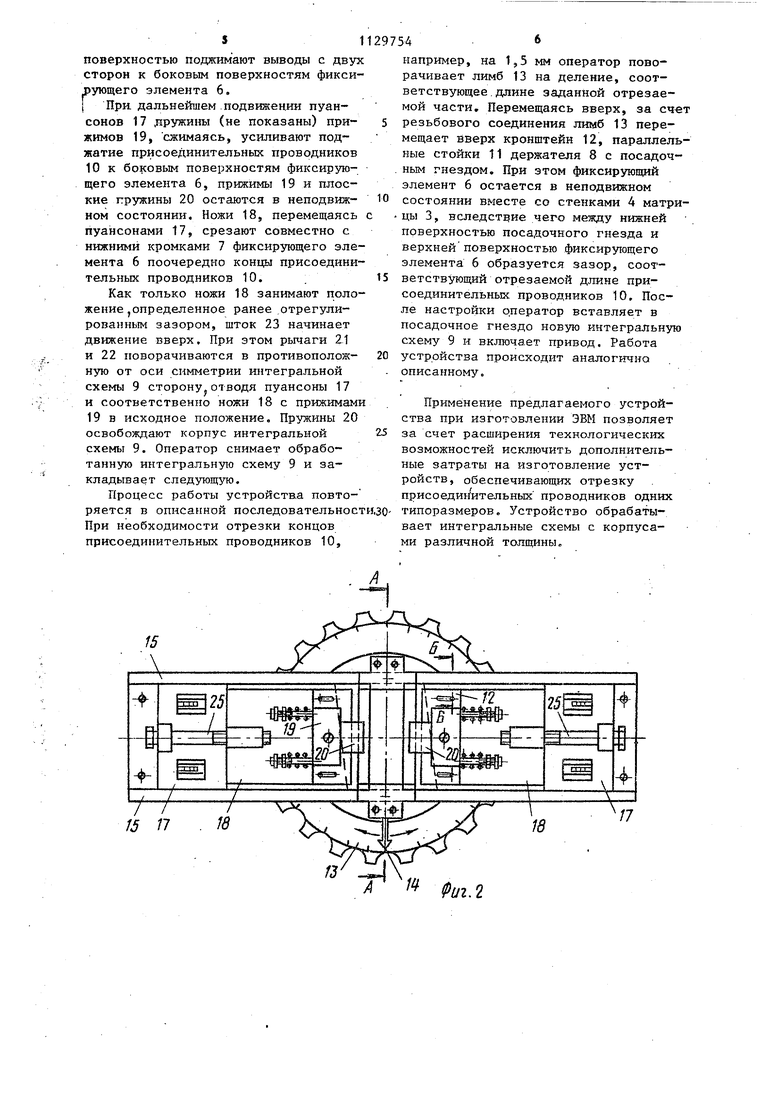
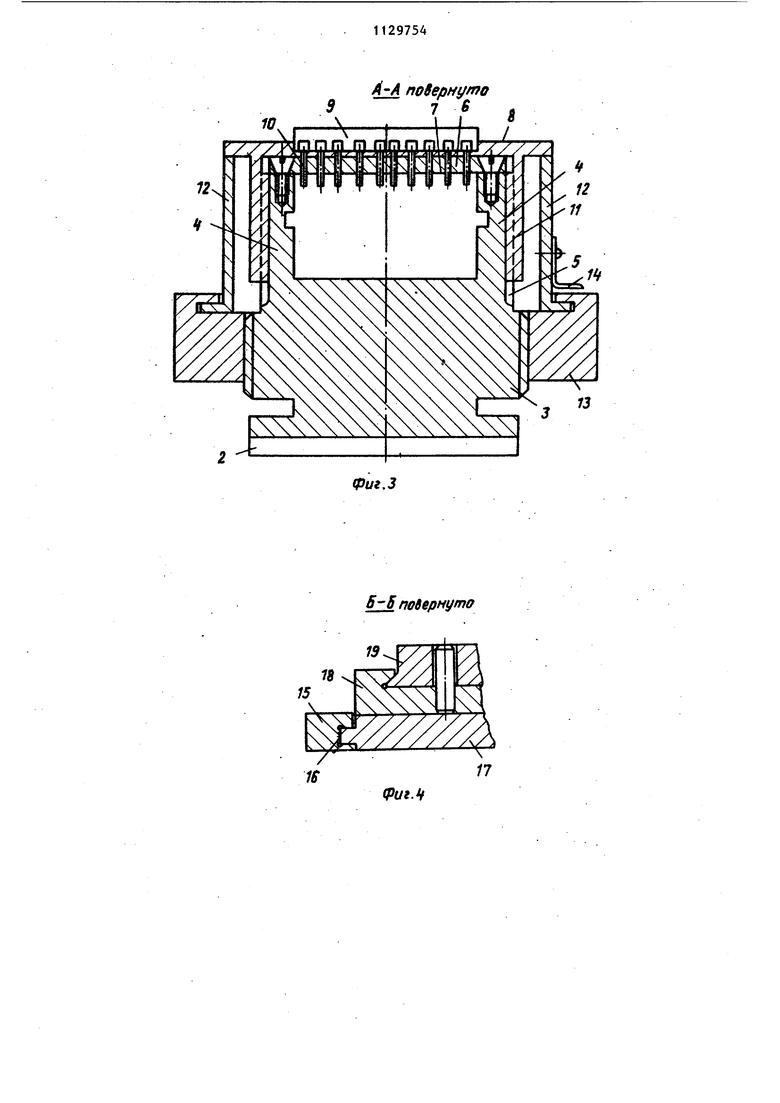
изобретение относится к технологическому оборудованию для производства электроаппаратуры и может быть использовано на подготовительных операциях, при монтаже интегральных схем на печатные платы при изготовлении ЭВМ. Известен механизм для подрезания и поджимания выводов электрон ного элемента, содержащий рычажное устройство, отрезающее вьгооды элемента, и канал, по которому отрезан ные участки выводов отводятся от места подрезания и поджимания. Меха низм имеет рычажную передачу, прикрепленную к подрезающей тяге. Рычажная передача, кроме того, прикреплена к двум пневматическим цилиндрам, соответственно приводящим в действие основание для подрезания и поджимания, в котором размещена подрезающая тяга с тем, чтобы перевести его в положение под платой, и приводяп(им в действие подрезающую тягу l . Наиболее близким по технической сущности к предлагаемому является устройство для загибки и обрезки выводов микросхем, содержащее основание, посадочное гнездо с ограничителями (держатель с ограничителями) для установки интегральной схемы, матрицу и пуансон с приводом для загиба и отрезки присоединител ных проводников, а также подпружиненный в пуансоне прижимной элемент. Совместно с держателем он фик сирует в процессе обработки не заги баемые части присоединительных проводников. Держатель для интегрально схемы упруго установлен нежду образующими матрицу неподвижными кулачк ми. Его пружина имеет большее усилие, чем пружины прижимного элемента. Ножи для отрезки присоединитель ных проводников интегральной схемы закреплены на наружных боковых плос костях неподвижных кулачков 2 . Однако указанное устройство имее ограниченные технологические возмож ности при отрезке присоединительных проводников, различных типоразмеров приспособление пригодно для обработ ки интегральных схем, имеющих толщи ну корпуса только одного размера. Цель изобретения - улучшение эксплуатационных возможностей. 4 Указанная цель достигается тем, что в устройстве для обрезки выводов микросхем, содержащем основание, на котором установлены матрица с держателем микросхемы, пуансоны с обрезньми ножами, соединенные с приводом, и подпружиненный прижим, матрица снабжена поворотным лимбом, а держатель микросхемы размещен над матрицей и соединен с поворотным лимбом с возможностью возвратно-поступательного перемещения относительно матрицы, при этом пуансоны с ножами установлены параллельно основанию, а подпружиненные прижимы выполнены в виде плоских пружин и закреплены на пуансонах параллельно плоскости ножей. На фиг. 1 схема рично показано устройство, общий вид; на фиг. 2 то же, вид сверху; на фиг. 3 - сечение А- А на фиг. 2; на фиг. 4 часть пуансона с ножом и прижимом и их соединение (сечение Б-Б на фиг. 2); на фиг. 5 - устройство, вид в аксонометрии ( без корпуса и привода); на фиг. 6 - форма ножей и их расположение. Устройство для обрезки выводов микросхем содержит корпус 1, на боковых стенках которого жестко закреплены кронштейны (позициями не показаны), на которых, в свою очередь, закреплено основание 2 с матрицей 3. Матрица 3 выполнена в форме цилиндрического корпуса, на противоположной ,стороне основания 2 которого расположены стенки 4. На внешней стороне стенок 4 вьтолнбны направляющие ;Пазы 5, а на торце параллельно основанию 2 жестко закреплен фиксирующий элемент 6 (фиг. 3 и 5). Фиксирующий элемент 6 предназначен для предотвращения изгиба присоединительных проводников во время их обрезки, особенно когда необходимо отрезать концы присоединительных проводников различной длины. Грани 7 плоскости фиксирующего элемента 6 являются составной частью ножей. Параллельно фиксирующему элементу 6 установлен держатель 8, в котором выполнено посадочное гнездо в виде углубления, служащего для размещения корпуса интегральных схем 9, с присоединительными проводниками 10, расположенными с двух сторон корпуса интегральной схемы
и отогнутыми в одном направлении, в данном случае вниз. Внутренние боковые поверхности гнезда служат для фиксации корпуса интегральной схемы 9 по ее длине в горизонтальной плоскости. Параллельные стойки 11 держателя размещены в направляющих пазах 5 стенок 4, а горизонтальная плоскость держателя 8 неподвижно соединена с кронштейнами 12, взаимодействующими с поворотным лимбом 13.
Лимб 13 изготовлен в виде круглого диска, по центру которого выполнено, сквозное резьбовое отверстие, а по горизонтальной повёрхности - кольцевая канавка, служащая для размещения и фиксации нижних концов кронштейнов 12 во время перемещения лимба 13 вверх-вниз по матрице 3, когда устройство настраивают на отрезку заданной длины, концов присоединительных проводников 10. Лимб 13 коаксиально установлен на цилиндрической резьбовой части матрицы 3 (имеющей наружную резьбу), а для установки величины, необходимой для отрезки присоединительных проводников,.на поверхности лимба 13 нанесены соответствующие деления, при этом на кронштейне 12 имеется стрелка-указатель 14.
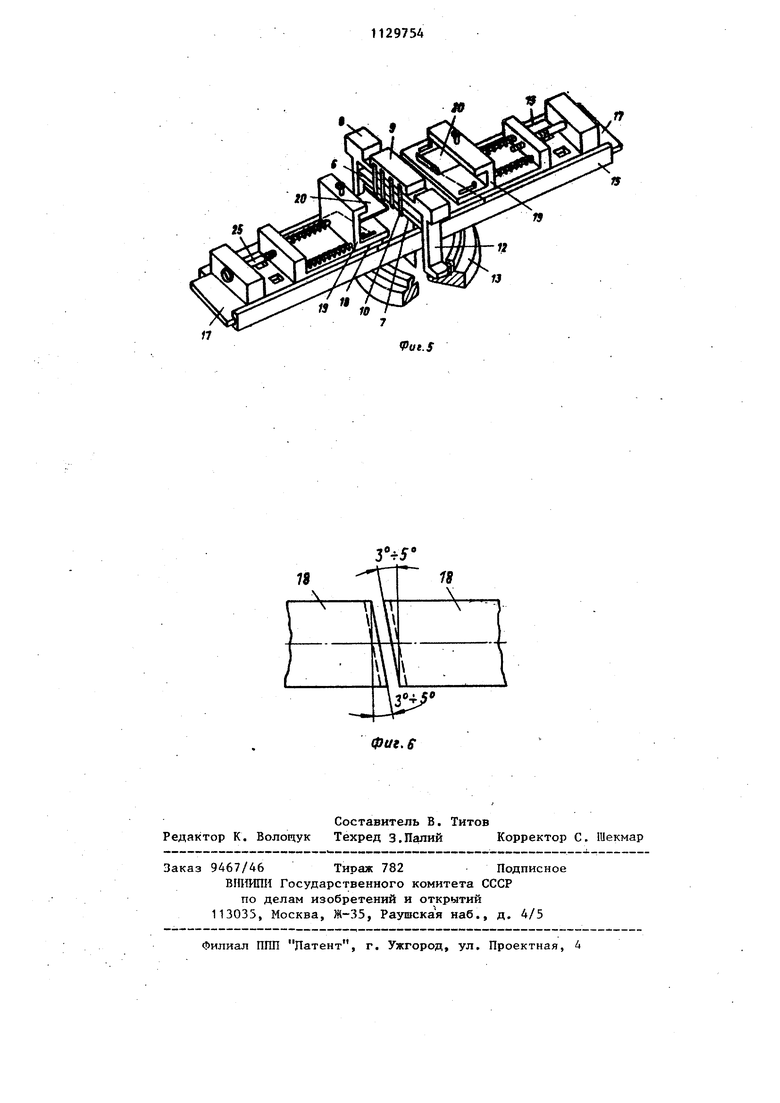
Помимо матрицы 3 на корпусе 1 закреплены концы направляющих 15 с внутренними продольными пазами 16, диаметрально расположенными в одной плоскости, другие концы направляюдих 15 жестко соединены со стенками 4. В пазах 16 (фиг.4) подвижно установлены пуансоны 17, выполненные в виде диаметрально расположенных плит, совершающих возвратно-постурательное перемещение. На пуансонах 17 смонтированы регулируемые ножи t8. Для создания оптимального усилия резания и обеспечения чистоты поверхности среза присоединительных проводников 10 ножи 18 имеют взаимно параллельные скосы с углом, например, 3-5 . На поверхности ножей 18 имеются направлякицие ко-узрьк установлены подпружиненные прижимы 19, имеющие Г-образную форму. Удлненная плоскость (нижнее основание) Г-образных прижимов 19 служит для поджатия и фиксации присоеди- нитепьных проводников 10 к боковой поверхности фиксирующего элемента 6 перед и в момент отрезки. В полости
.прижимов 19 закреплены плоские пружины 20, имеющие отогнутый конец и служащие для прижатия корпуса интегральной схемы 9 к основанию посадочного гнезда. Для обеспечения возвратно-поступательного перемещения ножей 18 в процессе работы пуансоны 17 шарнирно соединены посредством рычагов 21 и 22 (фиг. 1) с штоком 23 привода 24. Для регулировки ножей 18 и прижимов 19 на пуансонах 17 смонтированы винты 25.
Подготовка устройства к работе.
Оператор отводит в крайнее поло жение пуансон 17 от оси симметрии посадочного гнезда. Затем с помощью винтов 25 также отводит в крайнее. положение ножи 18 с прижимами 19. После этого подводит пуаНсоны 17 к условной оси симметрии посадочного гнезда и соответственно корпуса интегральной схемы 9. Пуансоны 1 имеют постоянный конструктивньй зазор в данном положении. При подводке пуансонов 7 к центру одновременно с ними перемещаются ножи 18 и прижимы 19. После этого с помощью винтов 2l5 диаметрально расположенные ножи 18 с прижимами 19 подводят к оси симметрии посадочного гнезда, обеспечив симметричный зазор мезцду ними, например, 1 мм. о- Отрегулировав устройство оператор отводит пуансоны 17 в исходное положение, вставляет в посадочное гнездо держателя 8 интегральную схему 9. При этом присоединительные проводники 10 (фиг,. 3 и 5) располагаются на противоположных боковых сторонах посадочного гнезда и фиксирующего элемента 6, охватив их а торцы корпуса интегральной схемы 9 размещаются между стенками посадочного гнезда.
Закончив подготовку, оператор вклчает привод. Шток 23 привода 24 перемещается вниз, как показано стрелкой,увлекая за собой рычаги 22 и 2 которые, поворачиваясь на определенный угол, перемещают пуансоны 17 к центру, т.е. к интегральной схеме 9. При этом плоские пружины 20 Г-образных прижимов 19 заходят с двух противоположных сторон на верхнюю поверхность корпуса интегральной схемы 9 и фиксируют ее в вертикальной плоскости, а нижние основания Г-образных прижимов 19 торцево
поверхностью поджимают выводы с двух сторон к боковым поверхностям фиксиоующего элемента 6. I При дальнейшем .подвижеНИИ пуансонов 17 (не показаны) прижимов 19, сжимаясь, усиливают поджатие присоединительных проводников 10 к боковым поверхностям фиксирзтющего элемента б, прижимы 19 и плоские пружины 20 остаются в неподвижном состоянии. Ножи 18, перемещаясь пуансонами 17, срезают совместно с нижними кромками 7 фиксирующего элемента 6 поочередно концы присоединительньк проводников 10. .
Как только ножи 18 занимают положение ,определенное ранее ,отрегулированньгм зазором, шток 23 начинает движение вверх. При этом рычаги 21 и 22 поворачиваются в противополож- ную от оси симметрии интегральной схемы 9 сторону отводя пуансоны 17 и соответственно ножи 18 с прижимами 19 в исходное положение. Пружины 20 освобождают корпус интегральной схемы 9. Оператор снимает обработанную интегральную схему 9 и закладывает следующую.
Процесс работы устройства повторяется в описанной последовательностПри необходимости отрезки концов присоединительных проводников 10,
например, на 1,5 мм оператор поворачивает лимб 13 на деление, соответствующее .длине заданной отрезаемой части. Перемещаясь вверх, за счет резьбового соединения лимб 13 перемещает вверх кронштейн 12, параллельные стойки 11 держателя В с посадочным гнездом. При этом фиксирующий элемент 6 остается в неподвижном состоянии вместе со стенками 4 матрицы 3, вследствие чего между нижней поверхностью посадочного гнезда и верхней поверхностью фиксирующего элемента 6 образуется зазор, соответствующий отрезаемой длине присоединительных проводников 10. Посе настройки оператор вставляет в посадочное гнездо новую интегральную схему 9 и включает привод. Работа стройства происходит аналогично описанному.
Применение предлагаемого устройства при изготовлении ЭВМ позволяет за счет расширения технологических возможностей исключить дополнительные затраты на изготовление устройств, обеспечивающих отрезку присоединительных проводников одних типоразмеров. Устройство обрабатывает интегральные схемы с корпусами различной толщины. 97 л
V
10
АА повернуто
12
(риг,3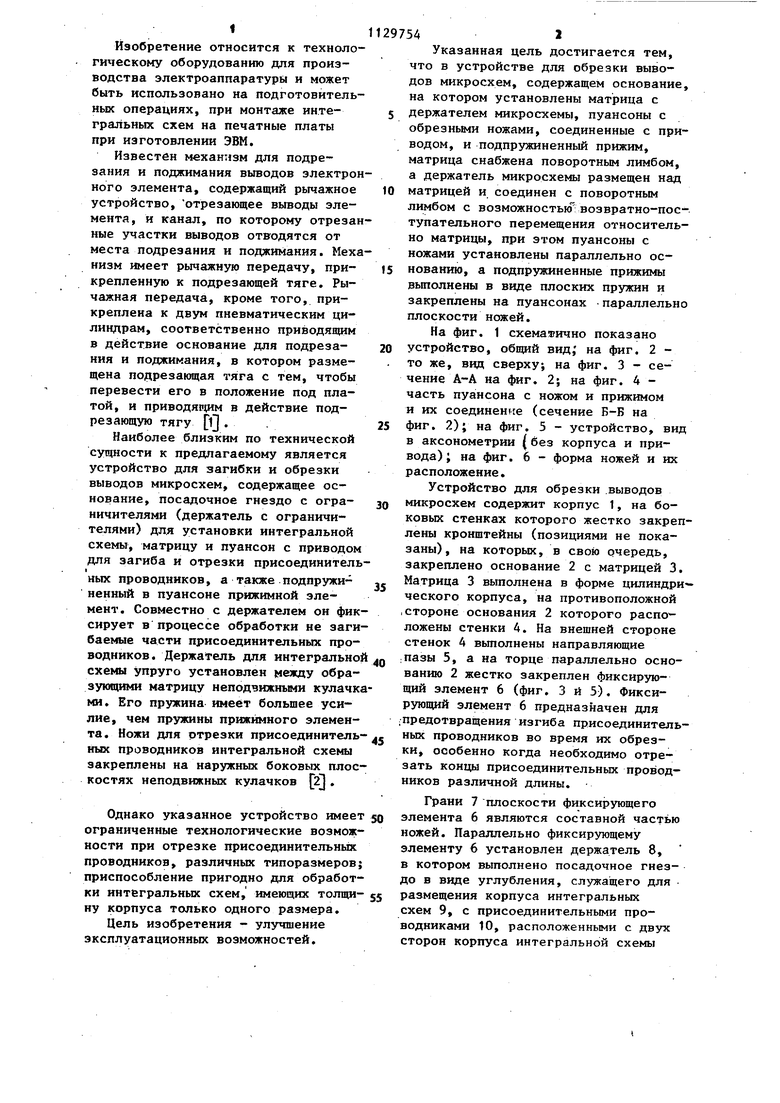

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления П-образных деталей из полосы и штамп последовательного действия для его осуществления | 1991 |
|
SU1819712A1 |
| Устройство для формовки выводов микросхемы и узел центровки микросхем для этого устройства | 2016 |
|
RU2644020C1 |
| Устройство для изготовления стержневых деталей и сборки их с деталями из листа | 1983 |
|
SU1166865A1 |
| Штамп совмещенного действия | 1985 |
|
SU1422414A1 |
| Устройство для формовки и обрезки выводов микросхем | 2016 |
|
RU2657519C1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Автомат для пайки теплообменников | 1978 |
|
SU893428A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЖАТЕЛЕЙ ТИПА СКОБ, | 1967 |
|
SU195576A1 |
| Устройство для формовки и обрезки выводов радиоэлементов | 1988 |
|
SU1704305A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
УСТРОЙСТВО ДЖ ОБРЕЗКИ ВЫВОДОВ ШKPOCXEM, содержащее основание, на котором установлены матрица с держателем микросхемы, пуансоны с отрезньми ножами, соединенные с приводом, и подпружиненный прижим, отличающееся тем, что, с целью улучшения эксплуатационных возможностей, матрица снабжена поворотным лимбом, а держатель микросхемы размещен над матрицей и соединен с поворотным лимбом с возможностью возвратно-поступательного перемещения относительно матрицы, при этом пуансоны с ножами установлены параллельно основанию, а подпружиненные прижимы выполнены в виде плоских пружин и закреплены на пуансонах параллельно плоскости ножей.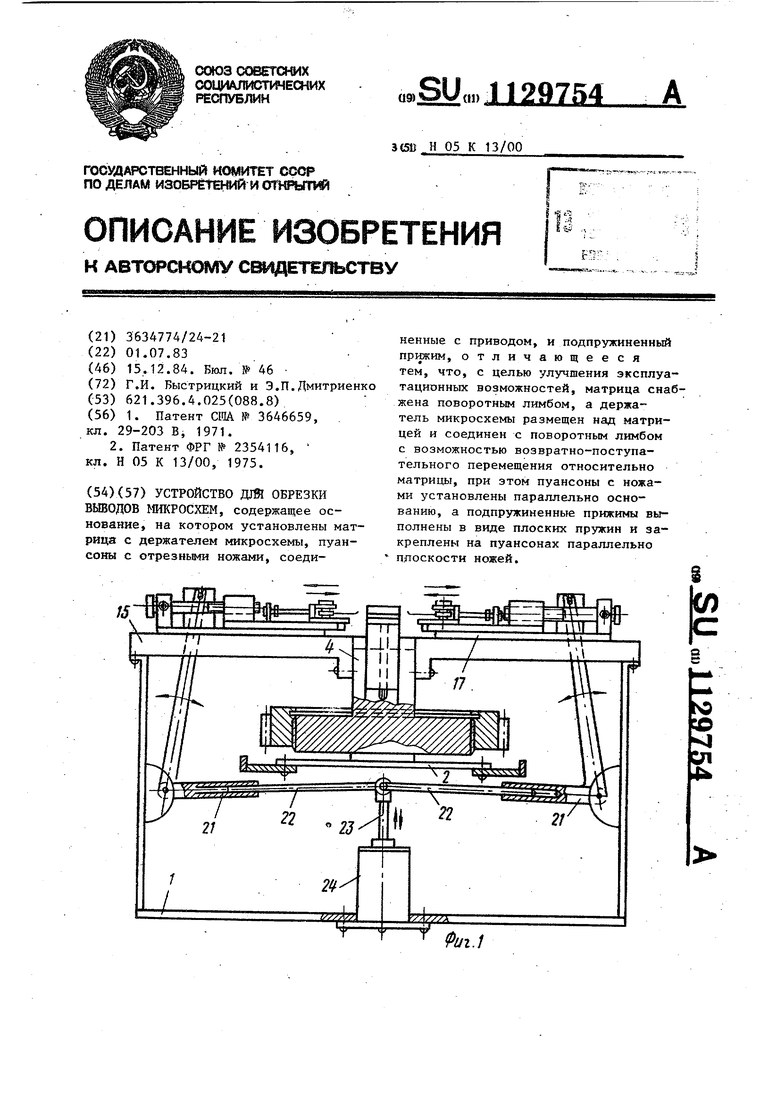
S-S повернуто
/
If
17
(Риг.
78
13
Vut.S
3V5
фие.е
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент СМА № 3646659, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| РАСТИТЕЛЬНЫЙ МОЛЛЮСКОЦИД | 2007 |
|
RU2354116C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
