а фиксаторы имекгг S - образный профиль и соединены между собой пружиной. На фиг. 1 показано предлагаемое устройство, общий вид; на фиг. 2 - то же, вид в. плане с разрезом по це}гтру; на фиг. 3 - вид А фиг. I; т фиг. 4 - разрез Б-Б фиг. 3; на фиг. 5 штампе устройством для его подогрева; на фиг. 6 - вид В фиг. 5.
Устройство содержит опорную раму I, на которой расположен пульт управления 2, например, с кнопками 3 для включения различных позиций о аботки. С опорной рамой 1 неподвижно соединены нижняя 4 и верхняя 5 плиты. Крегытся плиты болтами 6 и крепежным элементом 7.
На нижней 4 и верхл.ей 5 типггах в шариковых подшипниках расположенгл два шпинделя 8 и центральный вал 9, связанный с двигателем 10 через мальтийский механизм 11. С валом 9 соединен неподвияшо поворотный стол 12, который содержит три кольцеобразных или дискообразных патрона 13 для установки магнитопровода 14 статора.
Для удержания и центровки магнитопровода 14 статора служат четыре шарика 15, входящие в соответствуюшие выемки магнитопровода статора (фиг. 2).
Шпиндель 8 связан с двигателем 16 через цепную передачу или зубчатый ремень и имеет два направления вращения. На шпинделе 8 вьшолнена резьба.
Направление подъема витков резьбы шпинделей 8 противоположны вверху и , благодаря чему при врашении шпивделей две взаимодействующие с двумя участками резьбы гайки 17 и 18 могут постоянно перемешаться в проттгооположных направлениях вдоль оси.
С гайками 17 обоих шпивделей 8 соединена верхняя плита 19, а с гайками 18 -- плита 20 (обе плигы показаны на фиг. 1 в разрвых положениях). На каждой плите 19 и 20 установлены узлы формования концов пазовых коробочек, которые содержат штампы 21, связанные с устройством для их HaipeBa, причем штамп 21 верхней плиты 19 установлен соосно со штампом нижней плиты 20, а также с магнитопроводом 14.
Штампы состоят из кольца 22, которое окружено кольцом 23, связанным с устройством для его нагрева.
Крепление штампа 21 на одной -из плит 19 или 20 осуществляется через промежуточный фланец 24 (фиг. 4), Между кольцом 22 и фланцем 24, а также между последним и шштой 19 или 20 установлены теплоизоляционные элеметы 25 и 26, которые одновременно являняся демпферами.
На свободном конце кольца 22 вьпшлнены выступы 27, которые распределены по всей окружности кольца, головные части которых имеют фаски 28. Количество выступов соответствует в данном случае половине количества пазов статора.
Поверхность 29 служит для прижима конца 30 изоляционных полос 31 во время нагревания к торцовой поверхности магнитопровода 14 статора.
Четьфе штампа 21 соединены соответственно со штампом 32, связат1ым с элементами его охлаждения (на чертежах не показано) и установленным с возможностью перемещения аксиально при помощи кольца 22.
Штампы закреплены попарно на верхней 33 и на нижней 34 плитах. В качестве привода осевого перемещения плит служат верхний и нижний пневматические цилиндры 35, поршневые штоки 36 которых входят в зацепление с штктами 33 и 34.
В проекции сверху пневматические цилиндры 35 расположены на одной линии со шпинделями 8 (фиг. 3). На Ш1ш-ах 33 и 34 насажены попарно в местах, соответствующих рабочим пунктам Г и Д, пневматические цилиндры 37, которые проходят через отверстия 38 во фла1Щах 24 и соответственно через кольцо 22 (фиг. 4). С нижним концом пневматических цилиндров 37, выполненным конструктивно в виде виктовой цапфы 39, связана при помощи болтов направляющая втулка 40, на торце которой вьшолнены радиальные прорези 41, являющиеся направляющими для фиксаторов 42.
Количество и расположение фиксаторов 42 соответствует количеству и расположению выступов 27 на штампе 21.
Фиксаторы 42 имеют S - офазный профиль, связаны со штампом 32, соединены между собой пружиной и с приводом их радиального перемещения. Фиксаторы 42 установлены с возможностью захода в продольные шлицы, вьтолненш 1е в стенке втулки 40, на которую установлен стакан 43 с заплечиками 44 для захода в расточку магнитопровода, что обеспечивает центровку и стопорение.
С поршневым штоком 45 пневматических цилиндров 37 соединен конусньш наконечник 46, ко-торый со своей скошеш1ой поверхностью 47 обеспечивает перемещение фиксаторов 42 радиально наружу, продлевая действие кольцевой пружины 48 (фиг. 4). Для направления плит 33 и 34 со штам-. пами 32 служат скользящие в подшипниках 49 на верхней и нижней плитах 4 и 5 направляющие штанги 50 (фиг. 1).
Регулятор 51 проводом 52 соединен с измерительным датчиком 53 на кольце 22. Регулятор 51 служит для поддержания требуемой температуры, например 230°С, штампа 21. Электрическое соединение кольца 23 осуществляется через штеккеры 54 и 55 и электрический провод 56.
Ме)вду выступами 27 расположены выемки 57, которые выходят за пределы поверхностей 29 в кольцо 22. Так как .в рабочей позиции Г, рядом с каждой загнутой на конце изоляционной полосой, находится соседняя изоляционная полоса, концы которой еще остаются выпрямленными и загибаются только при последующем рабочем ходе, т.е. в рабочей ПОЗИ1ШИ Д, то эти глубокие выемки
необходимы, В штампах 21 в рабочей позиции Д выемки не обязательны.
Устройство работает следующим образом, Когда плиты 19 и 20, а также плиты 33 и 34 находятся в своих конечных положениях, вставляется магншо провод 14 статора на рабочую позицию Е поворотного стола 12 в приемный патрон 13, В пазах статора уже находятся изоляционные полосы 31, концы которых выступают вверх и вниз из магнитопровода статора. Поскольку изоляционные коробочки загибаются упруго в основном в виде V образного поперечного сечения и стремятся к тому, чтобы опять расправиться в пазах статора, то зажимаются они достаточно прочно в пазу, чтобы не выпасть из него. Затем поворотный стол 12 поворачивают на 120° в направлении против часовой стрелки (фиг, 1), В результате этого магнитопровод перемещают на рабочую позицию Г.
Путем введения шариков 15 в магнитопровод статора обеспечивается его фиксация и ориентация относительно выступа 27 и фиксатора 42 на позициях Г и Д,
На рабочей позиции Г формуют только половину изоляционных коробочек,другую половицу формуют на рабочей позишиД, В зависимости от статора могут, однако, в отдельных случаях загибаться сразу все изоляплонные коробочки, В этом случае поворотный стол 12 может иметь только два рабочих пункта. На позиции Е производят установку магнитопровода. На позшшях Г и Д синхронно формуют с одинаковым тактом одну половину изоляционньк полос, при этом вначале применяют штампы 21, в это время при помощи приводного двигателя 16 обе плиты 19 и 20 перемещают одна над другой шпинделями 8,
Привод при помощи вигаового мехагшзма или вращающихся шаровых шпинделей был выбран вместо, например, силовых цилишров потому, чтобы тем самым осуществить точное и равномерное перемещение верхнего и нижнего штампов на листовой пакет статора. Если, например, 1шжний цламп будет опережать верхний, то он встретиться раньше с изоляционной коробочкой и будет перемещать ее перед собой, не загибая ее. Вследствие равномерного приближения штампа 21 не ифает никакой роли, находятся ли в начале рабочего процесса все изоляционные полосы с одинаково выступающими частями своих концов в пазах статора. Если изоляционная коробочка по каким-либо причинам проталкивается дальше на одну сторону, то перемещается она приближающимся с этой стороны штампом 21 опять в свое центральное положение, прежде чем при помощи штампов будут загнуты одновременно сверху и снизу концы.
Выступы 27 на Ш1ам11е входят в пазы статора с установлен)1ыми изоляционным коробочками. Выciynbi 27 должны иметь такую длину, чтобы oim образовывали для коробочек в юлах пазов статора направляющую при o;iHoii| iMf.Hiii.iM прижимании штампами с обеих сторон, предотвращающую излом или искривление полос.
Штампы 21 остаются в положении, показа шом слева на фиг. 4, затем опять расходятся при помощи 5 приводного двигателя 16 плит 19 и 20, Далее необходиХ о прижатие штампами 32 концов изоляционных коробочек и вьщержки до их охлаждения, иначе они расправятся.
Время меящу обратным ходом штампа 21 и 10 прижиманием фиксаторов 42 не может составлять более (приблизительно) 2 сек. С помоцью описанной конструкции может вьщерживаться этот короткий 1фомежуток времени,
В то время, как штампы 21 возвращаются в 15 исходное положение, пневматические цилиндры 35 перемещают штампы 32 до упора поверхностей заплечиков 44 с магнитоцроводом статора. Поскольку оба штампа 21 и 32 расположены аксиально относительно друг друга, то в основном было бы 20 возможно п емещать штампы 32 с самого начала вместе со штампами 21 к магнитопроводу статора. Однако оказывается более целесообразным удерживать штампы 32 во время процесса нагревания еще пока в конечном положении для того, 5 чтобы они по возможности оставались холодными и тем самым быстрее охлаждали концы изоляционных коробочек после включения их в работу.
Фиксаторы42 перемещаются в радиальном направлении после того, как штамп 21 отходит на 30 достаточное расстояние, т.е. находится уже в положении (фиг, 4),
Для того чтобы скользить без толчков по загнутым концам 30 изоляционных коробочек, передние кромки фиксаторов 42 деланя скруглен5 ными. Между фиксаторами 42 к торцовыми стенками пакета магнитопровода статора охлаждаются загнутые концы 30 изоляционных коробочек, и когда через 2-3 сек фиксаторы 42 возвраи аются обрашо при помощи кольцевой пружины 48 и 0 щтампы 32 расходятся в аксиальном направле1гии друг от друга при помощи плит 33 и 34, то загнутые концы 30 изоляционных коробочек сохраняют свою форму благодаря плоскому прилеганию к торцовым поверхностям пакета магнитопровода 5 статора без подпруживания в обратном направлении. Стол 12 поворачивают на 120° и начинают новый рабочий цикл.
Регулятор 51 устанавливают на температуру в зависимости от материала изоляционных коробо0 чек, который определяет время выдержки его под нагретым и холодным щтампами.
Формование торцовых частей пазовых коробочек непосредственно в пазах статора предотвращает растрескивание изоляции при использопаши горячих штампов и фиксаторов, умепыиает габариты лобовых частей статоров и значительно повышает качество изготавливаемых изделий.
Формула изобретения 1, Способ .т лалки ичоляшж в пачы мапгиюпроводов элекп)ИЧ01;ких машин ПУТСМ ниология
пазовых коробочек в пазы и загиба их концов у торцовых поверхностей магнитолроводов, отличающийся тем, что, с целью повышения.качества изготавливаемых из;;е;тй, кошы пазсяых коробочек отгибают к торцовой поверхности магкитопроводов шгретыми штампами и вьздерживают, затем нагретые штампы отводят и подводят фиксаторы и выдерживают.
2. Устройство для осуществления способа укладки изоляции в пазы магнитопр(жодов элвктрических машин по п. 1, осодержащее узел формования концов пазовых коробочек, механизм удержания и разворота магнитопровода, отличающееся тем, что узел формования концов пазовых коробочек содержит штамп, вьшолненный в виде кольца с нагревательным злементом, несущего
на своей торцовой поверхности формующие элементы и расположенные внутри него фиксаторы, установленные- с возможностью радиального перемещения.
3.Устройство по П.2, отличающееся тем, что штамп содержит выступы, расположеннь е на торцовой поверхности, форма которых соответствует форме паза магнитопровода.
4.Устройство по П.2, отличающееся тем, что фиксаторы имеют S - образный профиль и соединены между собой пружиной.
Источники информации, принятые во внимание при зкспертизе:
1.Патент США №3616512, кл. 29-205.
2.Патент США № 3514836, кл. 29-205, 1970. p p О О
/ / /
г 3 ff
иг.г о


| название | год | авторы | номер документа |
|---|---|---|---|
| Статор электрической машины переменного тока | 1975 |
|
SU537423A1 |
| Автомат для изготовления пазовых коробочек | 1959 |
|
SU128746A1 |
| Устройство для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU943999A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Автомат для обмотки роторов электрических машин | 1972 |
|
SU540582A3 |
| Статор электрической машины | 1987 |
|
SU1451805A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1277307A1 |
| Станок для сборки в пакет пластин коллекторов электрических машин | 1977 |
|
SU729711A1 |
| СТАТОР ВЫСОКОВОЛЬТНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1992 |
|
RU2020692C1 |