Изобретение относится к упаковочному оборудованию и может быть использовано в пищевой, химической и медицинской промышленности.
Известно устройство для упаковки штучных предметов в картонные коробки, содержащее магазин для плоскосложенных заготовок, механизм для поштучной выдачи заготовок, механизм для расправления заготовок, механизм для транспортировки коробок, приспособление для подачи предметов, механизм для закрытия боковых клапанов и механизм для закрытия и подпрессовки торцовых клапанов, при этом механизм для закрытия и подпрессовки торцовых клапанов состоит из двух кинематически связанных с возможностью возвратно-поступательного перемещения по направляющим корпусов, к которым с внутренних сторон жестко прикреплены пластины с дугообразными вырезами, а между пластинами установлены подвижные скобы для подпрессовки торцовых клапанов, закрепленные с помощью пружин к наружным сторонам корпусов и имеющие штоки, проходящие через корпуса, с приведенными рычагами.
Указанное устройство не может осуществить укладку прокладок в коробки между слоями предметов и упаковку ящиков в обечайку.
Наиболее близким техническим решением, выбранным в качестве прототипа, является машина для упаковывания в ящик штучных изделий, содержащая конвейер для ящиков, имеющий платформы с подъемно-опускными столами, устройство для формирования ящика, устройство для образования, передачи и укладывания слоя изделий, устройство для закрывания клапанов ящика, механизм для отделения и передачи прокладки и конвейер для изделий, при этом устройство для образования, передачи и укладывания слоя изделий состоит из конвейера с толкателями - направляющими и створок, имеющих возможность возвратно-поступательного движения, подъемно-опускные столы состоят из пластины, закрепленной на подвижной штанге, имеющей возможность перемещения внутри ящика с раскрытыми нижними клапанами, приводного неподвижного кулачка и механизма фиксирования, причем машина снабжена подпрессовщиком в виде плиты, имеющей возможность возвратно-поступательного движения для воздействия на подъемно-опускной стол через изделия, кроме того, механизм фиксирования состоит из реечной передачи, рейка которой закреплена на штанге подъемно-опускного стола, муфты свободного хода и тормозной муфты, расположенных на одном валу, причем муфта свободного хода встроена в колесо реечной передачи с возможностью отключения тормозной муфты при подъеме стола, при этом конвейер для ящиков имеет неподвижные упоры, укрепленные на платформе, для наружных поверхностей ящика, и подвижные упоры для внутренних поверхностей ящика, связанные посредством рычага и тяги с силовым элементом и кулачком для отключения последнего, причем к подъемно-опускным столам прикреплены самоустанавливающиеся с одинаковым ходом элементы с возможностью компенсации отклонений внутренних размеров ящика, платформы снабжены неподвижными направляющими со скосом для расположения их внутри ящика, а неподвижные упоры имеют скос.
Указанное устройство не может осуществить упаковку ящиков в обечайку.
Целью изобретения является расширение технологических возможностей.
Цель достигается тем, что устройство для укладки штучных изделий в картонные ящики, содержащее транспортер для подачи изделий, механизм формирования слоя изделий, включающий отсекатель изделий, механизм формирования и перемещения ящиков, включающий механиз для плоскосложенных заготовок, вакуумные захваты и каретку, механизм подачи изделий и прокладок в ящики, включающий вакуумные захваты и магазин прокладок, приспособления для закрывания клапанов ящика, снабжено механизмом упаковки ящиков в обечайку, который включает магазин плоскосложенных обечаек, стол для ящика, толкатель, вакуумный захват с подъемно-опускным основанем, рамку, в углах которой закреплены с возможностью поворота направляющие, имеющие угловой профиль, верхнюю направляющую, закрепленную с возможностью поворота и снабженную кронштейном, установленным с возможностью взаимодействия с подъемно-опускным основанием вакуумного захвата, находящимся в верхнем крайнем положении, нижнюю направляющую, прикрепленную к столу для ящика, захваты, выполненные в виде двуплечих рычагов, установленных с возможностью поворота в вертикальной плоскости посредством взаимодействия подъемно-опускного основания вакуумного захвата с их верхними, относительно оси вращения плечами, при этом к нижним плечам двуплечих рычагов прикреплены полки, причем каретка механизма формирования и перемещения ящиков включает смонтированную с возможностью поворота в вертикальной плоскости жесткую рамку, в верхней части которой закреплена пластина, а на боковых связях жесткой рамки установлен с возможностью поворота вал, к которому прикреплена вторая пластина, при этом вал соединен посредством шарнирно-соединенных рычагов с втулкой, установленной на оси, прикрепленной к каретке, кроме того, вакуумные захваты механизма подача изделий и прокладок в ящики смонтированы на кронштейнах, закрепленных на поворотном валу, установленном с возможностью вертикального возвратно-поступательного движения, при этом кронштейн вакуумного захвата для слоя изделий снабжен планкой, а механизм формирования слоя изделий включает накопительный стол с продольными перегородками и отверстиями, приспособление для контроля заполнения накопительного стола изделиями, а отсекатель изделий имеет закрепленные с возможностью поворота клинья, взаимодействующие с отверстиями накопительного стола и кинематически связанные с коромыслом, смонтированным с возможностью поворота в вертикальном плоскости посредством взаимодействия планки, закрепленной на кронштейне вакуумного захвата для слоя изделий, находящемся в нижнем положении, кроме того, приспособление для контроля заполнения накопительного стола изделиями содержит двуплечие упорные рычаги, установленные с возможностью поворота на осях, закрепленных на кронштейнах, которые соединены между собой с помощью пружины и прикреплены к втулкам, смонтированным с возможностью поворота на стойках, закрепленных на накопительном столе, при этом на одной из втулок установлен микровыключатель, а на другой - упор.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемое устройство отличается тем, что оно снабжено механизмом упаковки ящиков в обечайку, который влкючает магазин плоскосложенных обечаек, стол для ящика, толкатель, вакуумный захват с подъемно-опускным основанием, рамку, в углах которой закреплены с возможностью поворота направляющие, имеющие угловой профиль, верхнюю направляющую, закрепленную с возможностью поворота и снабженную кронштейном, установленным с возможностью взаимодействия с подъемно-опускным основанием вакуумного захвата, находящимся в верхнем крайнем положении, нижнюю направляющую, прикрепленную к столу для ящика, захваты, выполненные в виде двуплечих рычагов, установленных с возможностью поворота в вертикальной плоскости посредством взаимодействия подъемно-опускного основания вакуумного захвата с их верхними, относительно оси вращения, плечами, при этом к нижним плечам двуплечих рычагов прикреплены полки, причем каретка механизма формирования и перемещения ящиков включает смонтированную с возможностью поворота в вертикальной плоскости жесткую рамку, в верхней части которой закреплена пластина, а на боковых связях жесткой рамки установлен с возможностью поворота вал, к которому прикреплена вторая пластина, при этом вал соединен посредством шарнирно соединенных рычагов с втулкой, установленной на оси, прикрепленной к каретке, кроме того, вакуумные захваты механизма подачи изделий и прокладок в ящики смонтированы на кронштейнах, закрепленных на поворотном валу, установленном с возможностью вертикально возвратно-поступательного движения, при этом кронштейн вакуумного захвата для слоя изделий снабжен планкой, а механизм формирования слоя изделий включает накопительный стол с продольными перегородками и отверстиями, приспособление для контроля заполнения накопительного стола изделиями, а отсекатель изделий имеет закрепленные с возможностью поворота клинья, взаимодействующие с отверстиями накопительного стола и кинематически свзанные с коромыслом, смонтированым с возможностью поворота в вертикальной плоскости посредством взаимодействия планки, закрепленной на кронштейне вакуумного захвата для слоя изделий, находящемся в крайнем нижнем положении, кроме того, приспособление для контроля заполнения накопительного стола изделиями содержит двуплечие упорные рычаги, установленные с возможностьью поворота на осях, закрепленных на кронштейнах, которые соединены между собой с помощью пружины и прикреплены к втулкам, смонтированным с возможностью поворота на стойках, закрепленных на накопительном столе, при этом на одной из втулок установлен микровыключатель, а на другой - упор.
Таким образом, заявляемое техническое решение соответствует критерию "новизна".
В процессе проведенного поиска заявителем не обнаружены отличительные признаки заявляемого изобретения среди известных объектов техники ни в совокупности, ни порознь, что позволяет признать заявляемое изобретение соответствующим критерию "существенные отличия".
Таким образом, наличие у заявляемого изобретения существенных отличий позволяет получить положительный эффект при использовании изобретения.
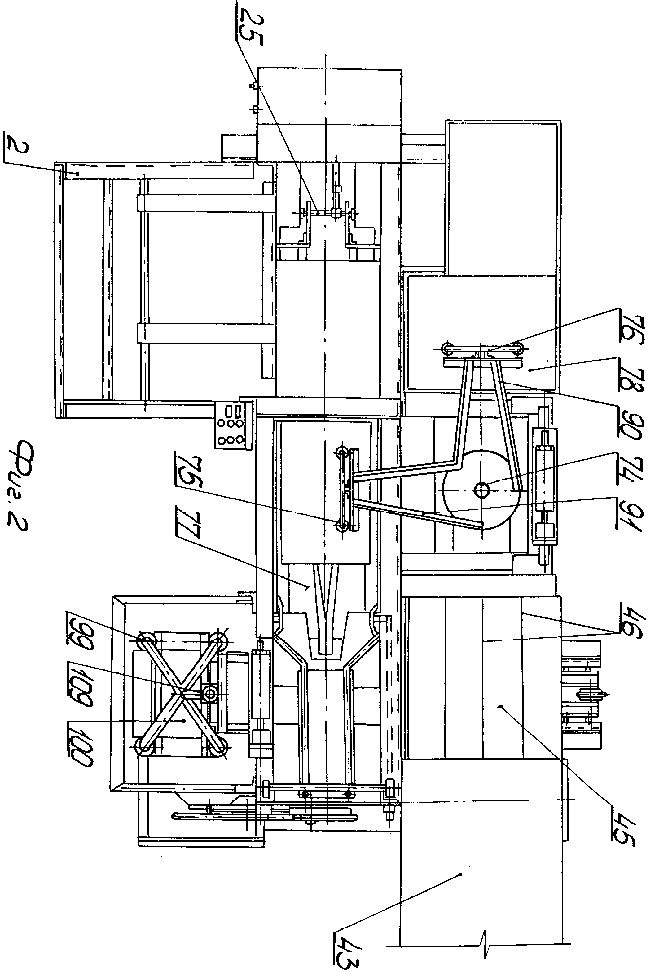
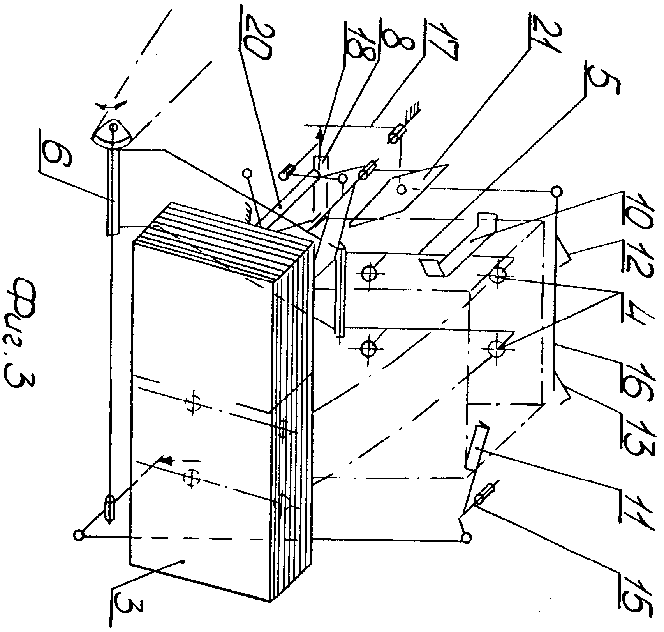
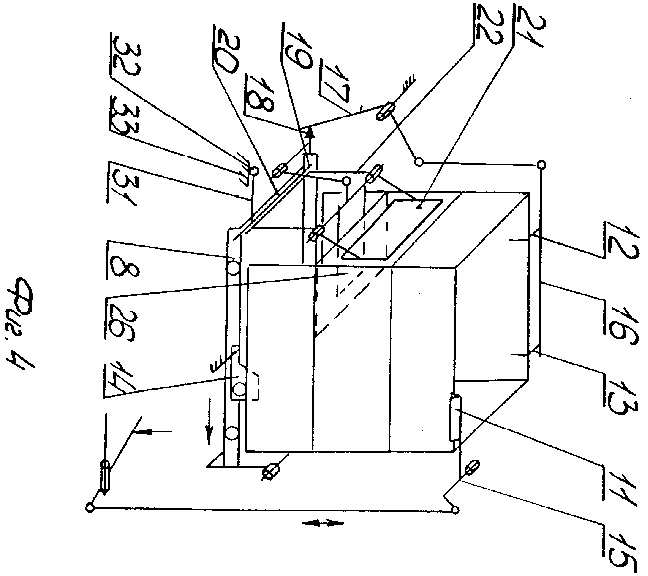
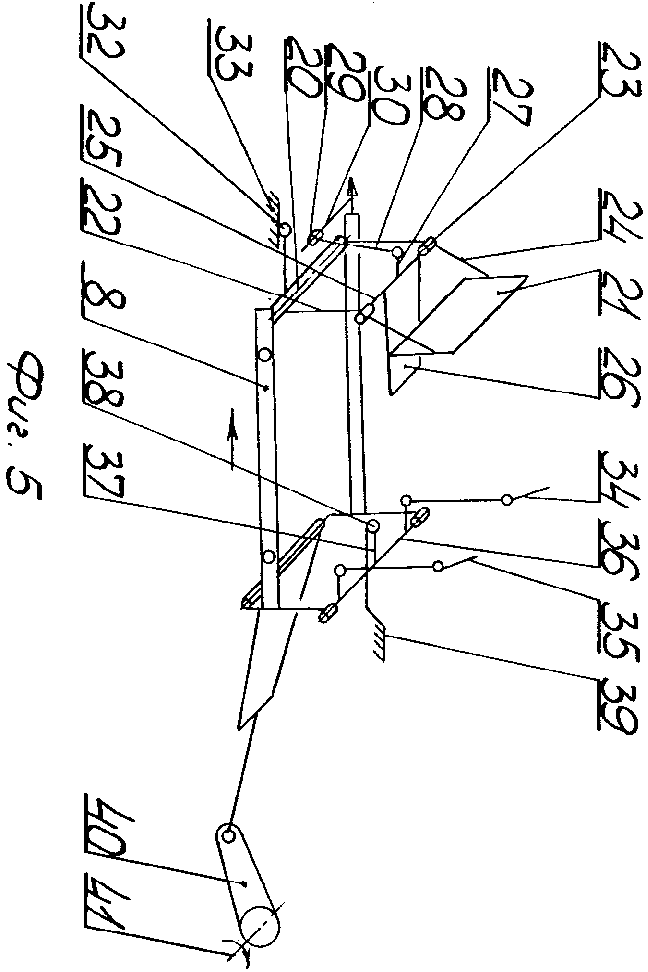
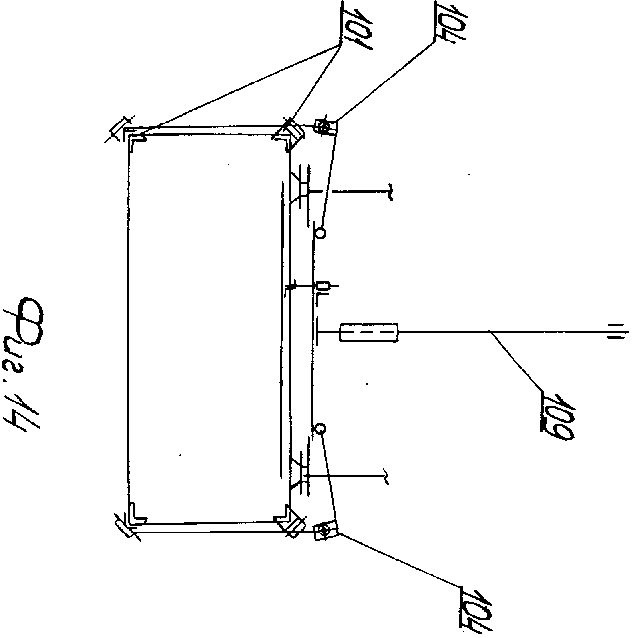
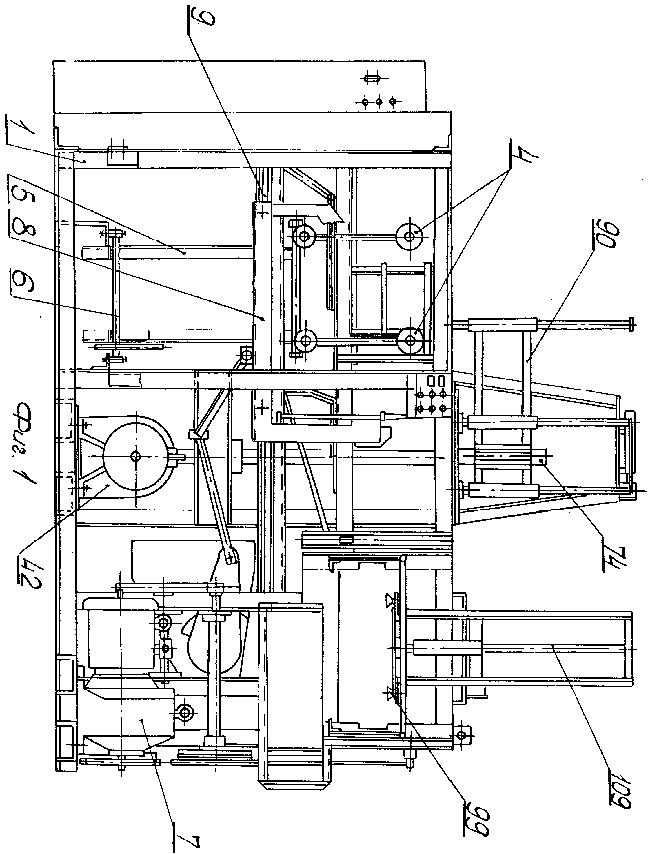
На фиг. 1 изображено устройство для укладки штучных изделий в картонные ящики, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - механизм формирования и перемещения пустых ящиков; на фиг. 4 и 5 - каретка механизма формирования и перемещения пустых ящиков; на фиг. 6 - пустой картонный ящик на загрузочном столе механизма подачи изделий и прокладок в ящики; на фиг. 7 - заполненный картонный ящик на столе механизма упаковки ящиков в обечайку; на фиг. 8 - механизм подачи изделий и прокладок в ящики; на фиг. 9 - механизм формирования слоя изделий; на фиг. 10 - разрез А-А на фиг. 9; на фиг. 11 - механизм упаковки ящиков в обечайку в аксонометрии; на фиг. 12 - то же, вид сбоку; на фиг. 13 - то же, вид спереди; на фиг. 14 - обечайка в раскрытом и зафиксированном положении.
Устройство для укладки штучных изделий в картонные ящики состоит из механизма формирования и перемещения ящиков, транспортера подачи изделий, механизма формирования слоя изделий, механизма подачи изделий и прокладок в ящики, приспособлений для закрывания клапанов ящика, механизма упаковки ящиков в обечайку.
Механизм формирования и перемещения ящиков смонтирован на раме 1 и состоит из механизма 2 для плоскосложенных заготовок ящиков 3, вакуумных захватов 4, служащих для поштучного отбора заготовок ящиков 3 и смонтированных на L-образных кронштейнах 5, закрепленных на валу 6, соединенном цепными передачами (не показаны) с двигателем 7 (фиг. 1), каретки 8, расположенной на направляющих 9 с возможностью горизонтального возвратно-поступательного перемещения, раскрывателя 10 дугообразной формы, Λ -образного стопора 11, рычагов 12, 13 и поворотного упора 14 (фиг. 4). Λ-образный стопор 11 закреплен на поворотном валу 15, кинематически связанном с двигателем 7 (фиг. 1).
Рычаги 12, 13 установлены на поворотном валу 16, кинематически связанном с подпружиненным рычагом 17, взаимодействующим с упором 18, закрепленным на каретке 8. Раскрыватель 10 предназначен для раскрытия плоскосложенной заготовки ящика 3. Λ -образный стопор 11 служит для удержания верхнего бокового клапана ящика 3, расположенного со стороны магазина 2, при раскрытии заготовки и движении каретки 8 с ящиком 3 в зону укладки изделий. Рычаги 12, 13 предназначены для удержания второго верхнего бокового клапана при движении каретки 8 с ящиком 3 в зону укладки изделий. Поворотный упор 14 служит для удержания нижнего бокового клапана ящика 3, расположенного со стороны магазина 2 (фиг. 2), при раскрытии заготовки и движении каретки 8 с ящиком 3 в зону укладки изделий.
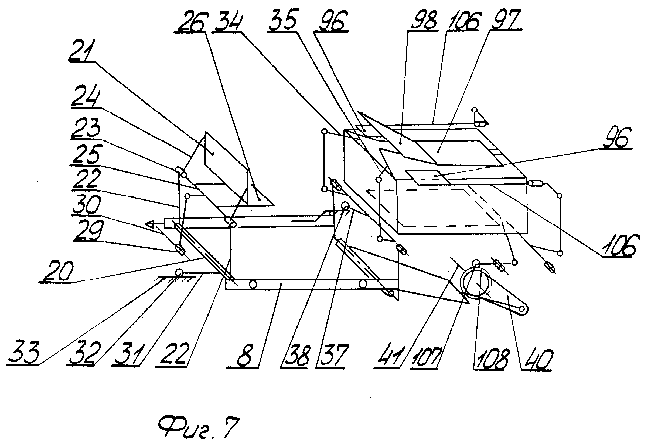
На каретке 8 закреплена ось 19 (фиг. 4), на которой установлена с возможностью поворота жесткая рамка, образованная втулкой 20 (фиг. 5,7), соединенной с пластиной 21 с помощью стоек 22, втулок 23 и кронштейнов 24, при этом во втулках 23 установлен с возможностью поворота вал 25 с жестко прикрепленной к нему пластиной 26.
К валу 25 (фиг. 5) одним концом жестко прикреплен рычаг 27, второй конец которого шарнирно соединен с рычагом 28, жестко закрепленным на поворотной втулке 29, установленной на оси 30, смонтированной на каретке 8. К втулке 20 прикреплен рычаг 31 (фиг. 4) с роликом 32, взаимодействующим с копиром 33, установленным на раме 1.
Пластина 26 обеспечивает закрытие нижнего заднего по ходу ящика 3 клапана в начале движения каретки 8, а затем вместе с пластиной 21 служит для удержания раскрытой заготовки ящика 3 при движении каретки 8. В передней части каретки 8 закреплены рычаги 34, 35 (фиг. 5, 7), кинематически связаннные с поворотной осью 36, к которой прикреплен кронштейн 37 с роликом 38, взаимодействующим с копиром 39, закрепленным на раме 1. Рычаги 34, 35 служат для закрытия верхнего заднего по ходу ящика 3 клапана.
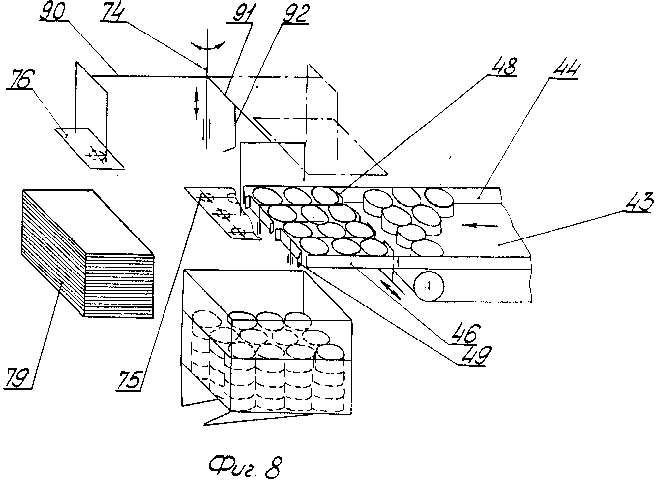
Каретка 8 кинематически связана с рычагом 40, закрепленным на валу 41, соединенном цепными передачами (не показаны) с двигателем 42 (фиг. 1). Каретка 8 предназначена для перемещения пустых ящиков 3 в зону укладки изделий, а заполненных ящиков 3 - в зону закрывания верхних клапанов. Транспортер подачи изделий состоит из ленточного транспортера 43 и неподвижных направляющих 44 (фиг. 8).
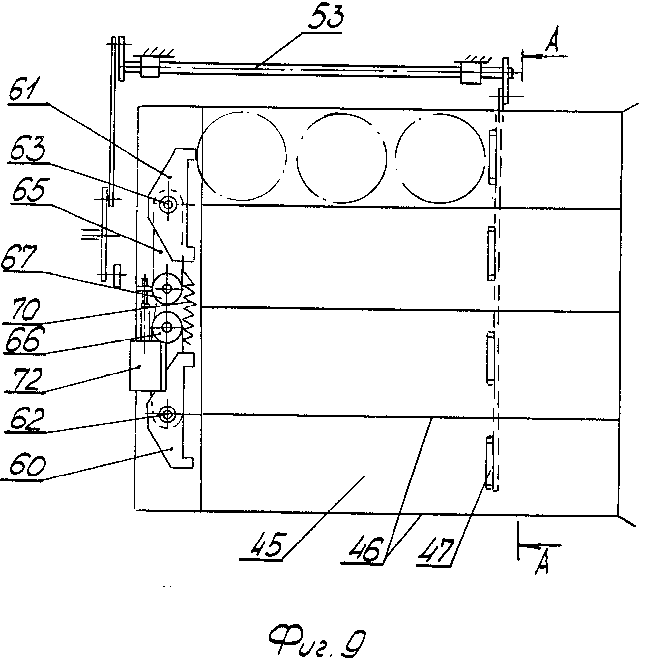
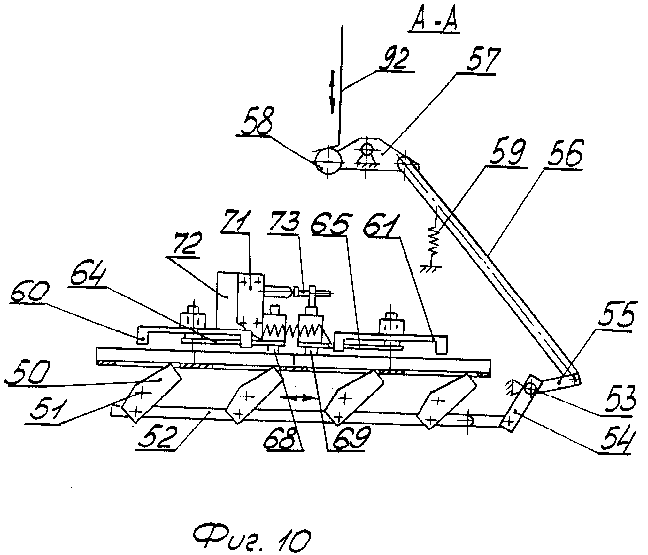
Механизм формирования слоя изделий смонтирован на раме 1 и состоит из накопительного стола 45, который снабжен продольными перегородками 46 и отверстиями 47, отсекателя 48 (фиг. 8) последующих изделий, приспособления 49 (фиг. 8) для контроля заполнения накопительного стола 45 изделиями. Отсекатель содержит клинья 50, расположенные под отверстиями 47 и закрепленные с возможностью поворота в вертикальной плоскости вокруг осей 51. Клинья 50 шарнирно прикреплены к тяге 52, которая с помощью поворотного вала 53 и жестко закрепленных на его концах рычагах 54, 55 соединена с тягой 56, прикрепленной к коромыслу 57, на свободном конце которого закреплен ролик 58. Тяга 56 снабжена пружиной 59.
Приспособление 49 для контроля заполнения накопительного стола 45 изделиями содержит двуплечие упорные рычаги 60, 61 (фиг. 9,10), установленные на осях 62, 63 с возможностью поворота. Оси 62, 63 жестко закреплены на кронштейнах 64, 65, которые с помощью втулок 66, 67 установлены на стойках 68, 69 с возможностью поворота. Оси 68, 69 жестко закреплены на накопительном столе 45. Кронштейны 64, 65 соединены между собой пружиной 70.
На втулке 66 с помощью кронштейна 71 закреплен микровыключатель 72, взаимодействующий с упором 73, закрепленным на втулке 67. Накопительный стол 45 служит для приема изделий с транспортера подачи изделий. Перегородки 46 служат для образования продольных рядов изделий. Отверстия 47 предназначены для размещения клиньев 50 отсекателя 48. Отсекатель 48 предназначен для пропуска на накопительный стол 45 одного слоя изделий и отсекания последующих изделий на время снятия слоя изделий с накопительного стола 45.
Приспособление 49 для контроля заполнения накопительного стола 45 изделиями обеспечивает включение и отключение механизма подачи изделий и прокладок в ящики 3.
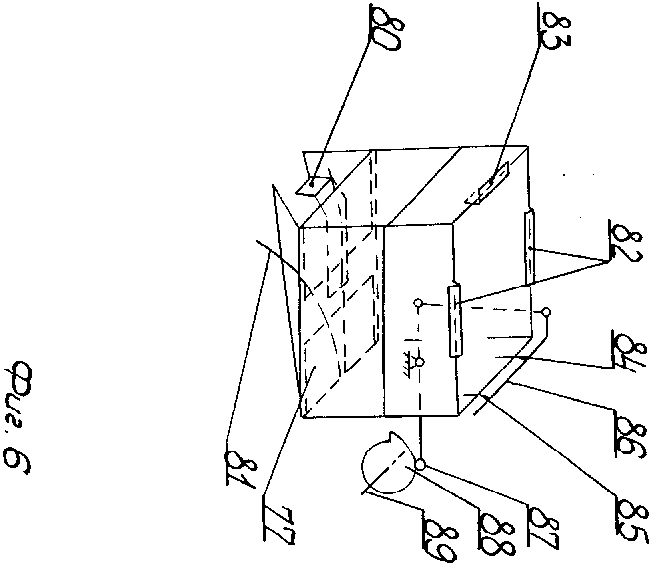
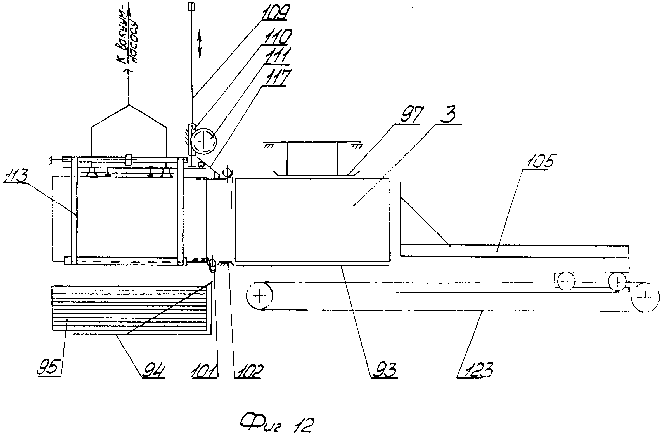
Механизм подачи изделий и прокладок в ящики 3 смонтирован на раме 1 (фиг. 8) и состоит из поворотного вала 74, снабженного вакуумными захватами 75, 76 и установленного с возможностью вертикального возвратно-поступательного движения, загрузочного стола 77 (фиг. 6) для ящика 3, механизма 78 (фиг. 2) прокладок 79, направляющей 80 (фиг. 6) для закрывания нижнего переднего по ходу ящика 3 клапана, двух дугообразных направляющих 81 для закрывания нижних боковых клапанов, П-образных направляющих 82 для удержания верхних боковых клапанов, неподвижного -образного фиксатора 83 для удержания верхнего заднего по ходу ящика 3 клапана и двух рычагов 84, 85, закрепленных на поворотном валу 86, кинематически связанном с роликом 87, взаимодействующим с кулачком 88, закрепленным на валу 89, соединенном цепными передачами (не показаны) с двигателем 42 (фиг. 1).
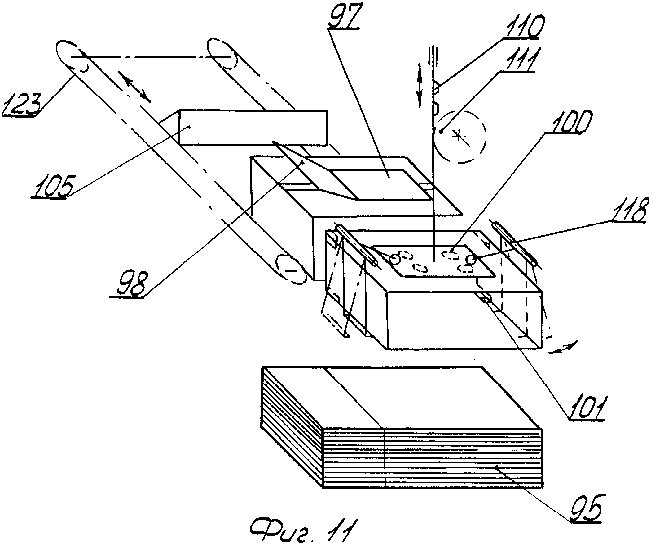
Вакуумные захваты 75, 76 закреплены на кронштейнах 90, 91, которые установлены на поворотном валу 74 с образованием между ними угла, равного 90о. Вакуумный захват 75 выполнен групповым и предназначен для подачи в ящик 3 изделий. Вакуумный захват 76 выполнен одиночным и предназначен для поштучного отбора и подачи в ящик 3 прокладок 79. На кронштейне 91 установлена планка 92, взаимодействующая с роликом 58 отсекателя 48 (фиг. 10). Механизм упаковки ящиков в обечайку смонтирован на раме 1 и состоит из стола 93 для ящика 3, магазина 94 для плоскосложенных обечаек 95, двух пластин 96 (фиг. 7) для закрывания верхних боковых клапанов, прижимной плиты 97 (фиг. 7) с козырьком 98 для закрывания верхнего переднего по ходу ящика 3 клапана и удержания всех верхних клапанов в закрытом положении, группового вакуумного захвата 99, смонтированного на основании 100 и служащего для поштучного отбора обечаек 95 и их раскрытия, подпружиненных поворотных направляющих 101, имеющих угловой профиль и взаимодействующих с внутреними поверхностями обечайки 95, нижней 102 направляющей, выполненной в виде пластины, верхней 103 направляющей, выполненной в виде пластины и взаимодействующей с внутренними поверхностями обечайки 95, захватов 104, взамодействующих с наружными поверхностям обечайки 95 и служащих для полного формирования обечайки 95 - достижения в поперечном сечении правильного четырехугольника, толкателя 105, служащего для перемещения заполненного изделиями ящика 3 в обечайку 95.
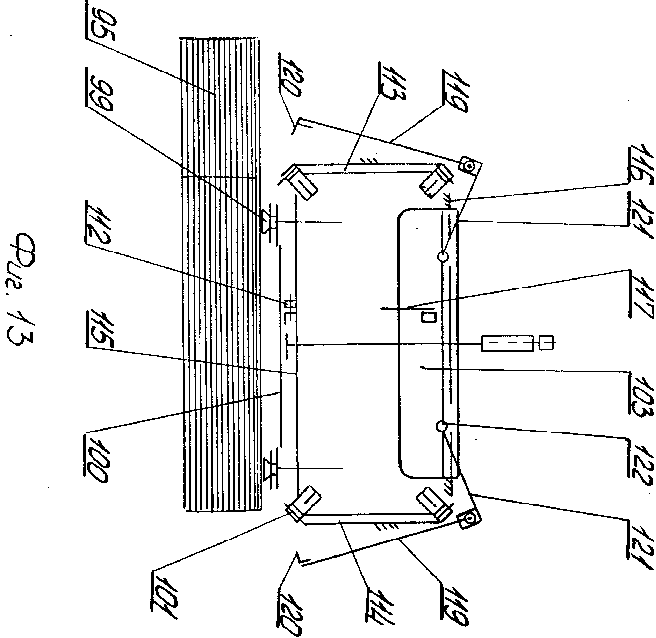
Подпружиненные направляющие 101, верхняя 103 направляющая предназначены для исключения смятия обечайки 95 при перемещении ящика 3 в обечайку 95.
Пластины 96 (фиг. 7) жестко закреплены на поворотных осях 106, кинематчески связанных с роликом 107 (фиг. 7), взаимодействующим с копиром 108, закрепленным на валу 41, соединенном цепным передачами (не показаны) с двигателем 42 (фиг. 1).
Основание 100 группового вакуумного захвата 99 закреплено на штанге 109, снабженной зубчатой рейкой 110, находящейся в зацеплении с прводным зубчатым колесом 111 для осуществления вертикального возвратно-поступательного движения. На основании 100 установлен ролик 112. Подпружненные направляюще 101 закреплены на вертикальных стойках 113, 114, которые соединены с горизонтальными связями 115, 116 с образованием прямоугольной рамки. Подпружиненные направляющие 101 закреплены с возможностью поворота по ходу движения толкателя 105. Нижняя направляющая 102 прикреплена к столу 93.
Верхняя направляющая 103 закреплена с возможностью поворота в вертикальной плоскости и снабжена кронштейном 117, взаимодействующим с роликом 112, закрепленным на основании 100 группового вакуумного захвата 99. Захваты 104 закреплены с возможностью поворота в вертикальной плоскости. Каждый из захватов 104 состоит из установленной с возможностью свободного вращения втулки 118 (фиг. 11), к которой прикреплены кронштейны 119 с полками 120 и рычаг 121 с роликом 122, взаимодействующим с основанием 100. Полки 120 прикреплены к кронштейнам 119 под углом 90о. Толкатель 105 закреплен на конвейере 123, выполненнном в виде двух цепных контуров.
Устройство работает следующим образом.
В магазин 2 закладывают стопу плоскосложенных заготовок ящиков 3, в магазин 78 - стопу прокладок 79, а в магазин 94 - стопу плоскоскложенных обечаек 95. На конвейер 43 подают изделия неупорядоченным потоком. С помощью перегородок 46 неупорядоченный поток изделий на накопительном столе 45 равномерно разделяется между ручьями, образованными смежными сторонами перегородок 46. На накопительном столе 45 формируется упорядоченный слой изделий, который удерживается приспособлением 49 для контроля заполнения накопительного стола 45 изделиями (фиг. 8). Пока формируется слой изделий на накопительном столе 45 включают устройство в работу. В результате этого приходят в движение L-образные кронштейны 5 с закрепленными на них вакуумными захватами 4, которые прижимаются к верхней в стопе плоскосложенной заготовке ящика 3. В начале этого движения Λ -образный стопор 11 поднимается.
После создания необходимого по величине разрежения в вакуумных захватах 4 L-образные кронштейны 5 совершают обратное движение, увлекая за собой заготовку. При этом нижний боковой клапан, расположенный со стороны магазина 2, удерживается поворотным упором 14, находящимся в верхнем рабочем положении, а задняя по ходу ящика 3 стенка входит в контакт с раскрывателем 10 и скользит по нему до полного формирования ящика - достижения в поперечном сечении правильного четырехугольника.
Во время обратного движения L-образных кронштейнов 5 формируемый ящик 3 устанавливается на каретке 8. После возвращения L-образных кронштейнов 5 в свое первоначальное положение Λ -образный стопор 11 опускается на верхний боковой клапан, расположенный со стороны магазина 2 и удерживает его. Отключается вакуум от захватов 4, а каретка 8 с ящиком 3 начинает движение к загрузочному столу 77. В результате этого упор 18 (фиг. 3,4) освобождает подпружиненный рычаг 17, вал 16 поворачивается и рычаги 12, 13 опускаются на второй верхний боковой клапаны и удерживают его. При движении каретки 8 упор 14 поворачивается и занимает нижнее (нерабочее) положение. Ролик 32 взаимодействует с копиром 33. Благодаря этому втулка 20 поворачивается, пластина 26 занимает горизонтальное положение, а пластина 21 - вертикальное положение. Во время подъема в горизонтальное положение пластина 26 закрывает нижний задний по ходу ящика 3 клапан, а пластина 21 прижимается к задней по ходу ящика 3 стенке. Каретка 8 с ящиком 3 в это время движется к загрузочному столу 77. В момента наезда ящика 3 на загрузочный стол 77 (фиг. 6) направляющая 80 закрывает нижний передний по ходу ящика 3 клапан.
При установке ящика 3 на загрузочный стол 77 оба верхних боковых клапана располагаются в пазах П-образных направляющих 82, верхний передний по ходу ящика 3 клапан проходит неподвижный -образный фиксатор 83, а верхний задний по ходу ящика 3 клапан задерживается этим фиксатором 83, нижние боковые клапаны закрываются не полностью двумя дугообразными направляющими 81.
После полной установки ящика 3 на загрузочный стол 77 каретка 8 возвращается в исходное положение. В это время кулачок 88 получает вращение от вала 89 и воздействует на ролик 87. Вал 86 поворачивается, а рычаги 84, 85 фиксируют верхний передний по ходу ящика 3 клапан. Сразу же начинает работу механизм подачи изделий и прокладок в ящики 3. К этому моменту слой изделий сформирован. Первоначально вакуумный захват 76 расположен над загрузочным столом 77 (фиг. 6), а вакуумный захват 75 - над зоной формирования слоя изделий. Отсекатель 48, приспособление 49 для контроля заполнения накопительного стола 45 изделиями и две крайние перегородки 46 образуют зону формирования слоя изделий (фиг. 8).
Во время формирования ящика и перемещения его кареткой 8 к загрузочному столу 77 ряды изделий проходят между перегородками 46 до двуплечих упорных рычагов 60, 61 и останавливаются. Следующий ряд встает у предыдущего и т. д. и при наборе полного слоя изделий происходит их уплотнение за счет проскальзывания последующих изделий на транспортере 43. Благодаря уплотнению изделий, полностью заполнивших накопительный стол 45, двуплечие рычаги 60, 61 уравновешиваются, а кронштейны 64, 65 поворачиваются вокруг стоек 68, 69, давая возможность упору 73 замкнуть контакт микровыключателя 72 и включить тем самым в работу механизм подачи изделий и прокладок в ящики.
Включение механизма подачи изделий и прокладок в ящики осуществляется только при полном заполнении изделиями накопительного стола 45. В противном случае не обеспечивается взаимодействие упора 73 с контактом микровыключателя 72.
Получив сигнал, подтверждающий заполнение накопительного стола 45, привод (не показан) опускает вал 74 до соприкосновения вакуумного захвата 75 со слоем изделий. Вакуумный захват 76 опускается в ящик 3, а планка 92 нажимает на ролик 58 отсекателя 48. Когда планка 92 нажимает сверху на ролик 58 (фиг. 10) и начинает поворачивать коромысло 57 через тягу 56, вал 53 и рычаги 54, 55 приходит в движение тяга 52. Та в свою очередь поворачивает клинья 50, которые выходят их отверстий 47 и отделяют часть изделий, расположившуюся в зоне формирования слоя, от последующих изделий.
Этим движением заканчивается формирование слоя. Дальше работа механизма формирования слоя происходит автоматически. В конце перемещения вниз вала 74 включается вакуум в захваты 75 и первый слой изделий захватывается. Вал 74 поднимается вверх, совершает поворот на 90о и останавливается. При этом первый слой изделий располагается над ящиком 3, а вакуумный захват 76 - над магазином 78 прокладок 79. После подъема вала 74 планка 92 перестает нажимать на ролик 58. Пружина 59 приводит в движение тягу 56, через вал 53 и рычаги 54, 55 приходит в движение тяга 52. Та в свою очередь поворачивает клинья 50, которые уходят из отверстия 47 и открывают проход изделиям в зону формирования слоя. Коромысло 57 занимает свое первоначальное положение.
Вал 74 снова опускается, отключается вакуум от захвата 75 и подключается вакуум к захвату 76. В результате этого первый слой изделий укладывается в ящик 3, а захваты 76 в магазине 78 захватывает прокладку 79. Вал 74 опять поднимается, совершает поворот на 90о в обратном направлении и опускается. В конце хода опускания вала 74 отключается вакуум от захвата 76 и подключается вакуум к захвату 75. В результате этого прокладка 79 укладывается в ящик 3 на первый слой изделий, а захват 75 в зоне формирования слоя захватывает второй слой изделий и цикл повторяется до тех пор, пока необходимое количество слоев изделий окажется в ящике 3.
После заполнения ящика 3 отводятся рычаги 84, 85, фиксирующие верхний передний по ходу ящика 3 клапан. При укладке последнего слоя изделий вакуум к захвату 76 не подключается, а в момент этого хода происходит перемещение заполненного ящика 3 на стол 93 (фиг. 12) механизма упаковки ящика 3 в обечайку.
Одновременно с укладыванием слоев изделий и прокладок 79 в ящик механизм формирования ящика формирует очередной ящик.
Когда каретка 8 приходит в движение, установленный на каретке 8 пустой ящик 3 устанавливается на загрузочный стол 77, а заполненный ящик 3 - на стол 93 (фиг. 12).
При движении заполненного ящика 3 дугообразные направляющие 81 полностью закрывают нижние боковые клапаны. Далее при движении заполненного ящика 3 по столу 93 прижимная плита 97 с козырьком 98 закрывает верхний передний по ходу ящика 3 клапан (фиг. 7). Ролик 38 взаимодействует с копиром 39 (фиг. 5), рычаги 34, 35 поворачиваются и закрывают верхний задний по ходу ящика 3 клапан. Пластины 96 закрывают верхние боковые клапаны.
Все верхние клапаны удерживаются в закрытом положении прижимной плитой 97. Одновременно с движением заполненного ящика 3 к столу 93 происходит перемещение вниз штанги 109 с групповым вакуумным захватом 99, расположеными над магазином 94 обечаек 95. В конце перемещения вниз штанги 109 групповой вакуумный захват 99 прижимается к верхней в стопе плоскосложенной обечайке 95. После создания необходимого по величине разрежения в групповом вакуумном захвате 99 штанга 109 перемещается вверх, раскрывая обечайку 95. Двигаясь вверх, основание 100 группового вакуумного захвата 99 взаимодействует с роликами 122 захватов 104, а ролик 112, закрепленный на основании 100, взаимодействует с кронштейном 117, установленным на верхней направляющей 103. Благодаря этому захваты 104 поворачиваются и прижимаются к наружным поверхностям обечайки 95, а верхняя направляющая 103 поворачивается и заходит внутрь обечайки 95 (фиг. 12). Толкатель 105 конвейера 123 приходит в поступательное движение и начинает перемещать заполненный ящик 3 со стола 93 в обечайку 95. Перемещающийся заполненный ящик 3 разворачивает подпружиненные направляющие 101 внутрь обечайки 95. Последняя под действием направляющих 101 принимает прямоугольный контур, обеспечивая проход для заполненного ящика 3. После заделки заполненного ящика 3 в обечайку 95 толкатель 105 продолжает свое движение и проталкивает заполненный ящик 3 с надетой обечайкой на приемный стол (не показан). После этого толкатель 105 возвращается в исходное положение.
Заявляемое устройство, по сравнению с прототипом, обладает повышенными технологическими возможностями и компактностью.
(56) Авторское свидетельство СССР N 956355, кл. В 65 В 5/10, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки изделий в картонные ящики | 1984 |
|
SU1330006A1 |
| Машина для упаковывания в ящик штучных изделий | 1979 |
|
SU956355A1 |
| МАШИНА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 1994 |
|
RU2118274C1 |
| МАШИНА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2192996C2 |
| Линия для укладки мягких легкоповреждаемых изделий в картонную тару | 1990 |
|
SU1830357A1 |
| МАШИНА ДЛЯ УКЛАДКИ В ТАРУ ИЗДЕЛИЙ УДЛИНЕННОЙ ФОРМЫ | 2001 |
|
RU2176973C1 |
| Устройство для поштучной подачи из стопы картонных плоскосложенных коробок и их формирования | 1987 |
|
SU1500556A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
| Устройство для формирования пакетов изделий | 1983 |
|
SU1133200A1 |
| Устройство для укладки в пакет штучных предметов | 1981 |
|
SU1009906A1 |
Использование: изобретение относится к упаковочному оборудованию и может быть использовано в пищевой, химической и медицинской промышленности. Сущность изобретения: устройство содержит транспортер для подачи изделий (консервных банок), механизм формирования слоя изделий, включающий отсекатель изделий, механизм формирования и перемещения ящиков, механизм подачи изделий и прокладок в ящики, включающий вакуумные захваты и магазин прокладок, приспособления для закрывания клапанов ящика и механизм упаковки ящиков в обечайку. Заполненный изделиями ящик подается к механизму упаковки ящиков в обечайку, где толкателем ящик перемещается в раскрытую обечайку, а затем - на приемный стол. 4 з. п. ф-лы, 14 ил.
