11
Изобретение относится к конструкциям устройств для укладки цилиндрических предметов в картонные коробки с гофрированными вкладышами и может быть использовано в автоматических линиях для одновременной упаковки флаконов и ампул с лекарствами на хиг-шко-фармацевтических заводах.
Цель изобретения одновременная- укладка предметов разного диаметра.
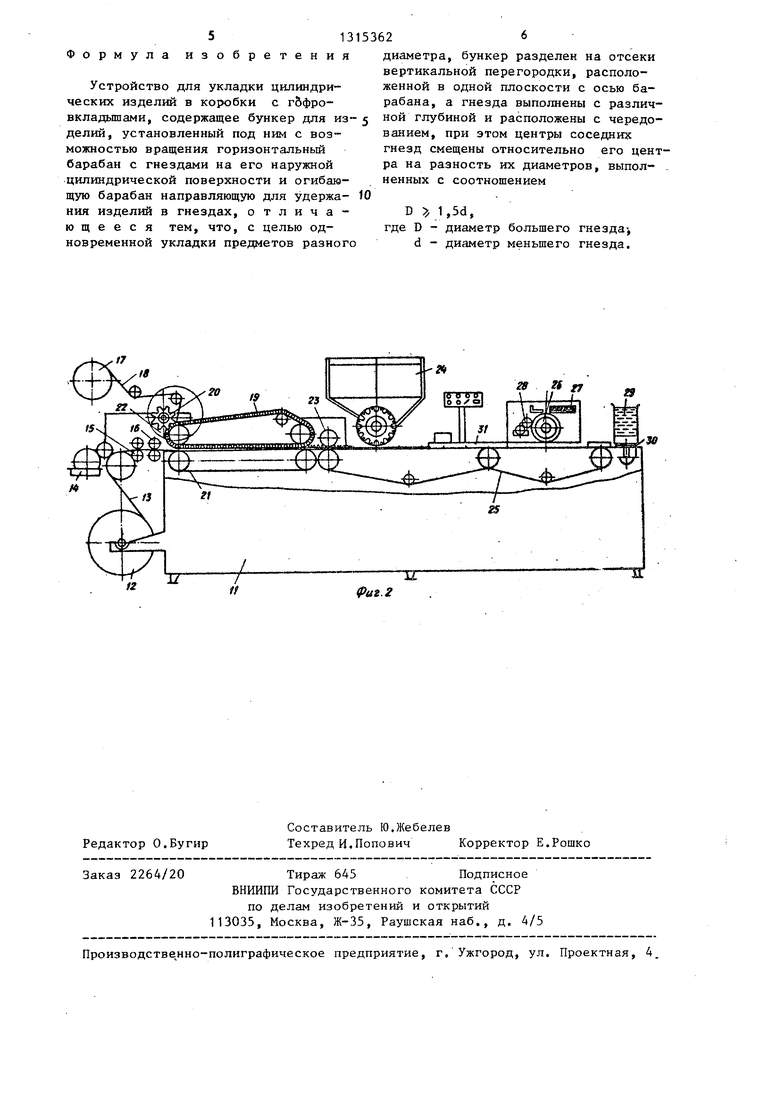
На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - технологическая схема автоматической линии, в которой используется предлагаемое устройство.
Устройство для укладки цилиндрических предметов в коробки с гофро- вкладышами состоит из загрузочного бункера 1, установленного под бункером 1 вращающегося горизонтального цилиндрического барабана 2, по окруж йости которого выполнены гнезда 3 и А, предохранительной планки 5, закрепленной на бункере 1 и охватывающей гнездовой барабан 2, и перегородки 6, размещенной в бункере 1 соосно над гнездовым барабаном 2 и делящей бункер 1 на отсеки 7 и 8 для предметов 9 и 10 малых и больших диаметров соответственно, последний из которых (отсек 8) расположен первым по ходу вращения гнездового барабана 2, Планка 5 является направляющей для удержания изделий в гнездах.
Центры соседних гнезд 3 и 4 в гнездовом .барабане 2 смещены относительно его центра на разность их диаметров, т.е. R - R2 - у диаметры гнезд 3 и 4 выполнены с соотношением D 7/ 1,5d, где D - диаметр большего гнезда 4, а d - диаметр меньшего гнезда 3.
Автоматическая линия, в которой используется предлагаемое устройст- .во, состоит (фиг. 2) из станины 11, установленной на регулируемых опорах внутри которой размещен электропривод (не показан), закрепленной на боковой стороне станины 11 бобины 12 с картонной лентой 13, клеевой ванны 14с роликом, биговочных роликов 15, последовательно размещенных за ними роликов-клише 16, расположенной над клеевой ванной 14 бобины 17 с бумажной лентой 18, соосно расположенных друг над другом за роли- ками-клище 16 формующего транспорте5
53622
ра 19 с формующей звездочкой 20 и прижимного транспортера 21 с секторной планкой 22, механизма 23 резки, расположенного за транспортерами 19
5 и 21, устройства 24 для укладки пред- MeioB, Состоящего из загрузочного бункера 1 и гнездового барабана 2, транспортера-ускорителя 25, расположенного под устройством 24 укладки,
Iразмещенных над- транспортером-ускорителем 25 за устройством 24 укладки вакуумного барабана 26, бункера 27 1для бандеролей клеевого ролика 28, контактирующего с вакуумным барабаном 26, и расположенных на выходе линии бункера 29 для коробок с подвижным столиком 30, при этом перед вакуумным барабаном 26 установлены копиры 31 формования коробки.
Работа устройства для укладки в составе линии заключается в следующем.
Картонная лента 13 для корпуса коробки подается в автоматическую линию с бобины 12. Лента 13 проходит через клеевую ванну 14, где на нее наносятся полоски клея для приклейки- гофрированного вкладыша 32. Затем биговочные ролики 15 наносят на лен- ту 13 линии будущих сгибов, а ролики-клише 16 накатывают паспортные данные в виде рельефных оттисков.
Одновременно с второй бобины 17 подается бумажная лента 18 для гоф35 рированного вкпацьта 32. Формование гофрированной ленты производится вдавливанием гладкой бумажной ленты 18 между зубьями формующей звездочки 20 и валиками формующего транспортера 19. Для предотвращения обратного вытягивания сформованной гофрированной ленты с валиков формующего транспортера 19 устанавливается секторная планка 22. При переходе формующего
транспортера 19 на нижний прямоугольный участок пофрированная лента, обтягивающая его валики, встречается с гладкой, смазанной клеем картонной лентой 13 корпуса - коробки. Далее
5 обе ленты 13 и 18 продвигаются вместе, поджатые снизу ремнем нижнего транспортера 21 и подпружиненными роликами (не показаны).
В это время происход 1т склейка
5 корпуса коробки с гофрированной лентой. Ускорение сушки клея обеспечивается обдувом теплового воздуха, подаваемого через калорифер (не пока0
0
. 313
ан) от заводской пневмосистемы (не оказана).При повороте формующего ранспортера 19 вверх его валики выодятся из гофр 33, а склеенная коминированная лента продвигается далье к механизму резки 23. При проождении между вращающимися барабаами механизма 23, на одном из которых закреплены ножи, комбинированая лента разрезается на заготовки 34 коробок. Отрезанная заготовка 34 подхватывается секторными роликами (не показаны) и отводится от следующей заготовки 34, создавая разрыв ежду коробками.
В образованные разрывы входят упоры (не показаны), закрепленные на транспортере-ускорителе 25 с определенным шагом. С помощью этих упоров коробки продвигаются по направляющим (не показаны). Далее коробки подводятся под устройство 24, которое укладывает в гнезда 35 между гофрами 33 цилиндрические предметы, на- пример флаконы, являющиеся предметами 10 с большим диаметром, и ампулы, являющиеся предметами 9 с меньшим диаметром, в чередующемся порядке.
Заполненные ампулами и флаконами (предметами) коробки проходят через
копиры 31, которые закрывают коробки по линиям сгиба. Закрытые коробки переходят в заднюю зону транспортера-ускорителя 25, который подводит закрытую коробку под вакуумный барабан 26 механизма подачи бандеролей из бункера 27, который, в свою очередь, захватывает бандероли и накладывает их на коробки. На пути движения из бункера 27 к коробке бандероль входит в контакт с клеевым роликом 28, который наносит на нее полоски клея. Захват бандеролей проверяется блокировочным устройством (не показано). В случае отсутствия . бандероли на барабане 26 клеевой ролик 28 не подводится к барабану 26, Бандероль наклеивается на коробку так, чтобы свешивающиеся с коробки концы были одинаковыми. Далее коробка с бандеролью продвигается на позицию обандероливания. Движением столика 30 вверх коробка подается в бункер 29 и после опускания столика 30 остается в нем на защелках (не по казаны). Концы бандеролей, проходя через подпружиненные пластины (на фиг. не показаны), заламьгеаются на
53624
90 и обклеивают торцы коробки. После этого металлические планки (не показаны) совершают движение к середине коробки. При этом они прдгиба- 5 ют концы бандеролей в другом направлении, приклеивая их к нижней стороне коробки. Концы бандеролей поддерживаются пластинчатыми пружинами (не показаны) с двух боковых сторон
коробки.
По мере накопления готовых коробок оператор вынимает их из бункера 29.
В процессе работы линии в бункере
5 1 один из отсеков 8, расположенный первым по ходу вращения гнездового барабана 2, заполняется предметами 10 большего диаметра, например флаконами, а следующий за ним отсек 7 0 предметами 9 меньшего диаметра, например ампулами. При вращении гнездового барабана предметы 10 укладываются в гнезда 4 большего диаметра, а предметы 9 - в гнезда 3 меньшего диаметра. Планка 5 предохраняет предметы 9 И 10 от выпадения из гнезд 3 и 4 при движении барабана 2 к заготовке 34. Предметы 9 и 10, достигая горизонтальной плоскости, там, где
кончается планка 5, произвольно под собственным весом выпадают из гнезд 3 и 4 и укладываются в гнезда 35 заготовки 34.
Смещение центров соседних гнезд
35 3 и 4 барабана 2 относительно его
.центра на разность их диаметров обеспечивает попадание предметов 9 и 10 из отсеков 7 и 8 бункера 1 только в свои определенные гнезда 3 и 4 соответственно в единственном числе. В противном случае глубина гнезд 3 или 4 больше диаметра предмета,и в гнезда, например 3, попадают 1,5 или более предметов 9. Это приводит к бою предметов 9 при их прохождении между планкой 5 и барабаном 2 и выходу из строя последнего.
Соотношение D / 1 ,5d между диаметрами соседних гнезд обеспечивает размещение в коробке одновременно двух предмефов 9 и 10 с разными диаметрами, в противном случае, при D d, т.е. при равенстве диаметров гнезд 3 и 4, вся коробка заполняется предметами одного диаметра. В случае, когда D d, предметы, укладываемые в гнезда 4, не входят в них и ломаются при вращении барабана 2,
40
45
50
55
ормула
5
изо
1315362
р е т е н и я
ди ве же ра но ва гн ра не
Устройство для укладки цилиндрических изделий в коробки с гбфро- вкладьшами, содержащее бункер для из делий, установленный под ним с возможностью вращения горизонтальный барабан с гнездами на его наружной цилиндрической поверхности и огибающую барабан направляющую для удержа- ния изделий в гнездах, отличающееся тем, что, с целью одновременной укладки предметов разного
диаметра, бункер разделен на отсеки вертикальной перегородки, расположенной в одной плоскости с осью барабана, а гнезда выполнены с различной глубиной и расположены с чередованием, при этом центры соседних гнезд смещены относительно его центра на разность их диаметров, выполненных с соотношением
D /.1,5d,
где D - диаметр большего гнезда-, d - диаметр меньшего гнезда.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для упаковывания цилиндрических предметов | 1985 |
|
SU1468820A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ В НИХ АМПУЛ | 1967 |
|
SU201196A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОЙ УПАКОВОЧНОЙ ЛЕНТЫ | 1973 |
|
SU364471A1 |
| Автомат для изготовления коробок и упаковки ампул | 1959 |
|
SU123874A1 |
| Автомат для изготовления коробок и упаковки флаконов | 1979 |
|
SU854811A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ АМПУЛ | 1969 |
|
SU247097A1 |
| Устройство для упаковки и укладки пачек сигарет в тару | 1980 |
|
SU943107A1 |
| Автоматическая линия для упаковывания ампул | 1987 |
|
SU1521663A1 |
| УСТРОЙСТВО для ОБАНДЕРОЛИВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1973 |
|
SU382553A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОРОБОК и УПАКОВКИв них АМПУЛ | 1969 |
|
SU254376A1 |
Изобретение относится к конструкции устройств для упаковки и может. быть использовано в автоматических линиях для одновременной упаковки флаконов и ампул с лекарствами на химико-фармацевтических заводах. Цель изобретения - одновременная укладка предметов разного диаметра. Устройство для укладки цилиндрических изделий в коробки с гофровкладчиками включает бункер 1 с вертикальной перегородкой 6, установленной под ним с возможностью вращения, горизонтальный барабан 2 с гнездами для цилинд-. рических изделий. Гнезда 3 и 4 имеют различную глубину и расположены с чередованием, при этом центры соседних гнезд 3 и 4 смещены относительно центра барабана 2 на разность их диаметров j выполненных с соотношением D / 1,5d, где D - диаметр большего гнезда-, d - диаметр меньшего гнезда. 2 ил. с (Л 05 СП СО о: 1K) ю OoOoCi ii Фиг.1 W
/г
30
риг.г
Редактор О.Бугир
Составитель Ю.Жебелев
Техред И.Попович Корректор Е.Рошко
2264/20
Тираж 645Подписное
ВНИИГГИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производстве нно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4.
| Автомат для изготовления коробок и упаковки флаконов | 1979 |
|
SU854811A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ КОРОБОК И УПАКОВКИ АМПУЛ | 0 |
|
SU247097A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
