В известных машинах для обрезания выпрессовки у вулканизованных плоских деталей подача обрабатываемой детали к дисковым ножам и ее поворачивание производятся вручную. Работа на таких машинах малопроизводительна, небезопасна и утомительна.
Описываемый полуавтомат для обрезания выпрессовки позволяет увеличить производительность и улучшить условия труда рабочих.
Его особенность заключается в том, что он выполнен в виде поворотного на станине в горизонтальной плоскости стола, несуп.его ряд закрепленных на нем поворотных на вертикальных осях плош,адок, имеюш,их конфигурацию обрабатываемых деталей; над столом монтирована враш,ающаяся фреза, скрепленная с подпружиненным ш,упом, взаимодействуюш.им с поворотными площадками; полуавтомат снабжен также механизмом для закрепления обрабатываемых деталей на поворотных плош,адках и приспособлением для выталкивания обработанных деталей.
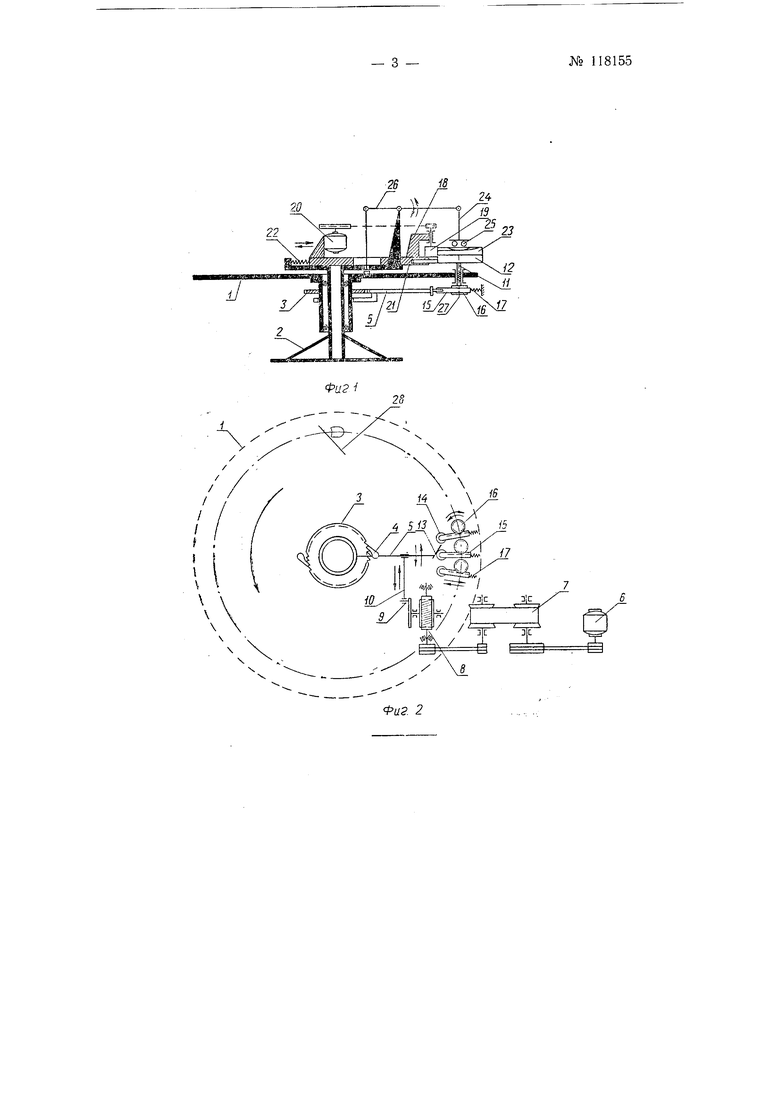
На фиг. 1 изображен схематический вид полуавтомата в разрезе; на фиг. 2-его вид сверху.
Полуавтомат включает в себя поворотный в горизонтальной плоскости стол /, монтированный на станине 2. Стол периодически поворачивается при помош,и храпового колеса 3 и собачки 4, насаженной на рычаге 5, получаюш,ем качательное движение от электродвигателя 6 через вариатор скоростей 7, редуктор 8, кривошип 9 и шатун JO.
На столе / закреплено несколько, в зависимости от размера обрабатываемых деталей, поворотных на вертикальных осях 1} плош,адок 12, имеюших конфигурацию обрабатываемых деталей. Поворот площадки 12 вокруг ее оси осуществляется во время останова стола 1, когда рычаг 5, совершая холостой ход, воздействует горкой 13 на ролик 14, насаженный на конце зубчатой рейки 15, сцеплеиной с шестерней 16, монтированной на оси 11. Площадка возвращается в исходное положение пружи№ 118155
ной 17, воздействующей на зубчатую рейку 15 во время рабочего хода рычага 5,.- . -
Над столом./ монтирована на нодвижной плите 18 фреза J9, приводимая во вращение электродвигателем 20, установленным на плите 18. На этой же „плите укреплен щуп 21, прижимаемый к площадке 12 пружиной 22..
ПолуавтЬмат снабжен механизмом для закрепления детали 23 на площадке 12 во время ее обработки, включающим прижим 24, снабженный вращающимся шариковым упором 25 и получающий возвратно-поступательное движение в вертикальном направлении при помощи системы рычагов и тяг 26, взаимодействующих с кулачком (на чертеже не показана), укрепленным на столе 1.
Выталкивание обработанных деталей с площадок 12 производится подпружиненным стержнем 27, который при повороте стола 1 на определенный угол поднимается кулачком (на чертеже не показан).
Для сбрасывания обработанных деталей со стола / служит отражатель 28.
Деталь 23, подлежащую обработке, укладывают на площадку 12. При подходе площадки к фрезе 19 автоматически включается механизм закрепления детали, который прижимает ее упором 25 к площадке. Во время останова стола / площадка 12 вместе с деталью 23 поворачивается вокруг своей оси. В это время фреза 19, прижимаемая к обрабатываемой детали при помощи пружины 22 и щупа 21, обрезает выпрессовку у детали. Во время следующего поворота стола / площадка 12 возвращается в исходное положение, упор 25 освобождает обработанную деталь, стержень 27 выталкивает ее с площадки 12 на стол 1, с которого она сбрасывается отражателем 28.
Предмет изобретения
1.Полуавтомат для обрезання выпрессовки у вулканизованных плоских деталей, отличающийся тем, что, с целью увеличения производительности и улучшения условий труда рабочих, он состоит из поворотного на станине в горизонтальной плоскости стола, несущего ряд закрепленных на нем поворотных на вертикальных осях площадок, имеющих конфигурацию обрабатываемых изделий, монтированной над столом вращающейся фрезы, скрепленной с подпружиненным щупом, взаимодействующим с поворотными площадками, механизма для закрепления обрабатываемых деталей на поворотных площадках и приспособления для выталкивания обработанных деталей.
2.Форма выполнения полуавтомата по п. 1, отличающаяся тем, что механизм для поворота стола состоит из прикрепленного к столу под его крышкой храпового колеса, приводимого в движение при помощи собачки, шарнирно закрепленной на рычаге, получающем качательное движение от кривошипно-шатунного механизма.
3.Форма выполнения полуавтомата по п. 1, отличающаяся тем, что механизм для поворота площадок состоит из монтированной на вертикальной оси площадок шестерни, приводимой в движение от подпружиненной рейки, один конец которой снабжен роликом, взаимодействующим со скошенным концом рычага.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для прошивки деталей и узлов швейных изделий | 1958 |
|
SU121331A1 |
| Полуавтомат для обрезки выпрессовки и шершевания поверхности каблуков и других формованных изделий | 1957 |
|
SU113302A1 |
| Устройство для обрезки выпрессовок с формованных деталей низа обуви | 1978 |
|
SU992003A1 |
| Полуавтомат для печатания на ампулах | 1958 |
|
SU121801A1 |
| ПОЛУАВТОМАТ ДЛЯ УПАКОВКИ МОРОЖЕНОГО | 1955 |
|
SU101653A1 |
| Машина для изготовления разъёмных колодок | 1938 |
|
SU60647A1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1971 |
|
SU315669A1 |
| Полуавтоматическая установка для изготовления галош методом штамповки | 1952 |
|
SU118973A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |