1 Изобретение относится к упаковке и предназначено преимущественно для группирования блоков штунных стекло изделий ( стаканов, банок ) перед упа ковкой и транспортирования блоков к месту упаковки. Известно устройство для группирования -и транспортирования изделий содержащее питатель, приемную ky, основание и толкатель с боковым ограничителем, выполненным в виде ленточного транспортера, барабаны которого укреплены на толкателе, Э лента прикреплена к основанию 1J I Недостатком устройства является го, что-оно не обеспечивает укладку стеклоизделий в блоки с вертикальными рядами и транспортировку блоков к месту упаковки. Известно также устройство для группирования и транспортирования изделий, содержащее механизм поштучной подачи изделий, отсекатель подъемно-опускной стол, толкатель, отводяпщй конвейер, привод и датчики управления 2. Недостатком известного устройства является то, что оно не обеспечивает возможность группирования изделий в штабель непосредственно на отводящем, транспортере, что ограничивает его производительносты Цель изобретения - повьш1ение про изводительности путем группирования изделий в штабель непосредственно н отводящем конвейере. Поставленная цель достигается тем, что в устройстве для группирования и транспортирования изделий, содержащем. 1 1еханизм поштучной подачи изделий, отсекатель, подъемн опускной стол, толкатель, отводящий конвейер, привод и датчики управления, отводящий конвейер выпо нен шаговым и содержит ячейки, ограниченные L-образными пластинами привод образован двуплечим рычагом, одно плечо которого расположено с возможностью взаимодействия с подъемно-опускным столом, и редуктором-синхронизатором с двумя выходными -валами, один из которых имеет два свободных конца, при этом на одном конце этого вала закреплен кулачок, входящий в контакт с вто, рым плечом двуплечего рычага, а его противоположный конец и конец . другого выходного вала установлены 082 с возможностью взаимодействия с да1{ч чиками управления соответственно шаговым конвейером и совместно отсекателем и толкателем, На фиг,1 изображено предпагаемоб устройство, вид сверху; на фиг,2 разрез А-А на фиг.1; на фиг,3 - вид Б на фиг, 1; на фиг, 4 - кинематическая схема устройства, Устройство содержит механизм 1 поштучной подачи, отсекатель 2, подъемно-опускной стол 3, задняя стенка 4 которого имеет возможность перемещаться, изменяя размеры подъчемно-опускного стола 3 в зависимости от ..размеров изделий 5, толкатель 6, привод,выполненный в . виде редуктора-синхронизатора 7, на выходном конце вала которого закреплен кулачок 8, и двуплечего рычага 9, один конец которого взаимодействует с подъемно-опускным столом 3 посредством толкателя 10, перемещающегося в направляющих 11, а второй конец - с кулачком 8, отводящий шаговый конвейер, вьшолненный в виде замкнутой цепи 12, снабженной вертикальными L -образными пластинами 13, образующими ячейки, размер которых можно изменять путем перемещения L.-образных пластин 13 в зависимости от размеров стеклоизделий 5, Редуктор-синхронизатор 7 имеет зубчатые колеса 14 - 17, на, выходных концах валов которых закреплены, лепестки бесконтактных выключате -лей 18 - 20 управления отсекателем 2, управления толкателем 6 и управления отводящим конвейером соответст венно. Устройство работает следующим образом. Завернутые попарно, стеклоиздеЛИЯ 5 подаются механизмом 1 поштучной подачи. Бесконтактный выключа тель 18 подает команду на отсекатель 2, который пропускает на подъ.емно-опускной стол 3 необходимое количество, попарно завернутых стеклоизделий 5 ( по числу стаклоизделрй 5 в горизонтальном слое блока), Бесконтактный выключатель 19 подает команду на толкатель 6, кото рый сталкивает ряд попарно заверну тых стеклоизделий 5 в ячейку отводящего конвейера. Толкатель 6 возвращается в исходное положение и
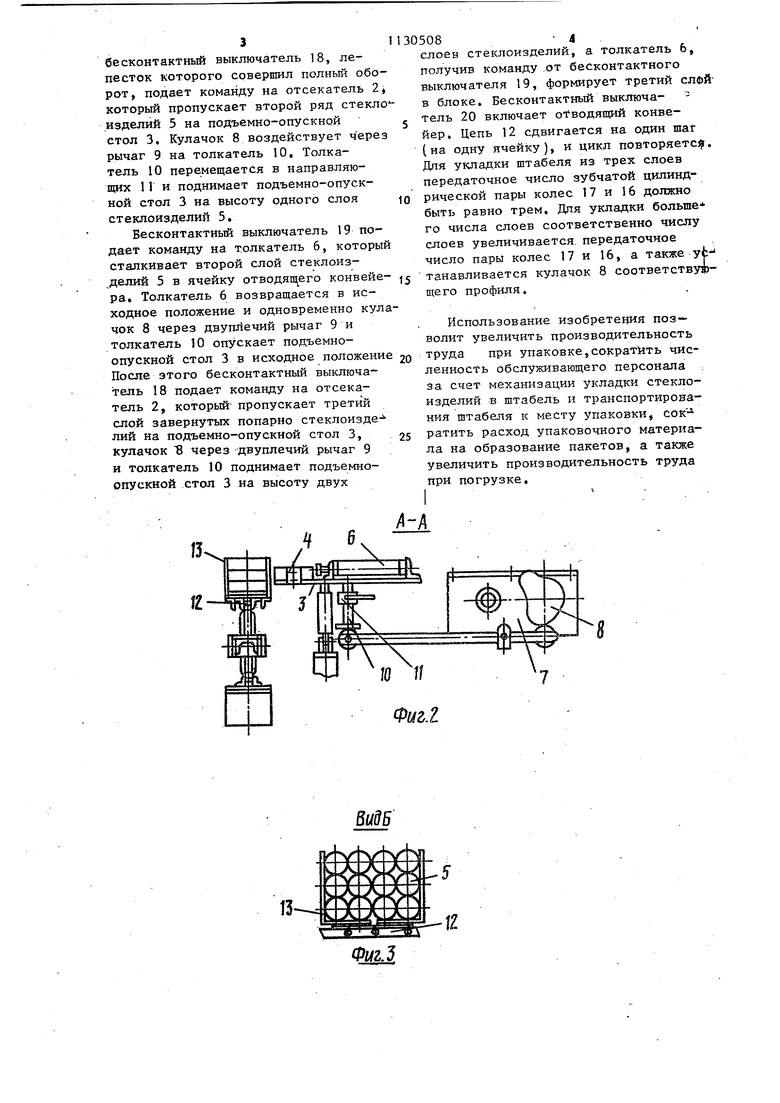
бесконтактный выключатель 18, лепесток которого совершил полный оборот, подает команду на отсекатель 2 который пропускает второй ряд стекло изделий 5 на подъемно-опускной стол 3, Кулачок 8 воздействует через рычаг 9 на толкатель 10, Толкатель 10 перемещается в направляющих 11 и поднимает подъемно-опускной стол 3 на высоту одного слоя стеклоизделий 5,
Бесконтактный выключатель 19 подает команду на толкатель 6, который сталкивает второй слой стеклоиз делий 5 в ячейку от водящее го конвейера. Толкатель 6 возвращается в исходное положение и одновременно кула чок 8 через двуплечий рычаг 9 и толкатель 10 опускает подъемноопускной стол 3 в исходное положение После этого бесконтактный выключатель 18 подает команду на отсекатель 2, который пропускает третий слой завернутых попарно стеклоиздеЛИЙ на подъемно-опускной стол 3, кулачок Б через двуплечий рычаг 9 и толкатель 10 поднимает подъемноопускной стол 3 на высоту двух
1305084
слоев стеклоизделий, а толкатель 6, получив команду .от бесконтактного выключателя 19, формирует третий слой в блоке. Бесконтактный выключа- - тель 20 включает отводящий конвейер . Цепь 12 сдвигается на один шаг (на одну ячейку), и цикл повторяете. Для укладки штабеля из трех слоев передаточное число зубчатой цилинд10 рической пары колес 17 и 16 должно быть равно трем. Для укладки больше го числа слоев соответственно числу слоев увеличивается, передаточное число пары колес 17 и 16, а также уfcтанавливается кулачок 8 соответствудэ5щего профиля.
Использование изобретения поз волит увеличить производительность
0 при упаковке,сократить численность обслуживающего персонала ; за счет механизации укладки стеклоизделий в штабель и транспортирования штабеля к месту упаковки, сок-
5 ратить расход упаковочного материала на образование пакетов, а также увеличить производительность труда при погрузке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Линия для подачи хлебобулочных изделий и их укладки на полки многоярусных контейнеров | 1989 |
|
SU1630746A1 |
| Устройство для хранения и транспортирования штучных изделий | 1978 |
|
SU745793A1 |
| Устройство для завертывания в бумагу штучных изделий | 1982 |
|
SU1060542A1 |
| Устройство для группирования изделий | 1977 |
|
SU713772A1 |
| Устройство для программного управления фигурным фацетированием | 1982 |
|
SU1073081A1 |
| Пакеторазборная машина для штучных грузов | 1974 |
|
SU667469A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ИЗДЕЛИЙ ИЗ СТОПЫ | 1990 |
|
RU2006436C1 |
| Устройство для формирования штабеля листовых изделий | 1985 |
|
SU1293075A1 |

УСТРОЙСТВО ДЛЯ ГРУППИРОВАНИЯ И ТРАНСПОРТИРОВАНИЯ ИЗДЕЛИЙ, содержащее механизм поштучной подачи изделий, отсекатель, подъемно-опуск-, ной стол, толкатель, отводящий конвейер, привод и датчики управления, отличающееся тем, что. с целью повышения производительности путем группирования изделий в штабель непосредственно на отводящем конвейере, отводящий конвейер выполнен шаговым и содержит ячейки, ограниченные L-образными пластинами, привод образован двуплечим рычагом, одно плечо которого расположено с возможностью взаимодействия с подъемно-опускным столом, и редуктором-синхронизатором с двумя выходными валами, один из которых имеет два свободных конца, при зтом на одном конце этого вала закреплен кулачок, входящий в контакт с вторым плечом двуплечего рычага, а его противоположный конец и конец друго(Л го выходного вала установлены с возс можностью взаимодействия с датчиками управления соответственно шаговым конвейером и совместно отсекателем и толкателем. СА9 о СП о 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
