Изобретение относится к изготовлению абразивного инструмента, в частности лепестковых кругов, применяемых для шлифования и полирования деталей в машиностроении, металлургической, деревообрабатываюш,ей и других отраслях промышленности.
Известен способ изготовления лепесткового круга, при. котором лепестки формируют в пакеты, которые соединяют друг с другом-с образованием ступицы. 1.
Недостаток известного способа заключается в необходимости использования связующих веществ для соединения лепестков, составляющих пакеты. Помимо увеличения трудоемкости изготовления кругов, имеет место неравномерное распределение связующего в зоне крепления лепестков, что приводит к дисбалансу круга.
Цель изобретения - с:нижение трудоемкости изготовления кругов.
Поставленная цель достигается тем, что согласно способу изготовления лепесткового круга, при котором лепестки формируют в пакеты, последние устанавливают по окружности и соединяют друг с другом с образованием ступицы, соединение пакетов друг с другом осуще ствляют путем одновременного перемещения к центру до внедрения рабочей части зерен каждого из лепестков в основу смежного с ним лепестка.
Внедрение рабочей части зерен лепестков в основу прилегающих лепестков прочно скрепляет лепестки и пакеты друг с другом.
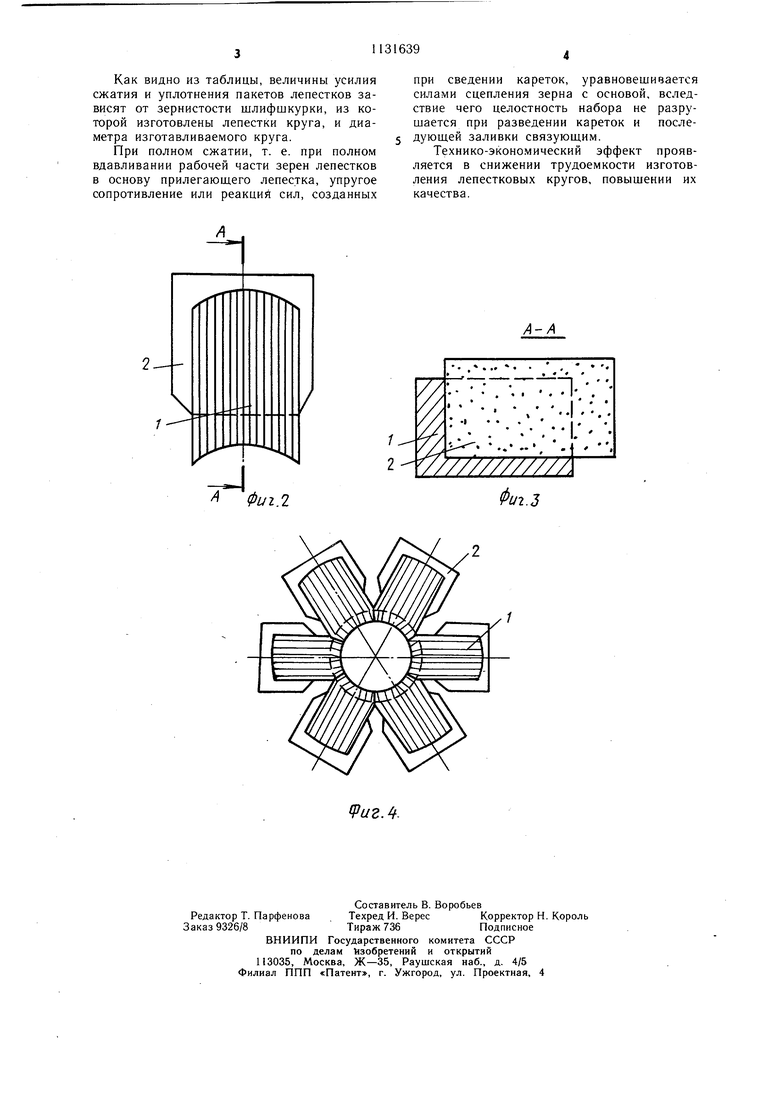
На фиг. 1 изображено приспособление в виде установленных по окружности кареток, несущих пакеты лепестков; на фиг. 2 - одна каретка с пакетом лепестков; на фиг. 3- разрез А-А на фиг. 2; на фиг. 4 - заверщающая стадия сведения пакетов лепестков по радиусу к центру.
Усилие сжатия лепестков, Н
Зернистость пшифшкурки М40 I 16 Г
г
810/20 750/23 710/24 680/26
Усилия сжатия дано в пересчете на 1 каретку
Пакеты лепестков 1 укладывают в пазы подвижных кареток 2 и выравнивают согласно радиусности паза кареток. Затем каретки равномерно сдвигают к центру. Как 5 только рабочая часть зерен лепестков внед- рится к основу прилегающих лепестков, каретки отводят, свободные концы лепестков под действием сил упругой деформации равномерно распределяются по окружности. Q Полученную заготовку отправляют в многоместную форму, где производится заливка связующим с образованием ступицы по принятой технологии.
Изготавливался шлифовальный лепестковый круг диаметром 150 мм. Лепестки на5 резались из шлифовальной шкурки МАЮ-П с/с размером 30x30 мм. Пакеты толщиной в 30 мм (75 лепестков) устанавливались в 6 кареток, которые с помощью рычага одновременно сводились до внедрения рабочей части зерен лепестка в основу прилегающего к ней лепестка, затем каретки разводились, круг подавался на следующую операцию.
Время сборки 3 мин.
Экспериментальным путем установлены 5 величины усилий, необходимых для полного вдавливания рабочей (выступающей над поверхностью связующего) части зерен лепестков в основу прилегающего лепестка для лепестковых кругов различных диаметров из овальной шкурки различной зер° нистости (М40, 16, 40). Замер усилий производился динамометрическим устройством. При этом замеряли также уплотнение пакетов лепестков при силовом сведении кареток с пакетами, т. е. уменьшение внутреннего диаметра круга от момента касания между собой крайних лепестков соседних пакетов до конечного размера по окончании сведения кареток (в процентах).
В Таблице приведены полученные данные.
Уплотнение пакетов лепестков , %
40
615/23 600/26 570/28 550/30
Как видно из таблицы, величины усилия сжатия и уплотнения пакетов лепестков зависят от зернистости шлифшкурки, из которой изготовлены лепестки круга, и диаметра изготавливаемого круга.
При полном сжатии, т. е. при полном вдавливании рабочей части зерен лепестков в основу прилегающего лепестка, упругое сопротивление или реакция сил, созданных
при сведении кареток, уравновешивается силами сцепления зерна с основой, вследствие чего целостность набора не разрушается при разведении кареток и последующей заливки связующим.
Технико-экономический эффект проявляется в снижении трудоемкости изготовления лепестковых кругов, повышении их качества.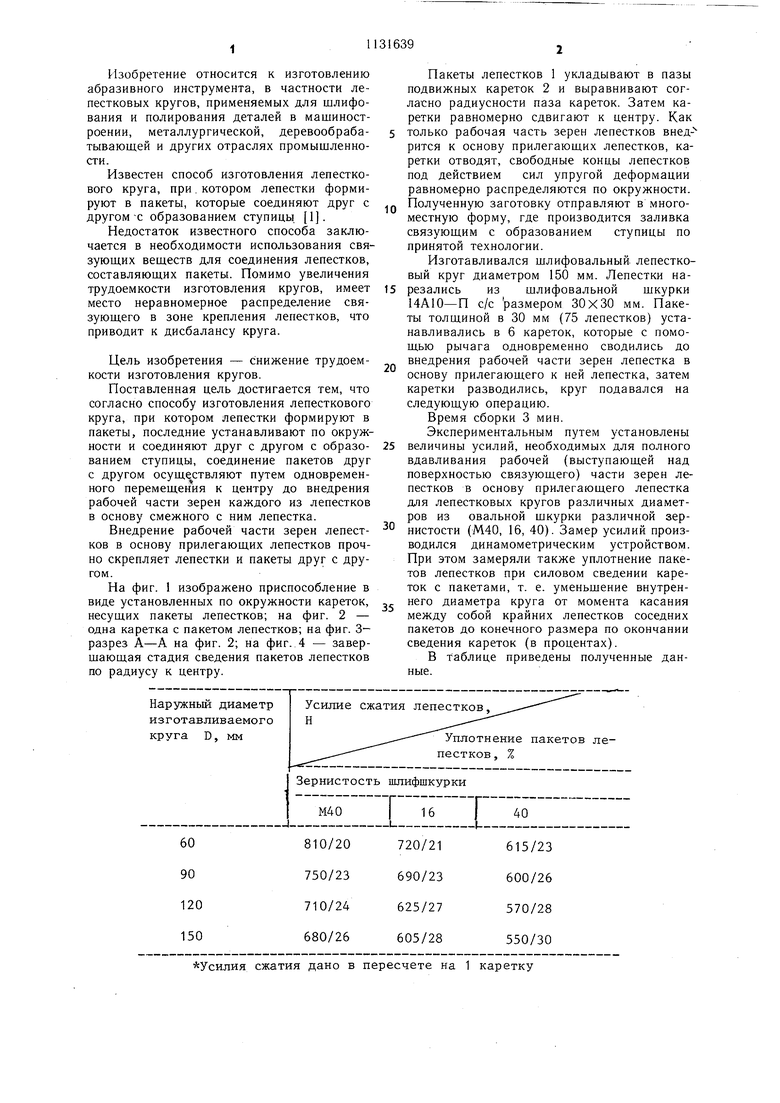
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления лепесткового круга | 1986 |
|
SU1407782A2 |
| Лепестковый шлифовальный круг | 1983 |
|
SU1122498A1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОГО КРУГА | 1996 |
|
RU2111110C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| СПОСОБ ОБРАБОТКИ ПАЗОВ ЛЕПЕСТКОВЫМ КРУГОМ | 1996 |
|
RU2109620C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕПЕСТКОВОГО КРУГА, при котором лепестки формируют в пакеты, последние устанавливают по окружности и соединяют друг с другом с образованием ступицы, отличающийся тем, что, с целью снижения трудоемкости изготовления кругов, соединение пакетов друг с другом осуществляют путем одновременного перемещения пакетов к центру до внедрения всей рабочей части зерен каждого из лепестков в основу смежного с ним лепестка. (Л оо О) оо ;о
,:
. . ..
vz//y///////i
.3
(риг. .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3241267, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
