Известные станки для обработки фанерных геленков для пошива юфтевых сапог не автоматизированы, недостаточно производительны и небезопасны в обслуживании.
Описываемый полуавтомат позволяет повысить производительность труда и улучшить качество изделий.
Полуавтомат включает монтированные на станине, кинематически связанные между собой механизм бункера с прижимом для подлежащих ибрабитке теленок; механизм фрезеров для бокового фасонного среза и плоского среза края геленка, подаватель для подачи геленков по одному из бункера под фрезеры, копируюш,ие пластины и привод.
Механизм бункера выполнен в виде закрепленного на кронштейне магазина, снабженного в верхней части пластинчатой пружиной для удержания геленка, и перемеш,аемого возвратно-поступательно в горизонтальной плоскости стержня, снабженного на одном конце роликом, взаимодействующим с геленками, находящимися в магазине, а на другом конце-рукояткой для фиксации стержня в исходном положении.
Механизм для подачи геленков из бункера под фрезеры выполнен в виде пластины, взаимодействующей при помощи выступа с геленком и перемещаемой возвратно-поступательно в вертикальной плоскости кулачком посредством системы тяг и рычаговВ механизме для подачи геленков применены два монтированных под бункером на подпружиненной скобе ролика для прижима геленков к пластине во время подачи их к фрезерам.
Механизм для фрезерования геленков выполнен в виде двух вращающихся фрезеров, верхний из которых служит для обработки боковой поверхности геленка, а нижний-для обработки края геленка, и двух щупов, связанных одним концом с фрезерами и взаимодействующих другим концом с копирами, перемещаемыми вместе с пластиной для подачи геленков.
№ 118158- 2 -
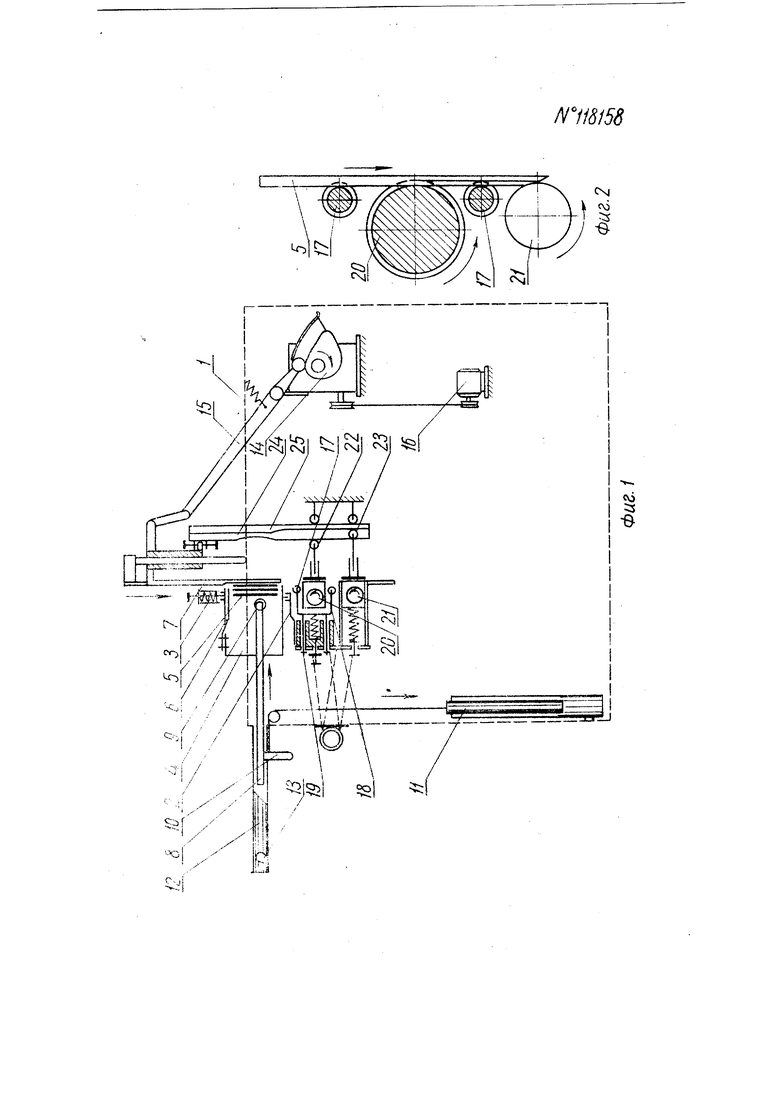
На фиг 1 изображен схематический вид полуавтомата; на фиг. 2- механизм для фрезерования геленков.
На станине 1 монтир нэн механизм бункера, выполненный в виде установленного на кронштейне 2 и запираемого подпружиненной защелкой 3 магазина 4, в котором помещается стопа заготовок геленков 5. Магазин снабжен пластинчатой пружиной 6 для удержания заготовок. Последние прижимаются к пластине 7 подавателя стержнем 8, свободно перемещаемым в горизонтальной плоскости и снабженным на одном конце роликом 9, а на другом конце-рукояткой 10 с подвешенным к ней грузом 11: рукоятка входит в продольный вырез трубы 12 с пазом 13Механизм для подачи заготовок геленков из бупкера под фрезеры выполнен в виде пластины 7, взаимодействующей при помощи выступа с геленком и перемещаемой возвратно-поступательно в вертикальном направлении кулачком 14 посредством системы тяг и рычагов 15. Кулачок приводится во вращение электродвигателем 16. Для прижима заготовки к пластине 7 во время подачи ее к фрезерам служат ролики 17, монтированные на подпружиненной скобе 18 с направляющими шпильками 19.
Механизм для фрезерования геленков состоит из двух вращающихся фрезеров 20 и 21. Фрезер 20 служит для обработки боковой поверхности геленка, а фрезер 21-для обработки края геленка. С фрезерами связапы щупы 22 и 23, взаимодействующие при помощи насаженных на них роликов с копирами 24 и 25. Копиры перемещаются вместе с пластиной 7 в вертикальном направлении.
Перед пуском мащины передвигают стержень 8 влево до тех пор, пока рукоятка 10 не войдет в паз 13 трубы 12- В магазин 4 укладывают стопу заготовок геленков и устанавливают его на машине. После этого выводят рукоятку 10 из паза, и стержень 8, передвигаясь под действием груза 11 вправо, прижимает заготовки к пластине 7, затем пускают мащину. Пластипа 7, перемещаясь вниз, захватывает своим выступом одну заготовку и передвигает ее вниз к вращающимся фрезерам 20 и 21, причем заготовка во время подачи ее к фрезерам прижимается к пластине 7 роликами 17. Вместе с пластиной опускаются вниз копиры 24 и 25. При перемещении заготовки вниз сначала фрезер 20, взаимодействующий посредством щупа 22 с копиром 24, обрабатывает боковую поверхность геленка, а затем фрезер 21, взаимодействующий при помощи щупа 23 с копиром 25, обрабатывает край геленка. После обработки геленок падает в ящик, а пластина 7 с копирами 24 и 25 возвращается в исходное положение для подачи к фрезерам следующей заготовкиПредмет изобретения
1.Полуавтомат для обработки фанерных гелепков, отличающ.ийся тем, что, с целью улучшения качества изделий и повышения производительности труда, он состоит из монтированных в станине, кинематически связанных между собою механизмов бункера с прижимом для помещения и прижима подлежащих обработке геленков; фрезеров для бокового фасонного среза и плоского среза края геленка; подавателя для подачи геленков из бункера по одному под фрезера; копирующих пластин и привода.
2.Форма выполнения полуавтомата по п. 1, отличающаяся тем, что механизм бункера выполнен в виде закрепленного на кронщтейпе мащины магазина, снабженного в верхней части пластинчатой прулсиной для удержания геленков, и перемещаемого возвратно-поступаj
«О 5S
-& r.::..r

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для фрезеровки гребней у оснований зубцов | 1960 |
|
SU132397A1 |
| ПОЛУАВТОМАТ ДЛЯ УПАКОВКИ МОРОЖЕНОГО | 1955 |
|
SU101653A1 |
| Полуавтомат для спускания краев стелек по контуру | 1953 |
|
SU101461A1 |
| Полуавтомат для обработки боковой поверхности клина и низа клиновидного каблука | 1958 |
|
SU116320A1 |
| Полуавтомат для обтяжки каблука | 1962 |
|
SU152189A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАВЕРТКИ БИНТОВ В БУМАГУ | 1967 |
|
SU198202A1 |
| Станок для скрепления шлевок ремней металлическими скрепками | 1956 |
|
SU107504A1 |
| Устройство для обработки торцов круглых деталей мебели | 1981 |
|
SU939194A2 |
| Устройство для подачи заготовок к станку для обработки торцов ножек гнутого стула | 1979 |
|
SU899355A1 |
| Копирное устройство для обувных машин | 1979 |
|
SU784861A1 |