Обрезка выпрессовки и шершевание каблуков и других формованных изделий иредставляет собой трудоемкую и малопроизводительную операцию. Автоматизированного процесса этого производства в промышленности нет.
С целью облегчения условий труда и увеличения производительности, предложен полуавтомат для обрезки выпрессовки и шершевания поверхности каблуков и других формованных изделий, который состоит из монтированных на станине горизонтального, поворотного, регулируемого по высоте стола, несущего ряд гнезд, имеющих вращательное и возвратно-поступательное перемещение по столу и служащих дли закладки в них обрабатываемых изделий, и монтированной над столом вращающейся щетки. Щетка регулируется в вертикальной и горизонтальной плоскостях и взаимодействует с поверхностью изделия. Для сообщения гнезду вращательного движения применена монтированная на вертикальной оси гнезда шестерня, взаимодействующая при повороте стола с рейкой, закрепленной под крышкой стола в месте располои ения щетки, а для перемещения гнезда в пазу стола применен монтированный на вертикальной оси гнезда ролик, взаимодействующий с направляющими, монтированными под крышкой стола параллельно оси щетки. С целью автоматического выталкивания изделий из гнезда после их обработки, применен монтированный в оси гнезда подвижной шток, взаимодействующий своим нижним концом при вращении стола с наклонной плоскостью, закрепленной под крыщкой стола.
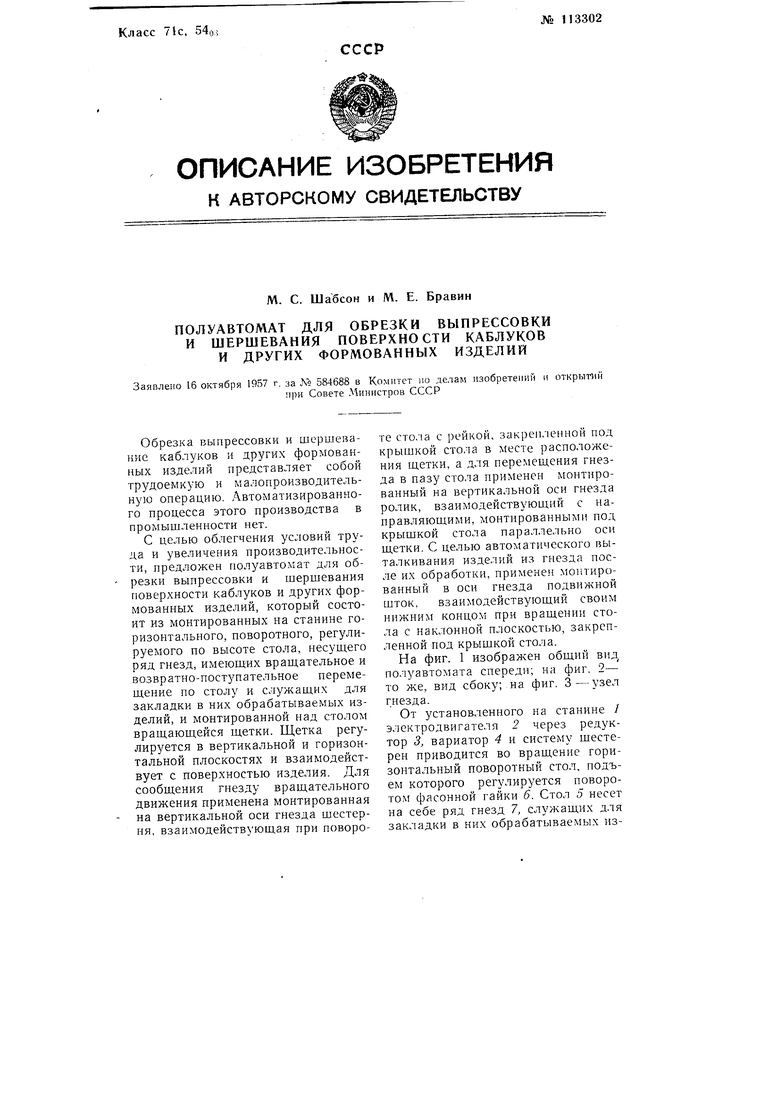
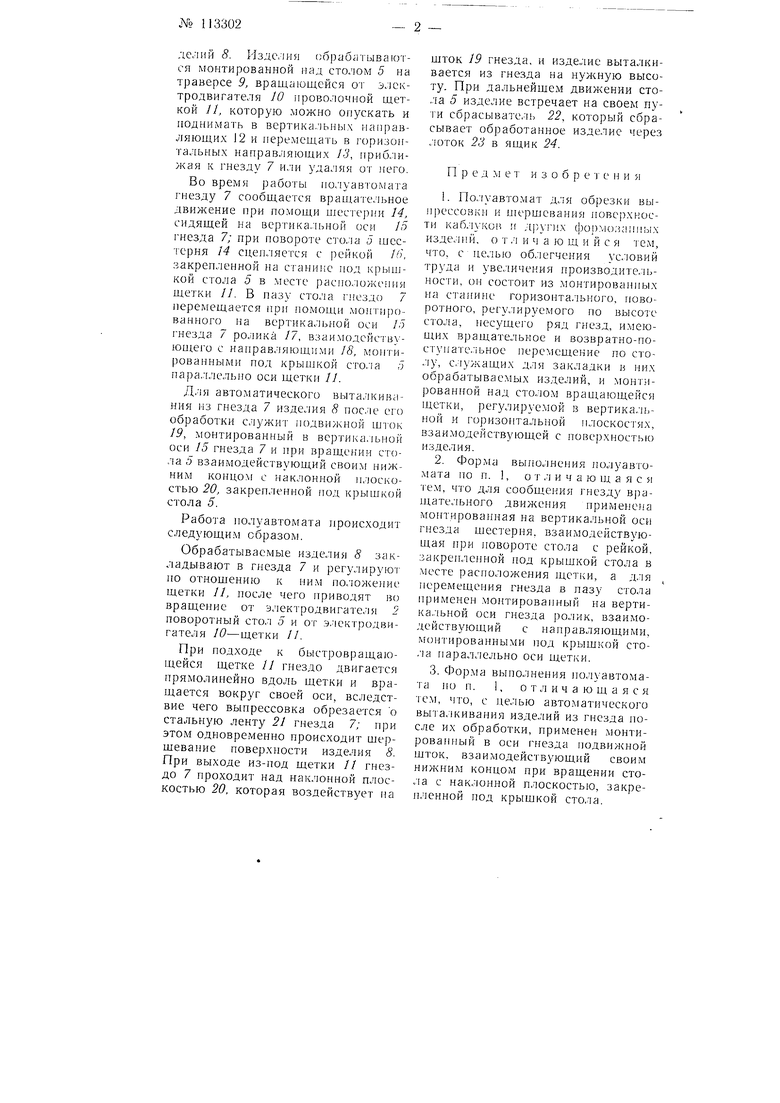
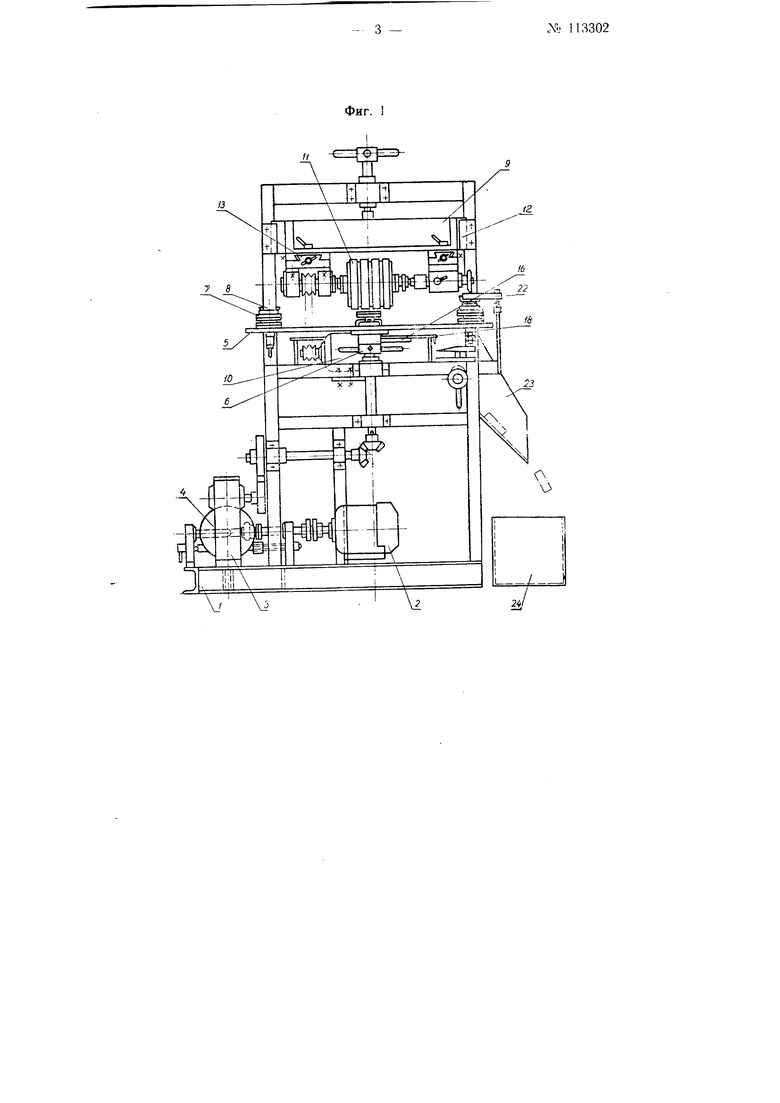
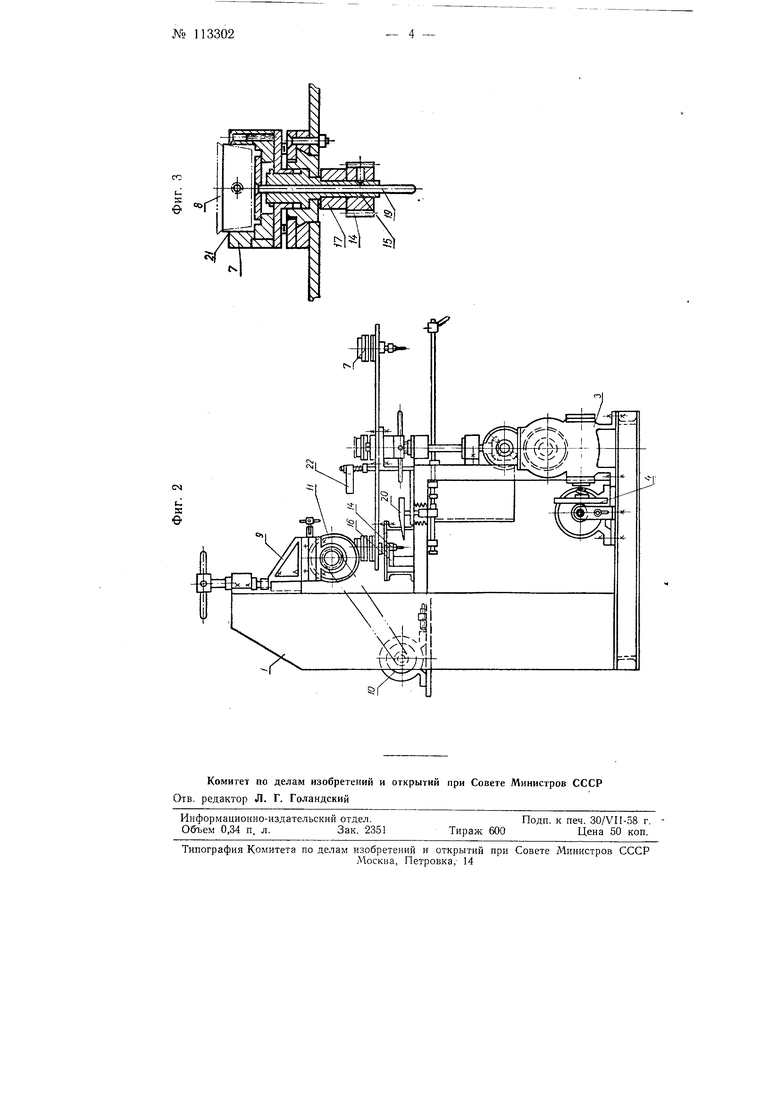
На фиг. 1 изображен общий вид, полуавтомата спереди; на фиг. 2- то же, вид сбоку; на фиг. 3-узел гнезда.
От установленного на станине / электродвигателя 2 через редуктор 3, вариатор 4 и систему шестерен приводится во вращение горизонтальный поворотный стол, подъем которого регулируется поворотом фасонной гайки 6. Стол 5 несет на себе ряд гнезд 7, служащих для закладки в них обрабатываемых изделий 8. Издс,1ия обрабатываются монтированной над столом 5 на траверсе 9, вращающейся от эдсктродвигателя JO нроволочной щеткой //, которую можно опускать и поднимать в вертикальных направляющих J2 и неремещать в горизонтальных направляющих 13, приближая к гнезду 7 или удаляя от iiero.
Во время работы но.чуавтомата гнезду 7 сообщается вращательное движение при помощи П1естерии М, сидящей на вертика.тьиой оси /5 гнезда 7; при повороте сто.та 5 шестерня 14 сцепляется с рейкой /6, закрепленной на станине нод крыщкой стола 5 в месте расположения щетки /7. В пазу етола гнездо 7 перемещается при помощи монти)ованного на вертикальной оси /.5 гнезда 7 ролика /7, взаимодействуloniero с направляющ1 ми J8, мо1ггированными под крьинкой CTO.ia J нара.тлелыш оси щетки //.
Д,-|я автоматического выталкивания из гнезда 7 изделия 8 нос.пе его обработки служ1-г1 подвижной щток /5, монтированный в вертика.тьной оси /5 гнезда 7 и нри вращении стола 5 взаимодействующий своим нижним концом с наклонной н.тоскостью 20, закрепленной под крышкой стола 5.
Работа полуавтомата происходит следующим образом.
Обрабатываемые изделия 8 закладывают в гнезда 7 и регулируют по отнощению к ним по.тожение щетки //, после чего нри водят во вращение от э/шктродвнгателя 2 поворотный стол 5 и от э.1ектродвигателя W-щетки У/.
При подходе к быст)овращающейся щетке // гнездо двигается прямолинейно вдоль щетки и вращается вокруг своей оси, вследствие чего вынрессовка обрезается о стальную ленту 2J гнезда 7; нри этом одновременно происходит шерщевание новерхности изделия 8. При выходе из-под щетки // гнездо 7 проходит над наклонной плоскостью 20, которая воздействует па
щток J9 гнезда, и изделие выталкивается из гнезда на нужную высоту. При дальнейшем движении стола 5 изделие встречает на своем пуги сбрасывате,1ь 22, который сбрасывает обработанное изделие через .лоток 23 в ящик 24.
Предмет и з о б р е т е и и я
1.По.туавтомат для обрезки вынрессонки и П1ерщевания новерхности каблуков и ()О1)М() изде.;п1Й, о т ,т и ч а ю щ и и с я тем, что, с целью облегчения ус.товий труда и уве.тичения нроизводите.тьности, он состоит из монтированных на станине горизонта.тьного, гговоротного, регу.тируемого по высоте стола, несущего ряд гнезд, имеющих вращательное и возвратно-постуна1е.тьное перемещение но столу, с,тужащих для закладки н них обрабатываемых изделий, и монтированной над сто.лом Брап1.ак: щейся ндетки, регзлируемой в вертика.тьной и горизонтальной плоскостях, взаимодействующей с новерхностью изделия.
2.Форма выполнения полуавтомата но п. 1, о т .т и ч а ю ид а я с я тем, что для сообщения гнезду врангательното движения нрименеиа монтированная на вертикальной оси гнезда шеетерня, взаимодействующая нри повороте стола с рейкой, закренленной нод крышкой стола в месте расиоложения щетки, а для перемещения гнезда в пазу стола применен монтированный на вертика.тьной оси гнезда ро..1ик, взаимодействующий с направляющими, монтированными под крышкой сто.la параллельно оси .
3.Форма выполнения полуавтомата но п. 1, о т л и ч а ю щ а я с я тем, что, с целью авто.матического выталкивания изделий из гнезда нос.ле их обработки, применен монтированный в оси гнезда подвижной щток, взаимодейств ющий своим нижним концом при вращении етола с наклонной плоскостью, закренленной под крыщкой сто.та.
L.
.