Изобретение относится к области прокатного производства и касается усовершенствования инструмента (валков) сортовых планетарных станов для прокатки с попеременным обжатием в двух взаимно перпендикулярных плоскостях.
Известна клеть планетарного стана для прокатки труб и сортового металла, содержащая два комплекта планетарных валков, расположенных друг над другом, включающих сепараторы с рабочими валками, при этом рабочие валки выполнены калиброванными, с обжимными участками переменного профиля и калибрующими участками постоянного профиля калибра [см., например, SU 124398, 19.11.1960].
Недостатком известной системы является то, что она предназначена для прокатки в одной плоскости и не обладает высокой производительностью, при этом изготовление калибров переменного профиля - сложный и трудоемкий процесс.
Наиболее близкой к заявленной является универсальная клеть планетарного сортового прокатного стана, содержащая две пары сепараторов с закрепленными в них приводными рабочими валками, размещенные во взаимно перпендикулярных плоскостях, со смещением взаимно перпендикулярных пар валков друг относительно друга. Рабочие валки этой клети выполнены с гладкими бочками. Клеть предназначена для прокатки изделий квадратного сечения. Получение изделий иных сечений, например круглого, требует последующего дополнительного обжатия в клетях сортовых станов, имеющих валки с калибрами соответствующего сечения [см., например, RU 2100109, 27.12.1997].
Для данного известного устройства характерны высокая производительность и экономичность за счет прокатки с высокими вытяжками. К его недостаткам, однако, относится невозможность получения профилей, отличных от квадратных (в частности, круглых), при том, что получаемый квадратный профиль имеет достаточно острые углы (ребра), приводящие к неравномерному остыванию и, как следствие, повреждению инструмента при прокатке в последующих клетях, к сваливанию профиля, образованию закатов и появлению трещин на металле.
Задачей изобретения является расширение сортамента получаемой продукции за счет возможности получения изделий круглого профиля и профиля в виде квадрата со скругленными углами, повышение качества готового проката за счет исключения закатов и трещинообразования, в сочетании с высокой производительностью, характерной для универсальных клетей сортовых планетарных прокатных станов.
Задача решается за счет того, что в универсальной клети сортового планетарного прокатного стана, содержащей две пары сепараторов с закрепленными в них приводными рабочими валками, размещенные во взаимно перпендикулярных плоскостях, со смещением взаимно перпендикулярных пар валков друг относительно друга, в соответствии с изобретением на бочке каждого из валков выполнен трапецеидальный ручей постоянного по окружности валка профиля, с вогнутым дном, имеющим поперечное сечение в виде части окружности или прямоугольника со скругленными углами, идентичных форме поперечного сечения готового изделия, с шириной по дну ручья, не превышающей 0,21 ширины входного сечения заготовки, и радиусом скругления, составляющим 0,1-0,5 ширины выходного сечения изделия, при этом ручьи всех валков выполнены одинаковыми, для формирования скругленных участков профиля изделия попеременно идентичными участками ручьев взаимно перпендикулярных пар валков.
Выполнение рабочих валков универсальной клети сортового планетарного прокатного стана калиброванными описанным выше образом обеспечивает возможность формирования одной и той же скругленной части прокатываемого профиля во взаимно перпендикулярных парах валков, с перекрытием этого участка заготовки участками двух взаимно перпендикулярных калибров, выполненными с одинаковым радиусом округления, что исключает образование закатов в углах профиля. Описываемая клеть дает возможность прокатки изделий круглого профиля, что является следствием использования валков, ручьи которых выполнены с максимальной степенью скругления профиля донной части (радиус округления равен 0,5 ширины выходного сечения изделия), то есть с профилем, представляющим собой часть окружности.
Ширина ручья, измеренная по дну, не превышает 0,21 ширины входного сечения прокатываемой заготовки. Выбор значения ширины ручья в этих пределах обеспечивает устойчивое положение раската на участке деформации, оптимальные условия заполнения калибра металлом. При выполнении калибра большей ширины возможно образование острых углов профиля. Данное предельное значение установлено экспериментально и является оптимальным для специфических условий деформации металла в планетарной универсальной клети. Заявленная прокатная клеть предназначена для деформации заготовок, ширина сечения которых находится в диапазоне примерно 120-60 мм. Это может быть сторона квадратной заготовки или диаметр круглой. Ширина (сторона или диаметр) готовых изделий (квадратных или круглых), прокатанных на этом оборудовании, составляет 25-8 мм. Радиус скругленных частей ручья целесообразно выбирать из диапазона 0,1-0,5 ширины выходного сечения готового проката. Максимальное значение этого диапазона (0,5) соответствует прокатке изделия, форма поперечного сечения которого близка к кругу, минимальное (0,1) - прокатке изделия, имеющего поперечное сечение в виде квадрата с наименьшим технологически обоснованным округлением углов. Промежуточные значения радиуса скругления ручья, выбранные в данном диапазоне, означают прокатку изделий с разной степенью скругления углов поперечного сечения (ребер проката).
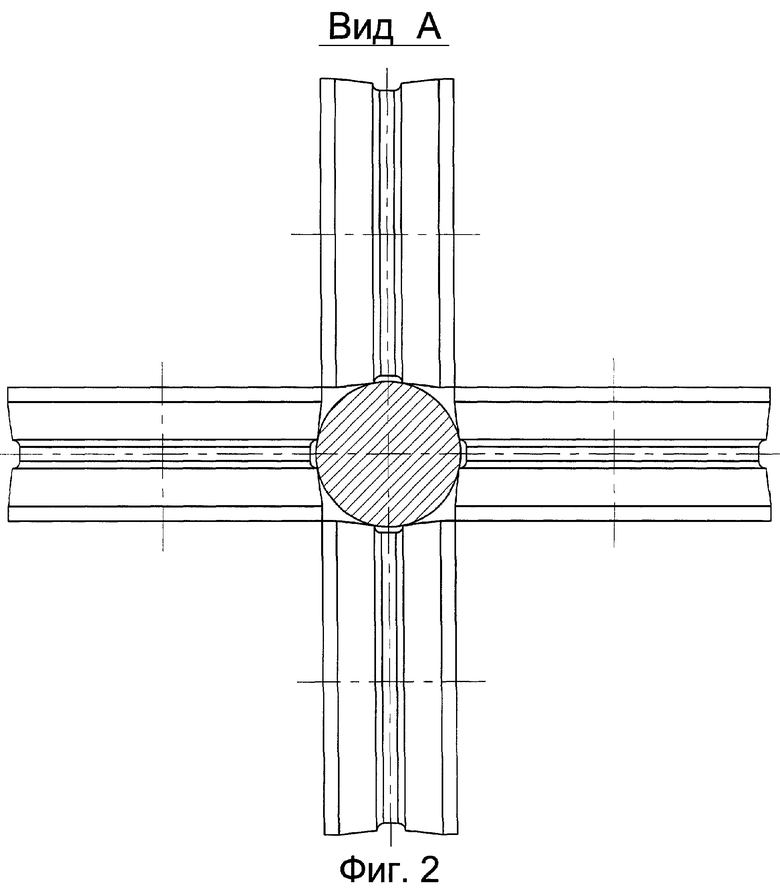
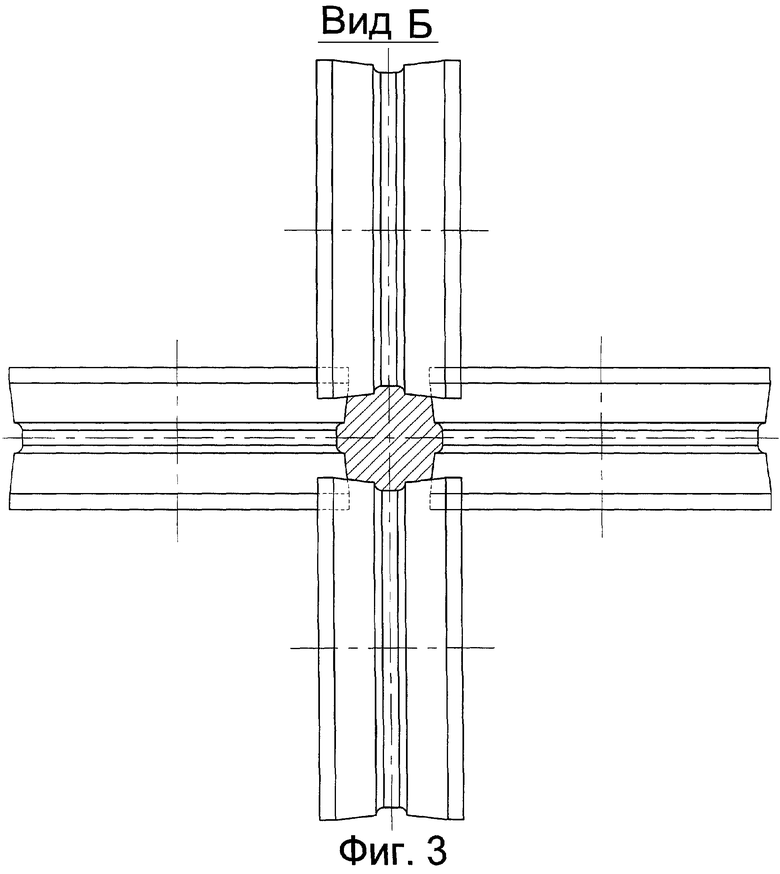
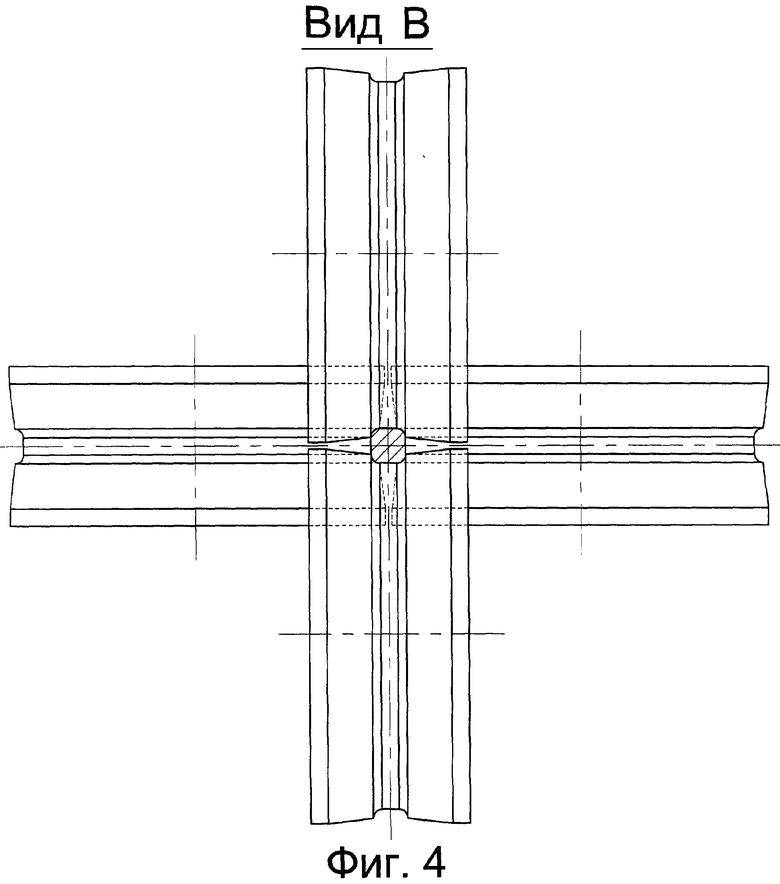
На фиг.1 представлена условно развернутая система валков сортового планетарного стана, занимающих в процессе перемещения по круговой орбите последовательно положения 1, 2, 3, на фиг.2 - вид по стрелке А на фиг.1, на фиг.3 - вид по стрелке Б на фиг.1, на фиг.4 - вид по стрелке В на фиг.1.
Обе пары рабочих валков 1 и 2 расположены в расточках сепараторов (на чертеже не показаны), привод их осуществляется через концевую шестерню, входящую в зацепление с колесом с внутренним зубом (солнечная шестерня), и при прокатке попеременно обжимают металл 3 в двух взаимно перпендикулярных плоскостях. Пары сепараторов приводных валков 1 и 2 расположены во взаимно перпендикулярных плоскостях и смещены друг относительно друга в направлении оси прокатки. В очаге деформации в промежутке между двумя соседними парами валков первой пары сепараторов размещены валки, установленные во второй паре сепараторов, развернутой относительно первой на 90°. На бочке каждого из валков выполнен трапецеидальный ручей постоянного по окружности валка профиля: радиусы валка, соответствующие той или иной части ручья, не изменяются по длине бочки. Дно ручья выполнено вогнутым (углубленным), в поперечном сечении участок дна ручья имеет вид части окружности или прямоугольника со скругленными углами, идентичных форме поперечного сечения готового изделия. Именно эти, донные, участки ручьев в валках, находящихся в очаге деформации, образуют часть калибра, формирующую заданный профиль изделия.
Ручьи всех валков выполнены одинаковой конфигурации и размеров, поскольку размеры калибров (раствор между валками) уменьшаются в процессе прокатки за счет сближения рабочих валков при их движении по круговой орбите. Металл в калибре постепенно перемещается из зоны наклонных боковых участков в центральную зону, образованную донными частями ручьев, где и формируется готовый профиль изделия.
В результате попеременной деформации металла во взаимно перпендикулярных плоскостях наклонными гранями трапецеидальных ручьев,образующихсоответствующиекалибры,происходит последовательное заполнение центральных частей калибров всей массой металла, заготовка приобретает форму готового проката. При прокатке заготовка обжимается боковой стенкой 4 одновременно парами валков с двух сторон. При этом боковые стенки 4 на окончательной стадии прокатки не участвуют в формировании профиля. Скругленную часть готового профиля формируют выпуски 5 взаимно перпендикулярных пар валков 1 и 2. Выполнение радиусных закруглений ручьев одинаковым радиусом во взаимно перпендикулярных парах обеспечивает точность формирования одной и той же части профиля разными калибрами, исключает образование острых углов и закатов на поверхности готового профиля и возникающих вследствие этого дефектов.
Аналогичным образом может быть получено круглое сечение профиля.
Пример.
В универсальной клети планетарного стана установлены валки с трапецеидальными ручьями, донная часть которых имеет форму прямоугольника со скругленными углами, с радиусом скругления, составляющим 0,5 мм. Прокатывали заготовку круглой формы диаметром 100 мм. Получено изделие с поперечным сечением квадратной формы со стороной сечения 20 мм без трещин и закатов.
Данный пример показывает возможность получения бездефектного сортового проката при условии высокой производительности, присущей процессу прокатки в универсальной планетарной клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система калибров роликового стана | 1976 |
|
SU614835A1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ФАСОННОГО КОНТАКТНОГО ПРОВОДА | 1997 |
|
RU2113293C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2002 |
|
RU2225763C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302914C1 |
Клеть предназначена для прокатки продукции расширенного сортамента на сортовых планетарных станах с попеременным обжатием в двух взаимно перпендикулярных плоскостях. Клеть содержит две пары сепараторов с закрепленными в них приводными рабочими валками, размещенные во взаимно перпендикулярных плоскостях со смещением взаимно перпендикулярных пар валков друг относительно друга. На бочке каждого из валков выполнен трапецеидальный ручей постоянного по окружности валка профиля с вогнутым дном, имеющим поперечное сечение в виде части окружности или прямоугольника со скругленными углами, идентичных форме поперечного сечения готового изделия. Ширина ручья по дну не превышает 0,21 ширины входного сечения заготовки. Радиус скругления составляет 0,1-0,5 ширины выходного сечения изделия. За счет выполнения ручьев всех валков одинаковыми формирование скругленных участков профиля изделия производят попеременно идентичными участками ручьев взаимно перпендикулярных пар валков. Возможность получения изделий круглого профиля и профиля в виде квадрата со скругленными углами расширяет сортамент продукции, обеспечивает исключение закатов и трещинообразования при сохранении высокой производительности, характерной для универсальных клетей сортовых планетарных прокатных станов. 4 ил.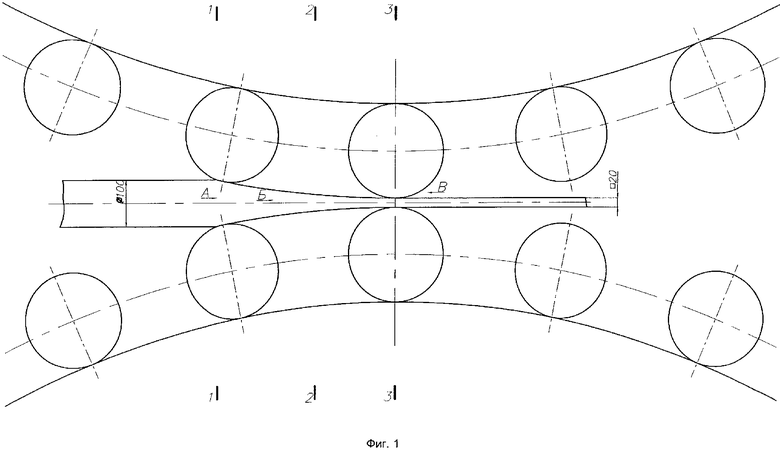
Универсальная клеть сортового планетарного прокатного стана, содержащая две пары сепараторов с закрепленными в них приводными рабочими валками, размещенные во взаимно перпендикулярных плоскостях со смещением взаимно перпендикулярных пар валков относительно друг друга, отличающаяся тем, что на бочке каждого из валков выполнен трапецеидальный ручей постоянного по окружности валка профиля с вогнутым дном, имеющим поперечное сечение в виде части окружности или прямоугольника со скругленными углами, идентичных форме поперечного сечения готового изделия, с шириной по дну ручья, не превышающей 0,21 ширины входного сечения заготовки, и радиусом скругления, составляющим 0,1-0,5 ширины выходного сечения изделия, при этом ручьи всех валков выполнены одинаковыми для формирования скругленных участков профиля изделия попеременно идентичными участками ручьев взаимно перпендикулярных пар валков.
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| US 5000023 A, 19.03.1991. | |||

