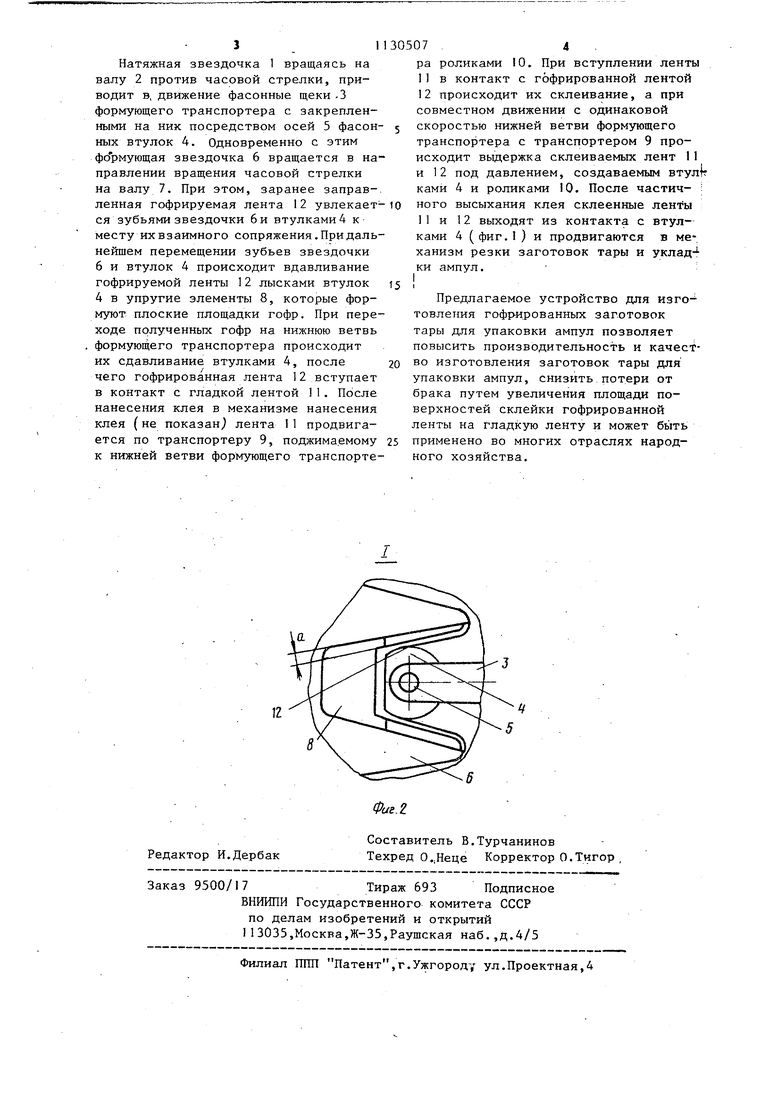
Изобретение относится к устройствам для изготовления упаковочной тары с гофрированным, вкладьшем для ампул и может быть использовано в химической, химико-фармацевтической и других областях народного хозяйст ва. Известно устройство для изготовления коробок и упаковки ампул,состоящее из механизма формирования го рированной ленты и склейки коробок, клеевого и рицовочного аппаратов, узла смачивания картона, электроподогревателя, барабанного ножа, несущего транспортера с фиксирующими иглами, печатающе-укладывающего уст ройства и механизма закрывания коро ки СО. Известно также устройство для из готовления гофрированных заготовок тары для упаковки ампул, содержащее механизм формирования гофрированной ленты, состоящий из формообразующей звездочки и установленного под ним транспортера для подачи гладкой ленты 12 , Однако в известных устройствах, механизм, фбрмирования гофрированно ленты придает гофрированной ленте форму с закругленными вершинами гоф Поэтому склеивание гофрированной ленты с гладкой картонной лентой, образующей корпус коробки, происходит по линии вершины каждой гофры, а не по плоскости,что требует длитель ной выдержки в сжатом состоянии гоф рированной ленты с гладкой картонной лентой на транспортере для пода чи гладкой ленты до полного высыхания клея. Кроме того, известные устройства обладают низкой производительностью и качеством, так как при такой склейке площадь контакта склеиваемых поверхностей очень мала соединение ненадежно и преждевремен ное снятие сдавливающего воздействи транспортера на склеиваемые поверхности приводит к отделению гофрированной ленты от гладкой картонной ленты. Цель изобретения - повьш1ение про изводительности и качества формования и склеивания с выдержкой под давлением гофрированной ленты с гла кой .лентой. Указанная цель достигаетвя тем, что в устройстве для изготовления гофрированных заготовок тары для 072 упаковки ампул, содержащем механизм формирования гофрированной лейты, состоящий из формообразующей звездочки, формующего транспортера с.фасонными втулками и установленного под ним транспортера для подачи гладкой ленты, формообразующая звездочка снабжена опорными .упругими элемента- ми, установленными между зубьями, при этом втулки неподвижно закреплены на формующем транспортере, а на их внешних сторонах выполнены лыски. На фиг.1 изображено устройство для изготовления гофрированных заготовок тары для упаковки ампул; на фиг. 2узел I на фиг. Г. Устройство для изготовления гофрированных заготовок тары для упаковки ампул содержит механизм формирования гофрированной ленты, состоящий из натяжной звездочки 1, жестко закрепленной на валу.2, которую охватывает формующий транспортер, состоящий из фасонных щек 3, несущих формующие элементы - фасонные втулки 4. На цилиндрических поверхностях втулок 4 выполнены плоские лыски, причем втулки 4 жестко закреплены на осях 5 таким образом, что при движении формующего транспортера лыски постоянно об ащены наружу. Формообразующая звездочка 6 закреплена на валу 7. Между зубьями звездочки 6, во впадинах, вьтолнены плоские площадки, на которых закреплены упругие элементы 8, выполненные из эластичного материала (например, из резины). Нижняя ветвь формующего транспортера контактирует с другим транспортером 9. Ролики 10 регулируют по вертикали таким образом, что при работе устройства втулки 4 и транспортер 9 для подачи гладкой ленты 11 сдавливают ленту 11, на которую предварительно нанесен клей, с гофрируемой лентой 12 таким усилием, при котором обеспечивается их качественная склейка. Профиль формообразующей звездочки 6 и ее расположение выбраны таким образом, что между ее зубьями и поверхностью фасонных втулок 4 существует зазор а, превьшающий толщину гофрируемой ленты 12 с максимальным допуском. Устройство для изготовления гофрированных заготовок тары для упаковки ампул работает следующим образом. 31 Натяжная звездочка вращаясь на валу 2 против часовой стрелки, приводит в, движение фасонные щеки -3 формующего транспортера с закрепленными на ник посредством осей 5 фасонных втулок 4. Одновременно с этим формующая звездочка 6 вращается в на правлении вращения часовой стрелки на валу 7. При этом, заранее заправленная гофрируемая лента 12 увлекается зубьями звездочки 6 и втулками 4 к месту их взаимного сопряжения.Придаль нейшем перемещении зубьев звездочки 6 и втулок 4 происходит вдавливание гофрируемой ленты 12 лысками втулок 4 в упругие элементы 8, которые формуют плоские площадки гофр. При пере ходе полученных гофр на нижнюю ветвь формующего транспортера происходит их сдавливание втулками 4, после чего гофрированная лента 12 вступает в контакт с гладкой лентой 11. После нанесения клея в механизме нанесения клея (не показан лента I1 продвигается по транспортеру 9, поджимаемому к нижней ветви формующего транспорте 074ра роликами 10. При вступлении ленты I1 в контакт с гофрированной лентой 12 происходит их склеивание, а при совместном движении с одинаковой скоростью нижней ветви формующего транспортера с транспортером 9 происходит вьщержка склеиваемых лент 11 и 12 под давлением, создаваемым втулг ками 4 и роликами 10. После частич- ; ного высыхания клея склеенные ленты I1и 12 выходят из контакта с втулками 4 ( фиг.1 ) и продвигаются в механизм резки заготовок тары и yклaдки ампул. Предлагаемое устройство для изготовления гофрированных заготовок тары для упаковки ампул позволяет повысить производительность и качество изготовления заготовок тары для упаковки ампул, снизить потери от брака путем увеличения площади поверхностей склейки гофрированной ленты на гладкую ленту и может быть применено во многих отраслях народного хозяйства.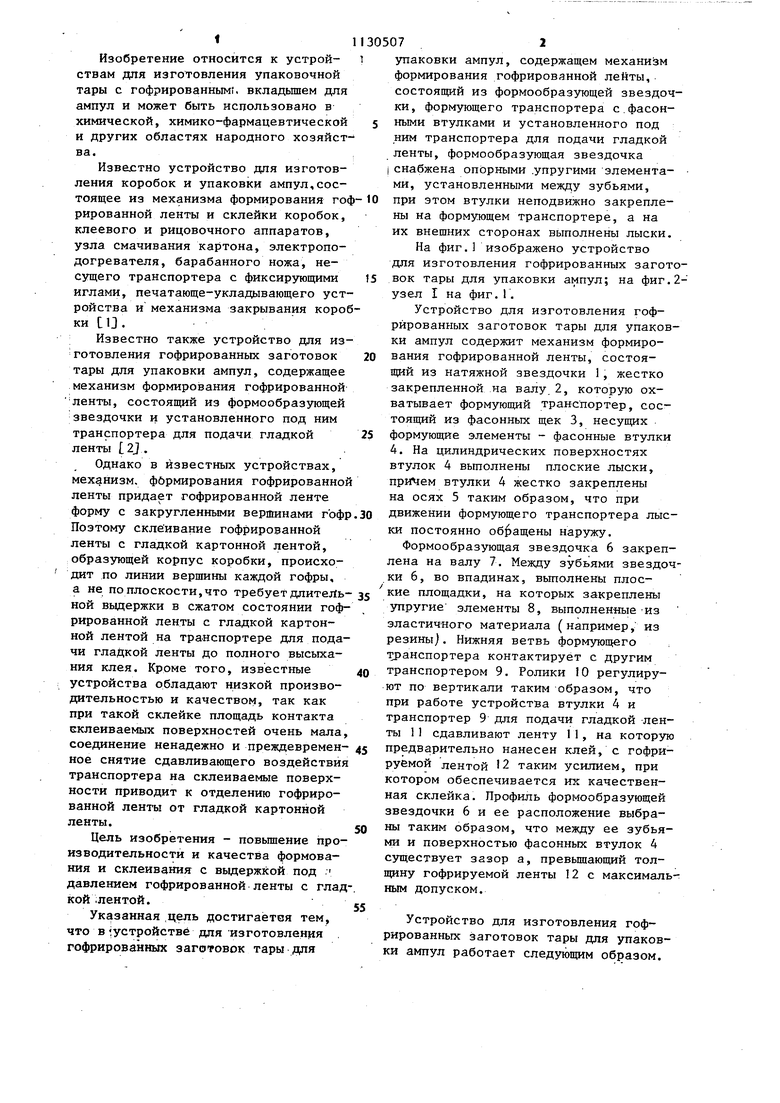
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления коробок и упаковки ампул | 1959 |
|
SU123874A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ АМПУЛ | 1969 |
|
SU247097A1 |
| Автомат для изготовления коробок и упаковки флаконов | 1979 |
|
SU854811A1 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |
| ПРЕДМЕТ МЕБЕЛИ, ЕЕ ОТДЕЛЬНАЯ ДЕТАЛЬ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2466024C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ АМПУЛ | 1967 |
|
SU201196A1 |
| Устройство для укладки цилиндрических изделий в коробки с гофровкладышами | 1985 |
|
SU1315362A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ УПАКОВОЧНОЙ ЛЕНТЬ[ | 1966 |
|
SU180085A1 |
| Устройство для изготовления гофрированной ленты | 1989 |
|
SU1625547A1 |
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ. ЗАГОТОВОК ТАРЫ РЩ УПАКОВКИ АМПУЛ, содержащее механизм формирования гофрированной ленты, состоящей из формообразующей звездочки, формующего транспортера с фасон-г ньгми втулками и установленного под ним транспортера для подачи гладкой ленты, отличающееся тем что, с целью повышения производитёлбности и качества формования и склеивания с выдержкой под давлением гофрированной, ленты с гладкой лентой, формообразующая звездочка снабжена опорными упругими элементами,.установленными между зубьями, при этом втулки неподвижно закреплены на фор-jмующем транспортере, а на их внешних сторонах вьтолнены лыски. (Л