ел
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Штамп для изготовления деталей из проволоки гибкой | 1988 |
|
SU1583203A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| ШТАМП ДЛЯ ОТРЕЗКИ И ГИБКИ | 1993 |
|
RU2086334C1 |
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ОТРЕЗКИ КОНТАКТОВ | 2017 |
|
RU2669207C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Г-ОБРАЗНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА И ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2007 |
|
RU2354480C1 |
Использование: в обработке металлов давлением листового материала. Сущность изобретения: от полосы отрезают заготовку под углом к боковым кромкам и гнут заготовку по линиям, перпендикулярным линии отрезки. Штамп содержит два ручья. Один из них предназначен для предварительной обрезки полосы под углом к боковым кромкам и содержит ножи и упор. Другой предназначен для отрезки и гибки и содержит ножи, матрицу для гибки и ползушку для выноса детали из зоны гибки. Полосу подают в ручей для предварительной обрезки и обрезают под углом к боковым кромкам. Затем ее переставляют в другой ручей. Там отрезают заготовку и гнут. 2 с. и 1 з.п. ф-лы, 8 ил.
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для изготовления изделий из листового материала, преимущественно скоб с косыми краями.
Цель изобретения - расширение технологических возможностей за счет изготовления деталей с косыми торцами гнутых полок.
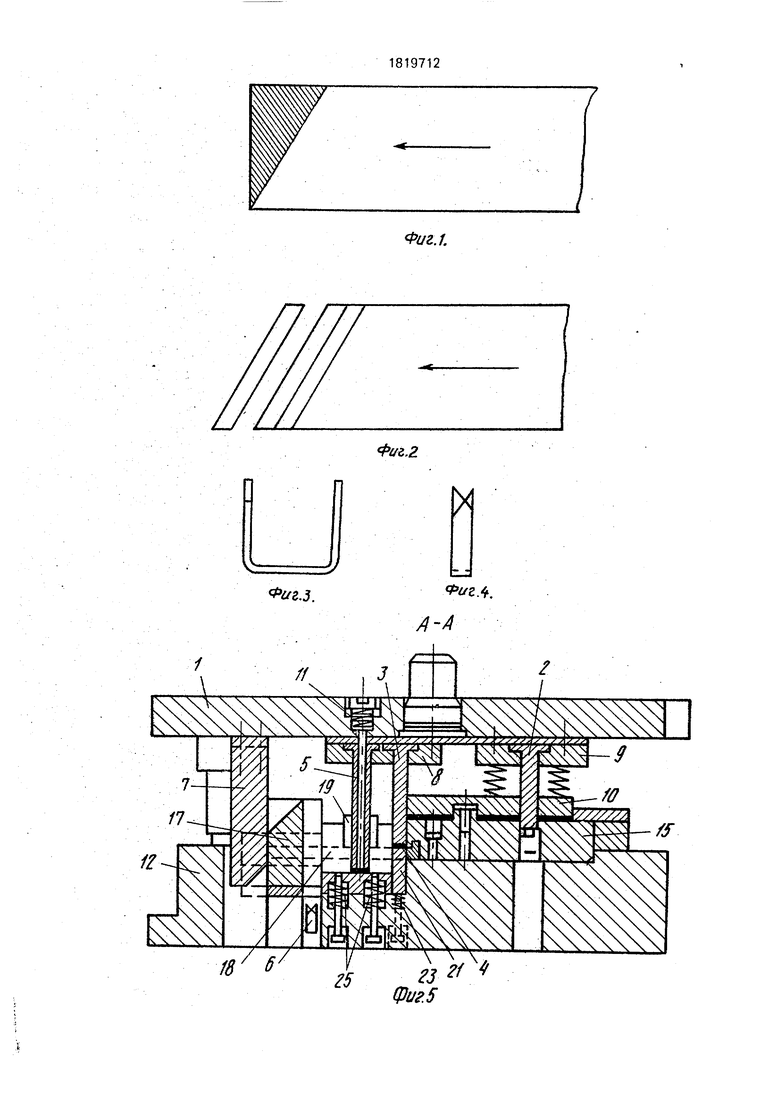
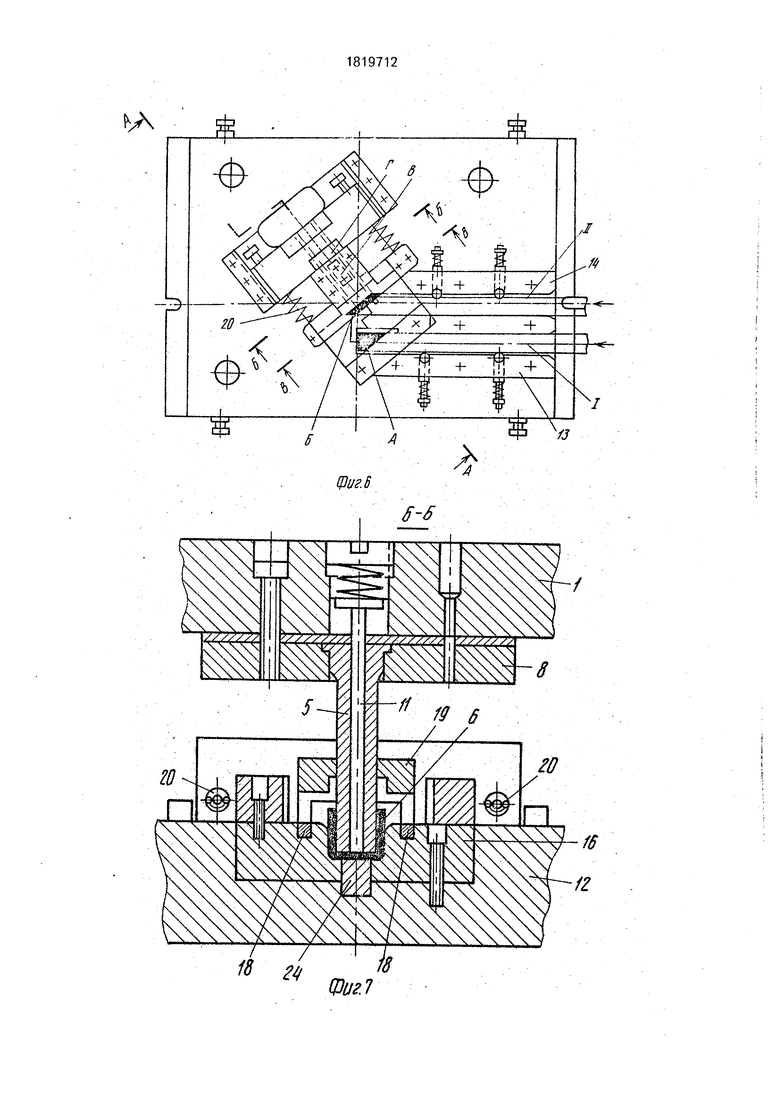
На фиг. 1 схематично показана предварительная отрезка косого края в металлической полосе; на фиг. 2 - отрезка заготовок с косыми краями; на фиг. 3 - деталь после гибки; на фиг. 4 - то же, вид сбоку; на фиг. 5 - штамп для получения П-образных деталей, разрез А-А на фиг. 6; на фиг. 6 - то же, план
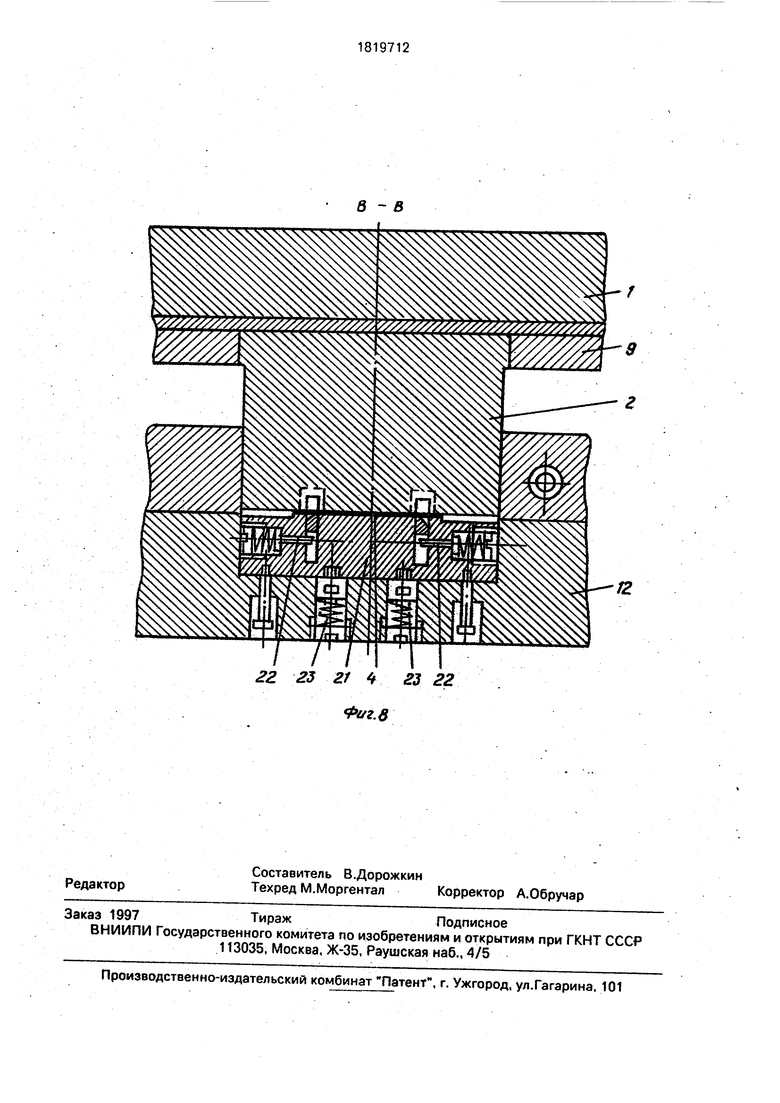
низа; на фиг. 7 - разрез Б-Б на фиг. 6; на фиг. 8 - разрез В-В на фиг. 6.
Штамп для получения П-образных деталей типа скоб из металлической полосы содержит верхнюю плиту 1, на которой установлены пуансон 2 для предварительной отрезки косого торца металлической полосы в зоне А, пуансон 3 для окончательной отрезки заготовки 4 с косами краями, пуансон 5 для гибки детали 6, клин 7, пуансоно- держатели 8, 9, верхний прижим 10, отлипатель 11. На нижней плите 12 смонтированы направляющие планки 13, 14, матрица 15 для предварительной отрезки косого торца полосы, матрица 16 для гибки детали 6, механизмы перемещения заготовки 4 из зоны Б отрезки в зону В гибки и зону
со
ю
ю
Г провального отверстия состоит из ползуш- возможностей за счет изготовления деталей ки 17 со встроенными в ней тягами 18, на с косыми торцами гнутых полок, перед от- которых установлена рамка 19 для удержа- резкой заготовки отрезают часть полосы по ния детали 6 в вертикальном положении и линии, наклонной относительно боковых обеспечивает перемещение детали 6 на шаг 5 кромок, а линию отрезки заготовки распола- в зону провального отверстия, пружины 20 гают параллельно линии отрезки части по- возврата ползушки 17, прижим 21 кратко- лосы.
временного действия и горизонтальные2. Штамп последовательного действия подпружиненные фиксаторы 22, а также для изготовления П-образных деталей из пружины 23 для вертикального перемеще- Ю полосы, содержащий подвижную плиту, на ния прижима. Прижим 24 для выталкивания которой расположены нож для отрезки заго- готовой детали 6 из матрицы 16 с помощью товки, пуансон для гибки и клин и неподвиж- пружин 25, ную плиту, на которой выполнены ручей для Способ осуществляется следующим об- перемещения полосы и провальное окно, и разом. 15 расположены нож для отрезки заготовки, Металлическую полосу подают в пер- матрица для гибки, упор для фиксации половый 0) рабочий ручей между направляющи- сы и механизм перемещения заготовок, ми планками 13, 14 до упора в зону А и включающий ползушку, расположенную с предварительно отрезают косой торец по- возможностью взаимодействия с клином и лосы на заданный угол. 20 перемещения в плоскости, перпендикуляр- Затеи полосу с косым торцом подают во ной оси давления, и пружину, связанную с второй (II) рабочий ручей в зону Б до упора ползушкой и плитой, от л и ч а ю щи йся для окончательной отрезки заготовки с ко- тем, что на неподвижной плите выполнен сыми краями на заданную ширину. Заготов- дополнительный ручей для перемещения ка 4 в момент отрезки снизу 25 полосы, штамп снабжен ножами для отрез- поддерживается прижимом 21 кратковре- ки части полосы, расположенными на по- менного действия. Прижим 21 после отрез- движной и неподвижной плитах, и ки заготовки 4 опускается вниз до плоскости дополнительным упором для фиксации по- гибочной матрицы 15 и остается в нижнем лосы, расположенным на неподвижной пли- положении до тех пор, пока клин 7 не вый- 30 те, этот упор и нож для отрезки части полосы дет из зацепления с ползушкой 17. При этом размещены на выходе из дополнительного прижим 21 удерживается в нижнем положе- ручья, режущие кромки ножей для отрезки нии за счет фиксаторов 22. Как только клин .части полосы расположены под углом к до- 6 штампа выходит из зацепления с ползуш-- полнительному ручью для перемещения покой 17, осуществляется возврат ползушки 35 лосы, а режущие кромки ножей для отрезки 17 влево. Посредством тяг 18 происходит заготовки, рабочие поверхности пуансона и передача плоской заготовки 4 на шаг в зону матрицы для гибки и направления переме- В гибки. Прижим 21 после выхода тяг 18 из щения ползушки расположены под углом к зоны резки возвращается вверх на первона- ручью для перемещения полосы, чальный уровень подачи полосы, афиксато- 40 3. Штамп поп. 1, от л и ч а ю щи йс я ры 22 выйдут из зацепления тяг 18 снизу тем, что он снабжен прижимом, располо- вверх. Согнутая деталь 6 перемещается женным на неподвижной плите напротив рамкой 19 из зоны В в зону Г провального ножа для отрезки заготовки и оснащенным отверстия. Далее цикл продолжается только пружинами, средствами фиксации прижима во втором рабочем ручье до полного исполь- 45 относительно ползушки в направлении, па- зования металлической полосы. раллельном оси давления, включающими
защелки, каждая из которых расположена в
Формул а изобретенияприжиме с возможностью перемещения 1. Способ изготовления П-образных де- перпендикулярно оси давления и взаимоталей из полосы, при котором отрезают от 50 действия с ползушкой и оснащена пружи- полосы заготовки по линии, пересекающей- ной и средствами перемещения детали к ся с боковыми кромками полосы, и гнут за- провальному окну в виде трафарета, уста- тотовку по линиям, перпендикулярным новленного на ползушке над матрицей для линии отрезки, отличающийся тем, гибки, а провальное окно расположено за что, с целью расширения технологических 55 матрицей для гибки по ходу обработки.
hО
I
со
N
X
со
31 ч
I
ч
«о
I
/
&
I M®
У-/
ШШ1
22 23 2f 4 23 22 Фиг.в
в В
f2
| Die Design Handbook, Me Graw-Hill Book Company, 1965, c | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| Альбом | |||
| - М.: Машиностроение, 1978, с | |||
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Металлические подъемные леса | 1921 |
|
SU242A1 |
