Изобретение относится к обработке металлов давлением,.в частности к изготовлению гофрированной ленты, используемой для изготовления сотового заполнителя методом намотки.
Цель изобретения - расширение ассортимента гофрированных лент, а также повышение качества изделий из композиционно-волокнистого материала,
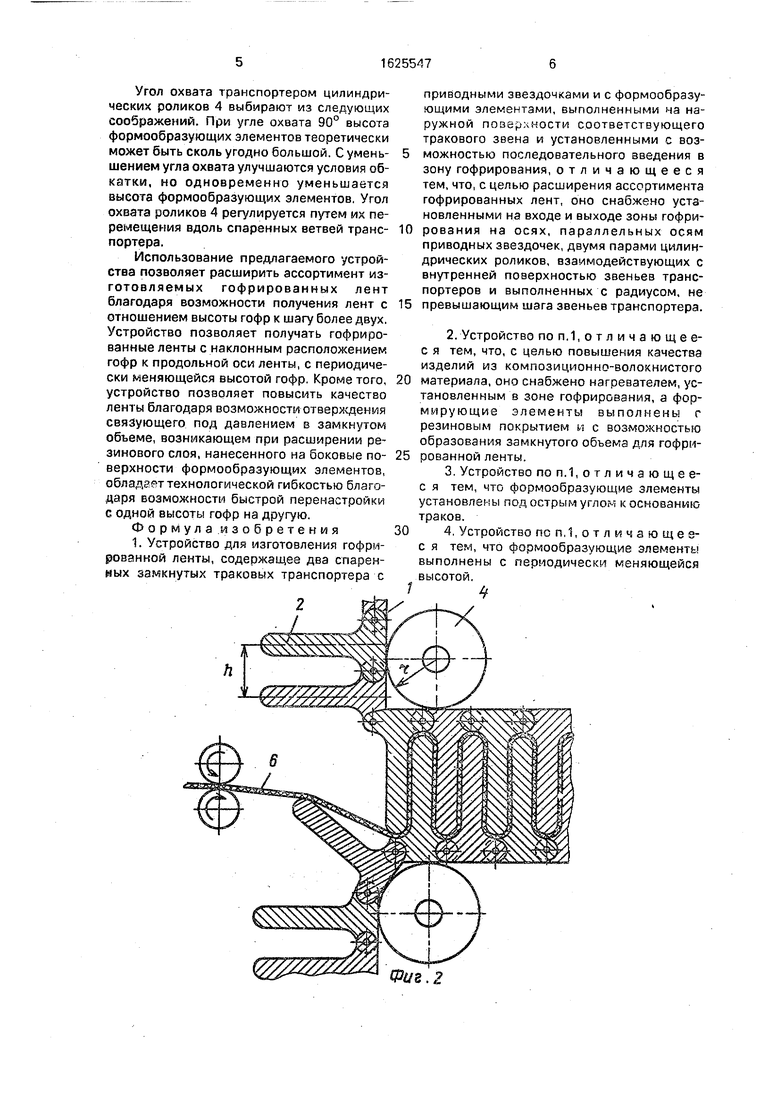
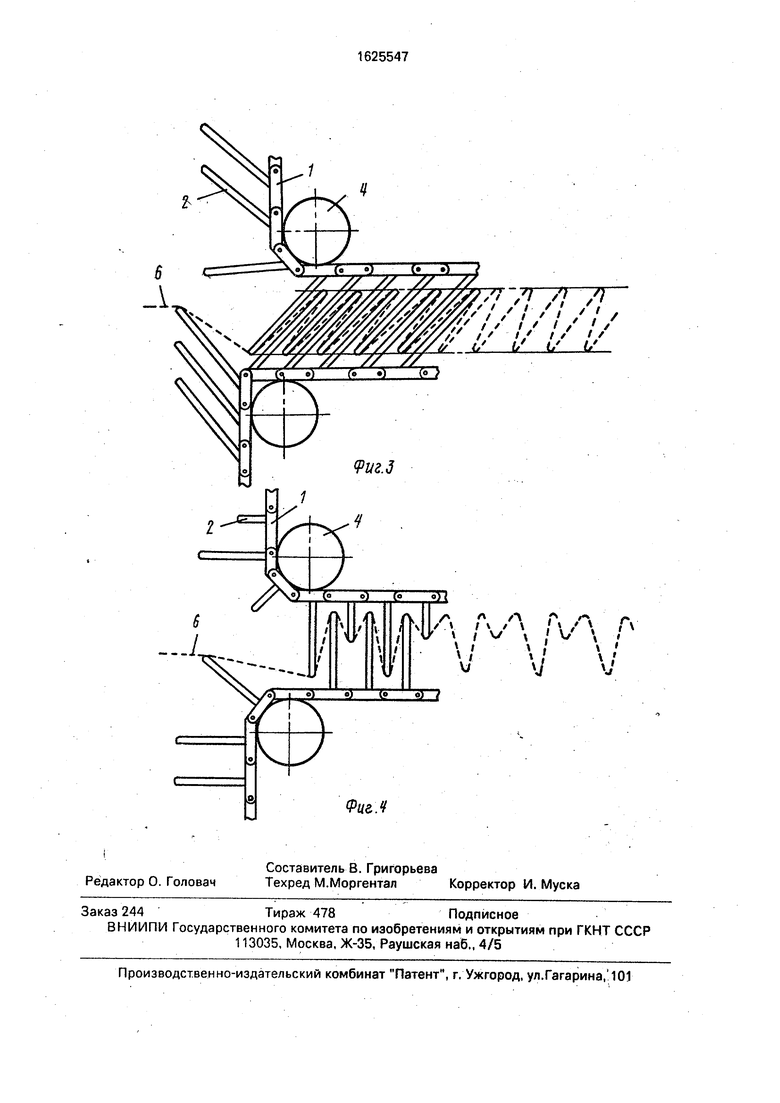
На фиг/l представлено устройство, об- щий вид; на фиг,2 - узел гофрирования с зазором между формообразующими элементами, равными толщине ленты; на фиг.З - то же, с наклонным расположением формообразующих элементов; на фиг.4 - то же, с периодически меняющейся высотой формообразующих элементов,
Устройство для изготовления гофрированной ленты содержит два спаренных замкнутых траковыхтранспортера 1,на звеньях которого закреплены формообразующие элементы 2, приводные звездочки 3, гладкие цилиндрические ponviKn 4, установленные на осях, параллельных осям звездочек с возможностью вращения на выходе и вхо- де ветвей транспортеров в зону гофрирования, причем ролики 4 контактируют с внутренней поверхностью траков транспортеров на дуге не более 90°. Для обогрева узла гофрирования при изготовлении гоф- рировапной ленты из термопластичного или композиционно-волокнистого материала с полимерным связующим установлены нагреватели 5.
Формообразующие элементы 2 могут быть выполнены так, что в зацеплении между ними остается боковой зазор, превышающий толщи :у гофрируемой ленты 6. Боковой зазор может быть равен толщине гофрируемой ленты, а боковая поверхность формообразующих элементов покрыта резиной.
Формообразующие элементы 2 могут быть расположены перпендикулярно к основанию траковых звеньев транспортера или наклонно.
Высота формообразующих элементов 2 может периодически меняться от звена к звену в одном или в обоих транспортерах для получения гофрированной ленты с пере- менной высотой гофры 3.
Высота формообразующих элементов может многократно превышать шаг h трако- вых звеньев 1 транспортера,
Радиус г цилиндрических роликов 4 не должен превышать шаг траковых звеньев.
Радиус приводных звездочек должен превышать шаг траковых звеньев более чем в 3 раза исходя из условий нормальной работы зубчатоцепной передачи.
Для предотвращения прилипания ленты к формообразующим элементам они выполняются из антиадгезионного материала, например фторопласта, или на их поверхность наносят антиадгезионный состав, или с двух сторон на ленту 6 наносят разделительную пленку.
Устройство работает следующим образом,
На один из формообразующих элементов 2 на входе в узел гофрирования закреп- ляют начало гофрируемой ленты б, например, с помощью липкой ленты. Включают привод вращения приводных звездочек 3 и нагревательные элементы 5. При движении транспортеров автоматически происходит периодическая обкатка траковых звеньев вокруг цилиндрических роликов 4, при этом формообразующие элементы последовательно перегибают своими вершинами ленту 6 и образуют в спаренном положении гофрированную ленту, которая фиксируется в узле гофрирования благодаря нагреву и отверждению полимерного связующего. Длина узла гофрирования л скорость движения транспортеров выбираются такими, чтобы завершился процесс отверждения связующего.
При появлении гофрированной ленты на выходе из узла гофрирования ее начало открепляют от формообразующего элемента и закрепляют на приемный барабан (не показан). Далее процесс изготовления гофрированной ленты идет автоматически.
Предпочтительно принимать значение радиуса роликов г h, так как с уменьшением радиуса ролика 4 ухудшаются условия обкатки вокруг него траковых звеньев. С увеличением радиуса ролика г h ограничивается высота формообразующих элементов из-за их взаимного касания и защемления. Благодаря выполнению условия г h траковое звено транспортера, подошедшее к ролику 4, продолжает прямолинейное движение до тех пор, пока противоположное звено нижнего транспортера, смещенное вперед по ходу движения на полшага h/r, не пройдет дугу более 45°. После этого звено верхнего транспортера начинает разворачиваться, При такой кинематике зацепления и расстоянии между правильными ветвями транспортероэ, превышающем высоту формообразующих элементов 2, последние разворачиваются поочередно то вокруг верхнего, то вокруг нижнего роликов 4 без касания или защемления, причем при любом отношении высоты элементов к шагу звеньев h,
Угол охвата транспортером цилиндрических роликов 4 выбирают из следующих соображений. При угле охвата 90° высота формообразующих элементов теоретически может быть сколь угодно большой. С умень- шением угла охвата улучшаются условия обкатки, но одновременно уменьшается высота формообразующих элементов. Угол охвата роликов 4 регулируется путем их перемещения вдоль спаренных ветвей транс- портера.
Использование предлагаемого устройства позволяет расширить ассортимент изготовляемых гофрированных лент благодаря возможности получения лент с отношением высоты гофр к шагу более двух. Устройство позволяет получать гофрированные ленты с наклонным расположением гофр к продольной оси ленты, с периодически меняющейся высотой гофр. Кроме того, устройство позволяет повысить качество ленты благодаря возможности отверждения связующего под давлением в замкнутом объеме, возникающем при расширении резинового слоя, нанесенного на боковые по- верхности формообразующих элементов, обладгрт технологической гибкостью благодаря возможности быстрой перенастройки с одной высоты гофр на другую.
Формула изобретения
1. Устройство для изготовления гофрированной ленты, содержащее два спаренных замкнутых траковых транспортера с
приводными звездочками и с формообразующими элементами, выполненными ча наружной поверхности соответствующего тракового звена и установленными с возможностью последовательного введения в зону гофрирования, отличающееся тем, что, с целью расширения ассортимента гофрированных лент, оно снабжено установленными на входе и выходе зоны гофрирования на осях, параллельных осям приводных звездочек, двумя парами цилиндрических роликов, взаимодействующих с внутренней поверхностью звеньев транспортеров и выполненных с радиусом, не превышающим шага звеньев транспортера.
2.Устройство поп.1,отличающее- с я тем, что, с целью повышения качества изделий из композиционно-волокнистого материала, оно снабжено нагревателем, установленным в зоне гофрирования, а формирующие элементы выполнены г резиновым покрытием и с возможностью образования замкнутого объема для гофрированной ленты.
3.Устройство поп.1,отличающее- с я тем, что формообразующие элементы установлены под острым углом к основанию траков.
4.Устройство псп,1,отличающеэ- с я тем, что формообразующие элементы выполнены с периодически меняющейся высотой,
4
Фиг. 2
« /
Г77 Т /I П / / / / У/ ,/ /
/ ///////
// / / У
1/(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного гофрирования изделий из листовой заготовки | 1980 |
|
SU979147A1 |
| Способ изготовления гофрированной ленты | 1989 |
|
SU1750784A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1058674A2 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1779435A1 |
| СПОСОБ ГОФРИРОВАНИЯ МОНО-ПОЛИМАТЕРИАЛОВ | 2002 |
|
RU2259277C2 |
| Установка для изготовления волокнистыхТЕплОизОляциОННыХ издЕлий | 1979 |
|
SU842077A1 |
| Способ гофрирования ленты для магнитопровода электрической машины | 1984 |
|
SU1247120A1 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| Устройство для непрерывного изготовления ячеистого материала | 1981 |
|
SU1028523A1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению гофрированной ленты, используемой для изготовления сотового заполнителя методом намотки. Цель изобретения - расширение ассортимента гофрированных лент. Устройство содержит два спаренных трако- вых транспортера (Т) 1 с формообразующими элементами (ФЭ) 2, приводные звездочки 3и гладкие цилиндрические ролики (Р) 4, установленные на входе и выходе обоих транспортеров. Р 4 контактируют с внутренней поверхностью траков Т 1, а радиус Р не превышает шага звена Т 1. Для изготовления изделий из композиционных материалов ФЭ 2 выполнены объединенными и между ними в зоне гофрирования образован замкнутый объем для ленты. Для получения наклонных разновысоких гофр ФЭ 2 имеют соответствующую форму. 3 з.п. ф-лы, 4ил., (Л С ЕШ§4 о ю СП ел VI Фаг f
| Устройство для непрерывного гофрирования изделий из листовой заготовки | 1980 |
|
SU979147A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
