Изобретение относится к станкостроению и может быть использовано при производстве абразивных инструментов для шлифования деталей машин.
Заявляемое изобретение направлено на решение задачи, заключающейся в обеспечении повышения стойкости лепестковых кругов при шлифовании путем предварительного деформирования лепестков.
Известен способ изготовления лепестковых кругов [1], в соответствии с которым лепестки шлифовальной шкурки устанавливают радиально, а концы их, обращенные к оси инструмента, закрепляют на ступице круга.
Однако вследствие зазоров между лепестками и их радиального расположения периферийные участки инструмента подвергаются ударному воздействию в процессе шлифования, это обуславливает интенсивное выкрашивание абразивных зерен (а.з.) и низкую стойкость кругов.
Известен способ изготовления лепесткового круга [2], при котором лепестки шлифовальной шкурки устанавливают радиально и закрепляют в корпусе, на лепестки наносят клей и изгибают их до полного взаимного прилегания.
Однако круги, изготовленные по этому способу, обладают недостаточной стойкостью, что обусловлено отсутствием самозатачивания, так как а.з. интенсивно изнашиваются вследствие сравнительно низкой эластичности лепестков в радиальном направлении, и затрудненными условиями теплоотвода из зоны обработки, а ткань остается, что препятствует подводу новых а.з. в контакт с обрабатываемым материалом.
Наиболее близким по технической сущности к заявляемому изобретению является выбранный в качестве прототипа способ изготовления лепесткового круга [3] , при котором лепестки из шлифовальной шкурки на тканевой основе устанавливают радиально, закрепляют в корпусе и наносят покрытие на лепестки, где в качестве материала покрытия берут бакелит и подвергают круг термообработке при температуре 250-300oC в течение 3-4 ч.
У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки. Лепестки шлифовальной шкурки на тканевой основе устанавливают радиально и закрепляют в корпусе. На лепестки наносят покрытие, где в качестве материала покрытия берут бакелит и подвергают круг термообработке при температуре 250-300oC в течение 3-4 ч.
Недостатком прототипа является недостаточно высокая стойкость инструмента при шлифовании труднообрабатываемых материалов.
Указанный недостаток обусловлен тем, что при вращении лепесткового круга в процессе шлифования лепестки ударно взаимодействуют с обрабатываемым материалом, в результате чего а.з., расположенные на периферийной части лепестков, подвергаются усталостному объемному разрушению и преждевременному выкрашиванию.
Технический результат изобретения - повышение стойкости лепесткового круга за счет его предварительного деформирования.
Техническим решением является то, что лепестки шлифовальной шкурки на тканевой основе устанавливают радиально, закрепляют в корпусе, деформируют, выдерживая равномерный зазор между ними и удерживают в этом положении. На лепестки наносят бакелит и подвергают круг термообработке при температуре 250-300oC в течение 3-4 ч. Круг остужают, наносят на лепестки слой смазочно-охлаждающего технологического средства, которое выбирают из условия обеспечения возможности перевода его в твердое агрегатное состояние.
При шлифовании деталей лепестковыми кругами, изготовленными по такой технологии, обеспечиваются высокая степень защиты и закрепления абразивных зерен (а. з) на лепестках, благоприятные условия контакта с обрабатываемой поверхностью, безударный характер взаимодействия между ними, переход процесса изнашивания а.з. на микроскалывание вместо ударного объемного разрушения, что обуславливает высокую стойкость кругов при шлифовании деталей машин (в том числе и из труднообрабатываемых материалов).
По отношению к прототипу у заявляемого изобретения имеются следующие отличительные признаки: круг перед нанесением покрытия из бакелита деформируют, выдерживая равномерный зазор между лепестками, и удерживают в этом положении. После термообработки круг остужают нанося на лепестки с покрытием из бакелита смазочно-охлаждающее технологическое средство (СОТС).
Между отличительными признаками и целью изобретения существует следующая причинно-следственная связь.
Деформирование лепестков способствует повышению плавности входа круга в контакт с деталью при шлифовании, выравниванию условий взаимодействия различных участков инструментальной и обрабатываемой поверхностей, переводу режима износа а. з. с ударного объемного разрушения на микроскалывание при трении. Равномерные зазоры между лепестками обеспечивают однородную эластичность лепестков, что позволяет дополнительно распределить нагрузку между а.з. и облегчить условия их контакта при шлифовании труднообрабатываемых материалов. В процессе охлаждения круга материалы покрытий из бакелита и смазочно-охлаждающего технологического средства, находящегося в твердом агрегатном состоянии, интенсивно взаимодействуют между собой, что определяет высокое качество их сцепления и закрепления а.з.
Для осуществления деформирования лепестков круг заключают в металлическую кольцеобразную оправку перед нанесением покрытия из бакелита и освобождают после перевода материала покрытия из СОТС в твердое агрегатное состояние. Внутренний диаметр оправки выбирают меньше диаметра недеформированного круга в зависимости от величины устанавливаемого изгиба лепестков. Нанесение покрытия СОТС осуществляют погружением круга в оправке в жидкую среду используемого СОТС.
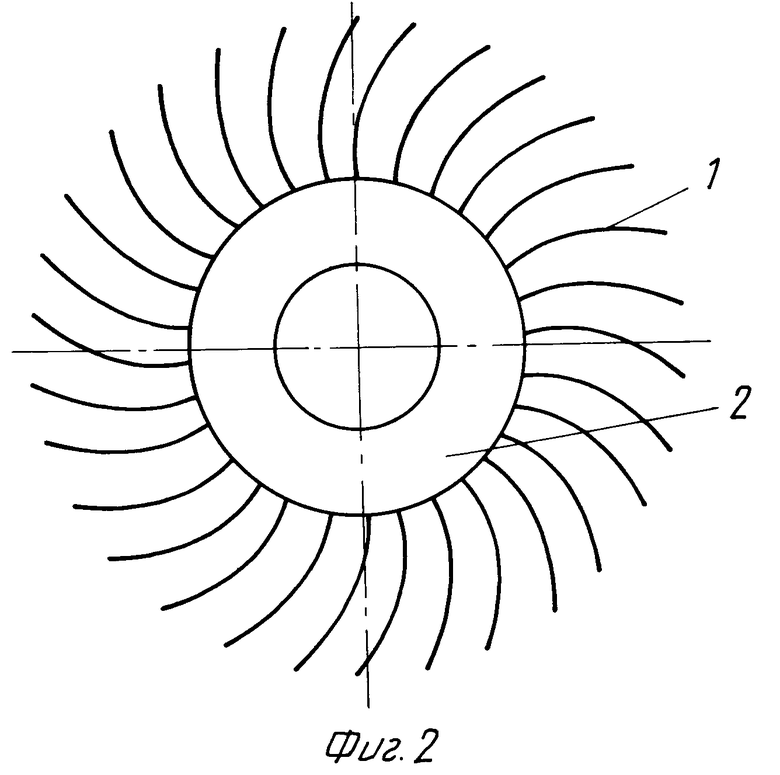
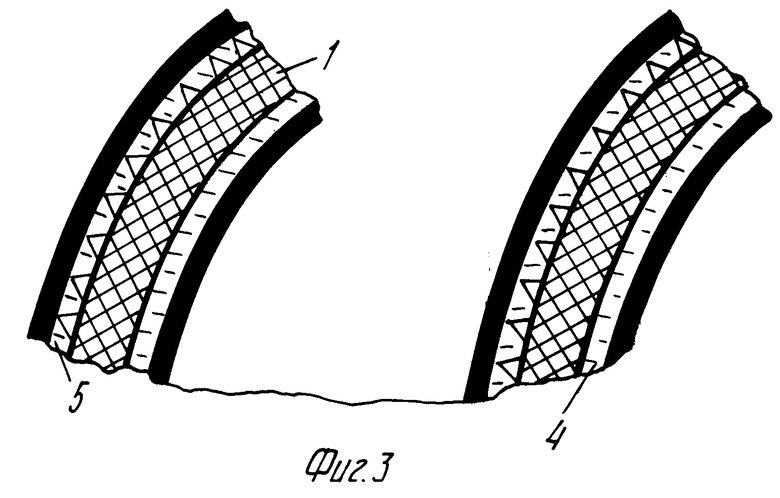
Сущность изобретения поясняется графическими материалами, на которых изображено: на фиг. 1 - вид на торец лепесткового круга перед нанесением покрытия; на фиг. 2 - вид на торец изготовленного лепесткового круга; на фиг. 3 - периферийный участок круга.
Изготовленный данным способом круг состоит из расположенных по окружности лепестков шлифовальной шкурки 1, закрепленных в корпусе 2, изогнутых в направлении, обратном вращению круга, с сохранением равномерного зазора 3 между ними. Первоначальная фиксация деформированного положения лепестков обеспечивается нанесением на лепестки и переведением в твердое агрегатное состояние в результате термообработки покрытия - бакелита 4. Дополнительная фиксация переведением смазочно-охлаждающего технологического средства 5 в твердое агрегатное состояние. Предварительное деформирование лепестков достигается заключением круга в оправку 6.
Для изготовления предлагаемым способом лепесткового круга лепестки из шлифовальной шкурки, образующие круг, устанавливают радиально, закрепляют в ступице и заключают в оправку диаметром, меньшим, чем у недеформированного круга, выдерживая равномерным зазор между лепестками. Круг покрывают бакелитом, обкатывают, регулируя количество бакелита, подсушивают при комнатной температуре, а затем подвергают термообработке при 250-300oC в течение 3-4 ч, после чего охлаждают, покрывая СОТС. Лепестковый круг освобождают от оправки и окончательно обкатывают.
Круг сохраняет высокую радиальную эластичность при жестком закреплении а. з. и деформированном положении лепестков. Количество материала покрытия, его вид и степень деформации круга варьируется в зависимости от его назначения и требуемой степени эластичности.
Заявляемый способ изготовления лепесткового круга целесообразно осуществить следующим образом. Лепестковый круг типа КЛ (ГОСТ 22775-77) размером 200х32х32 мм с характеристикой шлифовальной шкурки 144А16ПСФЖА, закрепленной радиально в ступице, заключают в металлическую оправку диаметром 190 мм, деформируя лепестки и обеспечивая равномерность зазора между ними.
Поверхность лепестков покрывается бакелитом, излишки которого удаляются вращением инструмента. Круг подсушивается при комнатной температуре, а затем подвергается термообработке при температуре 250-270oC на протяжении 4 ч. Круг охлаждают, наносят на лепестки расплав парафина (ГОСТ 23683-77), нагретого до температуры 110-120oC. Излишки парафина удаляются вращением инструмента.
Как показали результаты опытной проверки работоспособности кругов, изготовленных заявляемым способом, обеспечивается достижение следующих показателей. При обработке заготовок из титанового сплава ВТ22 на плоскошлифовальном станке ЭД710В-1 с окружной скоростью инструмента Vk= 30 м/с, скоростью подачи V3 = 5 м/мин, радиальной деформации δ = 2,5 мм удельный износ круга составил 0,16 г/г, в то время как круга-прототипа 0,34 г/г.
Согласно данным приведенных экспериментов заявляемое изобретение может быть использовано в народном хозяйстве и в сравнении с прототипом дает возможность повысить стойкость лепестковых кругов в 2,1 раза.
Заявляемое изобретение "Способ изготовления лепесткового круга" представляет значительный интерес для народного хозяйства, так как позволит значительно повысить производительность труда не менее, чем в 2 раза, и обеспечить внедрение новой технологии, позволяющей рационально использовать покрытие инструмента технологическими средствами для повышения его стойкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2109617C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2104144C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2103152C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103150C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ ЛЕПЕСТКОВЫМИ КРУГАМИ | 1996 |
|
RU2103149C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2104854C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2103151C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2181655C1 |
| СПОСОБ ПОЛИРОВАНИЯ | 2000 |
|
RU2182074C1 |
| СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2147275C1 |
Использование: производство абразивных инструментов. Сущность: способ изготовления абразивного круга, при котором лепестки деформируют, выдерживая равномерный зазор, удерживают в этом положении, наносят на них бакелит, подвергают термообработке при температуре 250-300oC в течение 3-4 ч. После термообработки круг охлаждают, покрывая его лепестки смазочно-охлаждающим технологическим средством (СОТС). При этом СОТС выбирают из условия обеспечения возможности перевода его в твердое агрегативное состояние. 3 ил.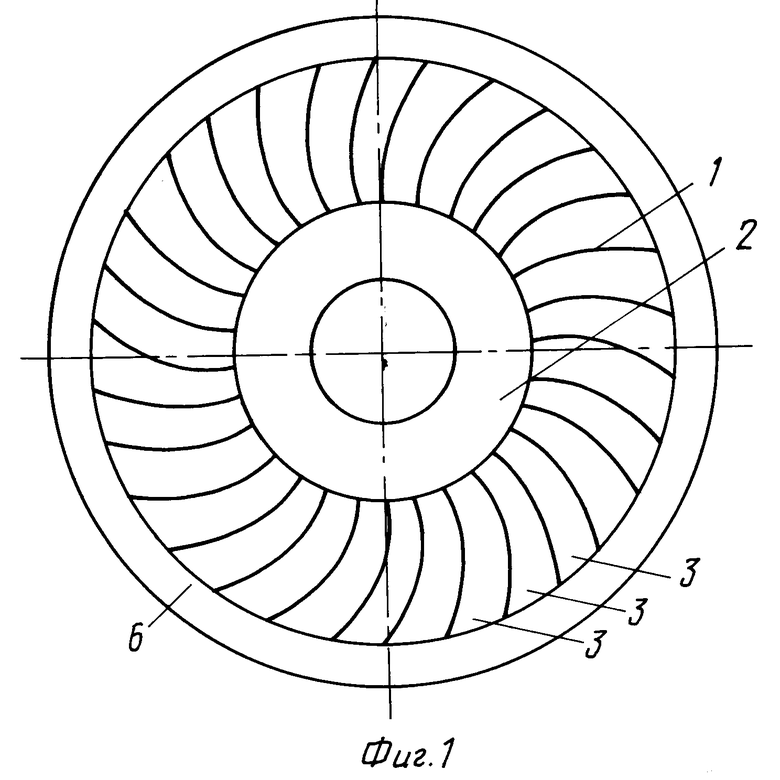
Способ изготовления лепесткового круга, при котором берут лепестки из шлифовальной шкурки на тканевой основе, устанавливают их радиально в корпусе, закрепляют и покрывают бакелитом, после чего круг подвергают термообработке при 250 - 300oС в течение 3 - 4 ч, отличающийся тем, что перед покрытием бакелитом лепестки деформируют, обеспечивая между ними равномерный зазор, и удерживают в этом положении, а после термообработки на лепестки с покрытием из бакелита наносят смазочно-охлаждающее технологическое средство, которое выбирают из условия обеспечения возможности перевода его в твердое агрегатное состояние.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гдалевич А.И | |||
| Финишная обработка лепестковыми кругами | |||
| - М.: Машиностроение, 1990, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 645832, B 24 D 13/00, 1977 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство N 1033300, B 24 D 13/00, 1982. | |||
