(54) СПОСОБ РЕМОНТА ТЕРМОРЕАКТИВПОЙ
I
Изобретение относится к области электромашиностроения и касается ремонта термореактивной изоляции обмоток статоров. Предлагаемый способ может быть использован при ремонте изоляции лобовых частей стержней и катушек обмоток статоров турбогенераторов, гидрогенераторов и других высоковольтных электрических машин без выема ремонтируемых стержней или катушек из статора.
Известен способ ремонта обмотки статора электрических машин, когда пробитые или имеюшие местные механические повреждения стержни или катушки извлекают из обмотки и заменяют новыми, даже если повреждения расположены вне пазовой части обмотки 1.
Однако такой способ имеет большую трудоемкость, при нем высоки затраты на новые стержни, возможно снижение надежности эксплуатации отремонтированной обмотки из-за неизбежных при выемке и повторной укладке деформаций непробитых стержней.
Наиболее близким по технической сушности к предлагаемому изобретению являетИЗОЛЯЦИИ
ся способ, при котором в месте повреждения выполняется местная разделка изоляции в форме, близкой к конусу, обращенному вершиной к проводнику. Местная разделка затем промазывается термореактивным компаундом, заполняется листовым слюдосодержащим изоляционным материалом с промазкой слоев термореактивным компаундом 2.
Недостатком известного способа ремонта является его низкая надежность, особенно но если место повреждения расположено в лобовой части обмотки вблизи от сердечника статора. Такие повреждения изоляции возникают при втягивании посторонних п|редметов в зазор из зоны лобовых частей, нарушениях целостности обмоток полюсов или демпферных обмоток явнополюсных роторов, беличьих клеток асинхронных двигателей. При этом повреждения обычно расположены на гранях стержней, обращенных в сторону ротора, и бывают весьма многочисленны. 20Целью настоящего изобретения является повышение надежности ремонта мест повреждений стержней вблизи сердечника статора.
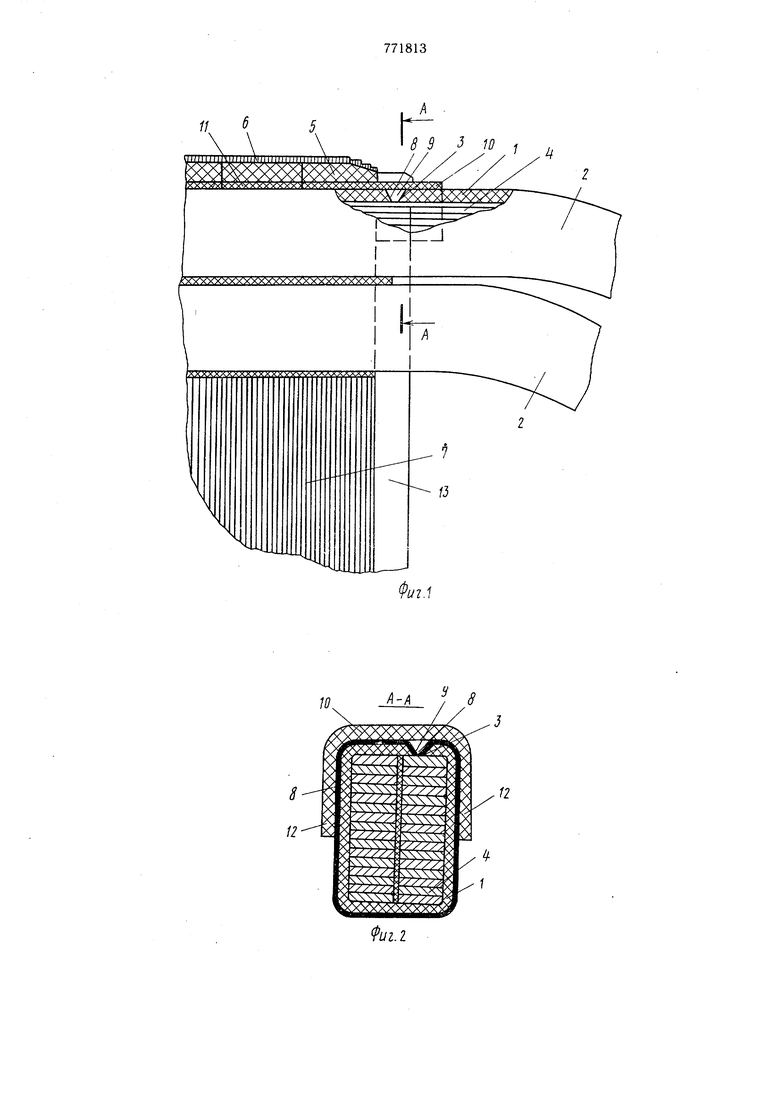
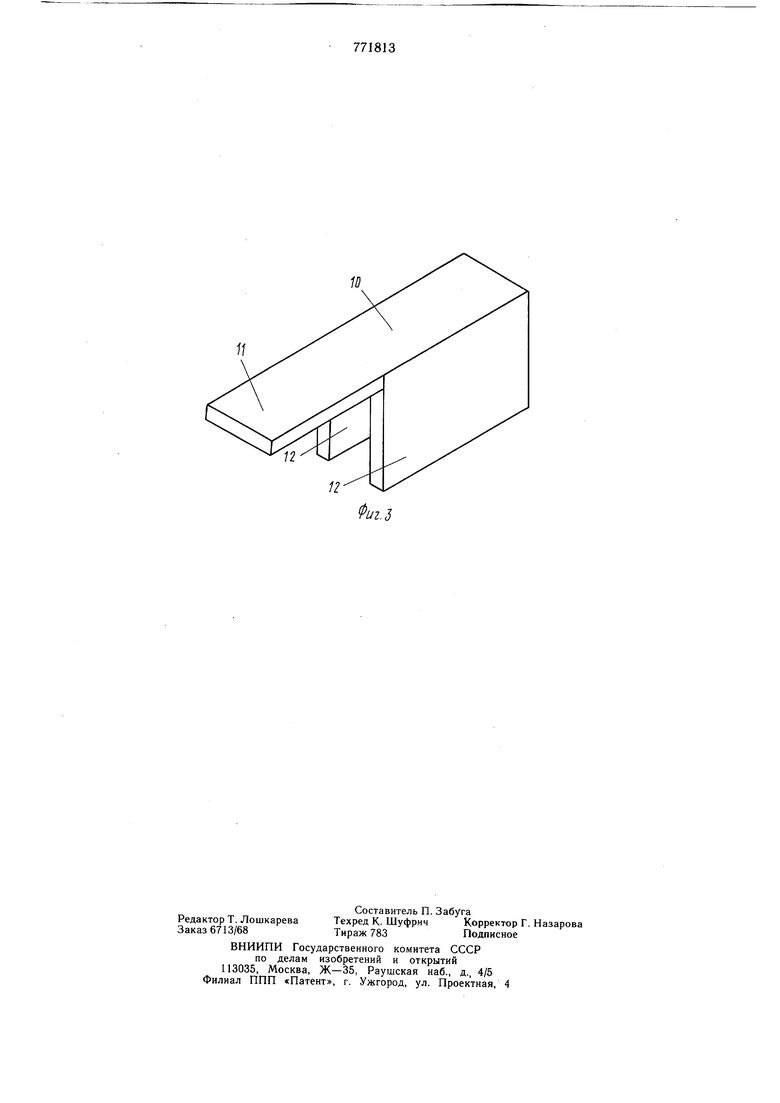
Указанная цель достигается тем, что извлекают из паза клин, заполнение местной разделки выполняют слюдосодержащим компаундом, дополнительно устанавливают поверх заполненной разделки промазанный изнутри комаундом изоляционный короб, имеющий в аксиальном направлении выступ, который вводят в паз, а боковые стороны короба, охватывающие стержень, размещают в зазорах между стержнями, затем устанавливают клин, зажимая при этом выступ, после чего производят термообработку отремонтированного места. За счет установки изоляционного короба, закрепления его выступа под концевым клином обмотки статора, а боковых сторон - в зазорах между стержнями обмотки, появляется возможность произвести надежное изолирование повреждений стержней вблизи сердечника статора. На фиг. 1 изображен продольный разрез стержня обмотки в месте повреждения с выполненной установкой изоляционного короба согласно предлагаемому способу; на фиг. 2 - поперечный разрез А-А фиг. 1; на фиг. 3 - изоляционный короб, общий вид. В соответствии с предлагаемым способом в месте повреждения изоляции 1 стержня обмотки 2 выполняют местную разделку 3 в виде конуса, обращенного вершчшой к токоведущей части 4 стержня обмотки 2. Эта местная разделка 3 по объему незначительно превышает объем механического повреждения. Концевой клин 5, крепящий обмотку 2 в пазу 6 статора 7, и прокладку под ним извлекают из паза 6. Стенки местной разделки 3 промазывают термореактивным компаундом 8 низкой вязкости, например, эпоксидным. Слюдонагголненным компаундом 9, обладающим высокой вязкостью, заполняют полностью местную разделку 3 к наносят его в небольшом количестве поверх разделки. Поверх нее устанавливают короб 10, выполненный из изоляционного материала, предварительно промазанный изнутри компаундом 8 низкой вязкости. Короб 10 (фиг. 3) выполнен цельным, прессованным из изоляционного материала, например стеклотекстолита или стеклослюдинита, и имеет с одной стороны в аксиальном направлении выступ 11, длина которого может быть равна или меньше длины концевого клина 5 обмотки 2 статора 1. Боковые стороны 2 короба 10 могут иметь небольшой уклон внутрь, чтобы обеспечить плотное надевание его на стержень. Размеры боковых сторон 12 короба 0 определяются величиной пробивного промежутка для испытательного напряжения ремонтируемой обмотки. Аксиальный выступ 1 короба 10 вводят в паз 6 на место прокладки, а боковые стороны 12
короба 10 вводят в зазоры между боковыми поверхностями изоляции 1 стержней обмотки 2 и нажимными пальцами 13 сердечника статора 7 и осаживают до плотной посадки на изоляцию стержня.
При этом компаунд 9, нанесенный поверх разделки, раздавливается и заполняет возможные зазоры между поверхностью изоляции 1 стержня обмотки 2 и изоляционного короба 10 в области местной разделки 3. После этого вновь устанавливают концевой
клин 5 обмотки 2 и производят термообработку отремонтированного места. Режим термообработки определяется объемом ремонта и видом компаунда, однако, чтобы исключить возможность повреждения «здоровой изоляции, температура выбирается в пределах от 20°С до 80°С.
Использование предлагаемого способа ремонта изоляций обмотки статора высоковольтной электрической машины обеспечивает по сравнению с существующими способами возможность ремонта повреждений изоляции вблизи сердечника статора, сокращение сроков ремонта.
Формула изобретения
Способ ремонта термореактивной изоляции лобовых частей, расположенных в пазах сердечника статора и закрепленных посредством клиньев стержней статора высоковольтной электрической машины, включающий выполнение местной разделки места повреждения изоляции, заполнение местной разделки слюдосодержащим материалом и тер.мообработку отремонтированного места, отличающийся тем, что, с целью повыщения
надежности ремонта мест повреждений стержней вблизи сердечника статора, извлекают из паза клин, заполнение местной разделки выполняют слюдосодержащим компаундом, дополнительно устанавливают поверх заполненной разделки промазанный изнутри компаундом изоляционный короб, имеющий в аксиальном направлении выступ, который вводят в паз, а боковые стороны короба, охватывающие стержень, размещают в зазорах между стержнями, затем устанавливают клин, зажимая при этом выступ, после чего производят термообработку.
Источники информации, принятые во внимание при экспертизе
1.«Энергетик № 1, 1977, с. 29-30.
2.Технологическая инструкция ИО-3-74. Восстановление изоляции «Монолит-2 полюсных катушек тяговых двигателей при ее повреждении. Новочеркасский электровозостроительный завод, 1974.
//
43 5 ID 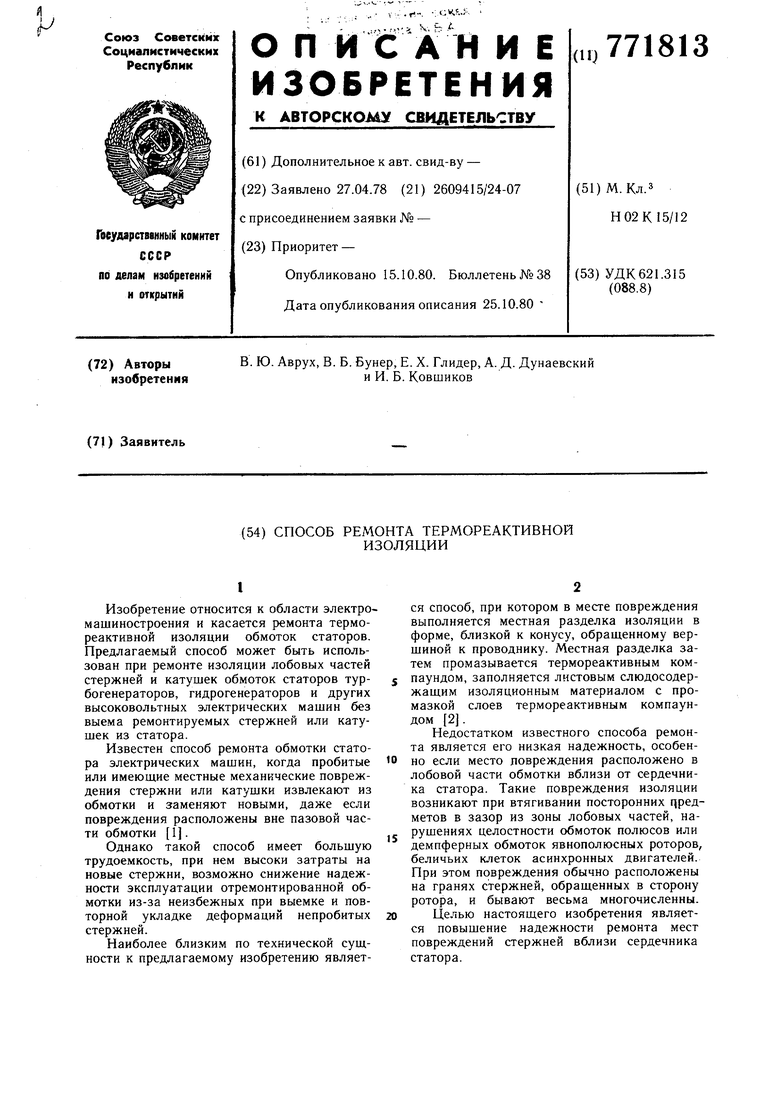
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта термореактивной изоляции лобовых частей обмотки статора высоковольтной электрической машины | 1979 |
|
SU788287A1 |
| Изоляция обмоток электрических машин | 1979 |
|
SU864447A1 |
| Способ ремонта высоковольтной изоляции обмоток статоров электрических машин | 1982 |
|
SU1356128A1 |
| Статор генератора | 1979 |
|
SU961048A1 |
| Устройство для крепления лобовых частей стержневой обмотки статора электрической машины | 1981 |
|
SU1072183A1 |
| Статор электрической машины | 1982 |
|
SU1081743A2 |
| Обмотка статора электрической машины и способ ее изготовления | 1982 |
|
SU1080239A1 |
| Двухслойная обмотка статора электрической машины | 1970 |
|
SU457143A1 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ЛОБОВЫХ ЧАСТЕЙ ОБМОТКИ СТАТОРА ТУРБОГЕНЕРАТОРА | 2014 |
|
RU2550085C1 |
| Статор высоковольтной многофазной электрической машины | 1986 |
|
SU1334280A1 |