Изобретение относится к обувной промышленности, к пресс-формам для изготовления деталей обуви.
Известна пресс-форма для изготовления деталей обуви, содержащая матрицу с подвижным упором и пуансон, имеющий основание, носочные, геленочные и пяточные части 1.
Однако данная конструкция пресс-формы не позволяет изменять ее рабочий профиль, и поэтому для качественного формирования обуви с различной приподнятостью пяточной части, т. е. различного ассортимента обуви, необходимо иметь комплект пресс-форм.
Цель изобретения - расширение ассортимента обрабатываемых деталей.
Иоставленная цель достигается тем, что в пресс-форме для изготовления деталей обуви, содержащей матрицу с подвижным упором и пуансон, имеющие основание, носочные, геленочные и пяточные части, геленочные и пяточные части матрицы и пуансона выполнены съемными, при этом каждая геленочная часть установлена в основании и в носочной части посредством горизонтальных направляющих, а каждая пяточная часть установлена в основании к геленочной части посредством вертикальных направляющих с возможностью фиксации.
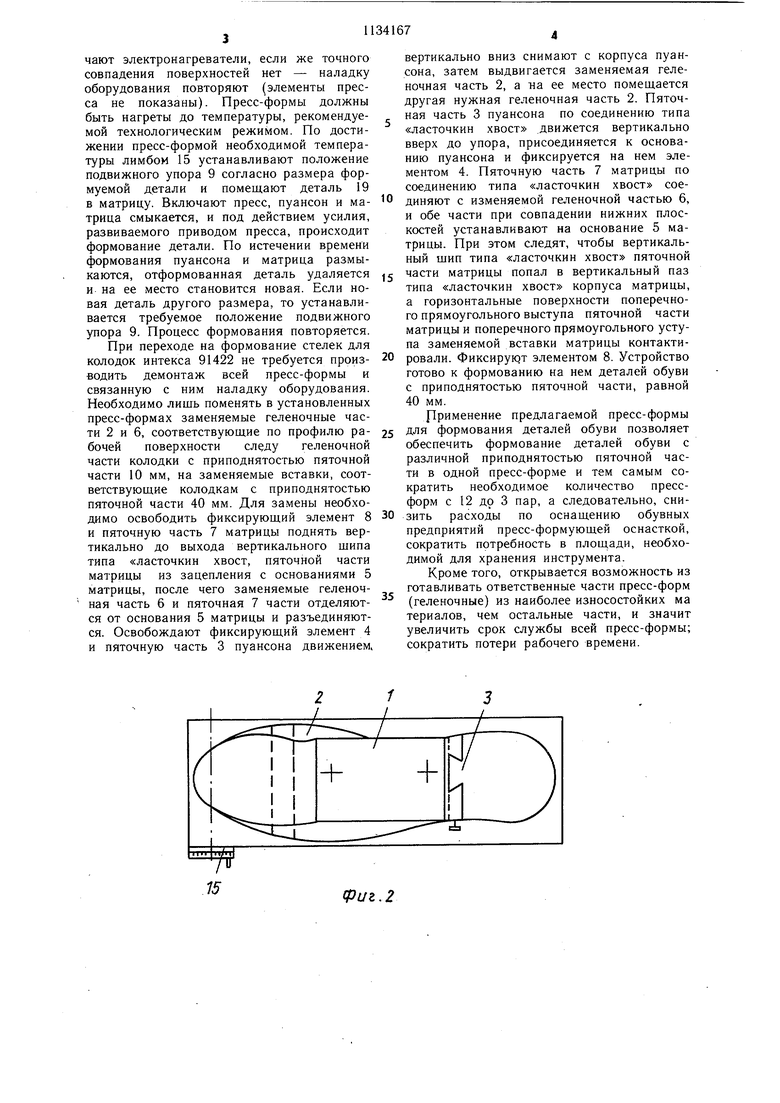
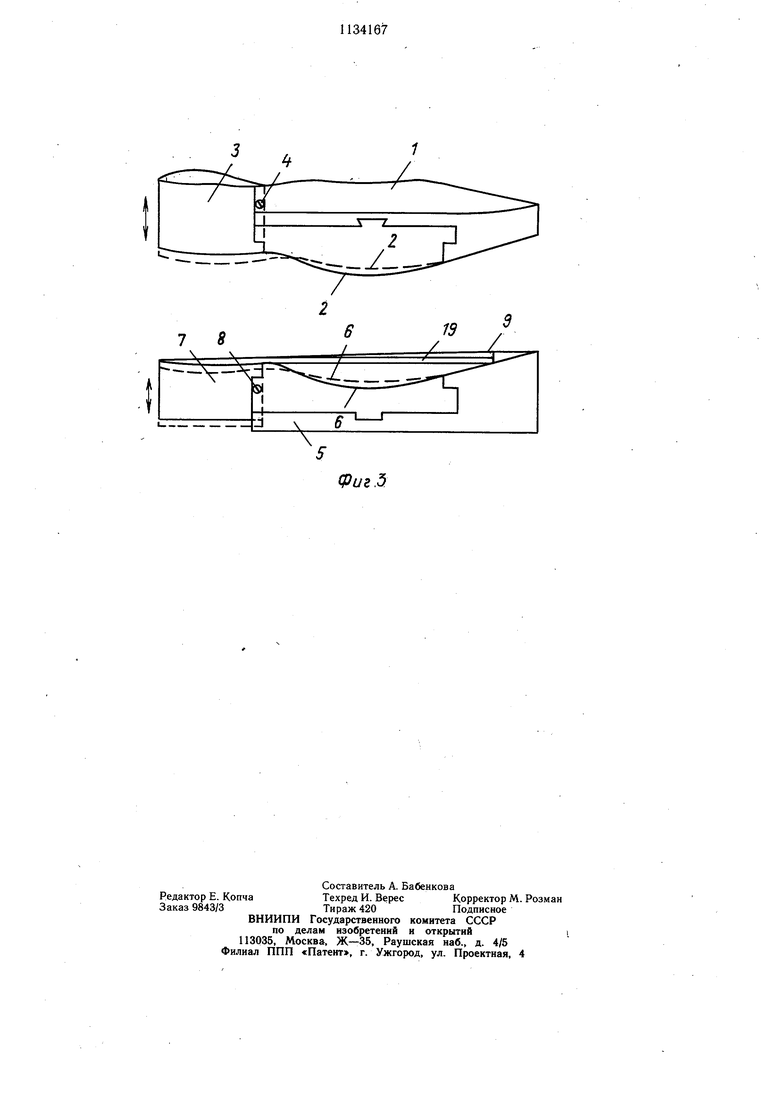
На фиг. 1 изображена пресс-форма для изготовления деталей обуви, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - то же, вид справа.
Пресс-форма состоит из основания 1 пуансона с носочной частью, заменяемой геленочной части 2 пуансона, пяточной части 3 и фиксирующего элемента 4, расположенного на пяточной части 3. Основание 5 матрицы снабжено геленочной 6 и пяточной 7 частями, фиксирующим элементом 8, подвижным упором 9, выполненным в виде подпружиненного щтифта, держателем 10, жестко закрепленным на стержне, стержнем с зубчатой нарезкой 11, втулкой 12, шестерней 13, валом 14, лимбом 15.
Основание 1 пуансона и основание 5 матрицы, включающие рабочие поверхности для формования носочной части, служат для прикрепления пуансона и матрицы соответственно к щтоку гидроцилиндра 16 и к траверсе 17, которые расположены на станине пресса 18 для закрепления на них заменяемых геленочных 2 и 6 и пяточных 3 и 7 частей. В основаниях I и 5 для размещения в них заменяемых вставок геленочных частей 2 и 6 профрезерованы передняя и центральная горизонтальные направляющие. Для прикрепления пяточных частей 3 и 7 в основаниях 1 и 5 по середине их задних стенок выбраны вертикальные
пазы типа «ласточкин хвост. Заменяемые геленочные части 2 и 6, рабочие поверхности которых соответствуют поверхности геленочной части колодки с определенной приподнятостью пяточной части, соединяются соответственно с основаниями 1 и 5 и с пяточными частями 3 и 7 по посадке с зазором. Для обеспечения этих соединений каждая геленочная часть 2 и 6 имеет передний и центральный щипы (не показаны), а на стенках, сопрягающихся с пяточными частями 3 и 7, в центре - вертикальный паз типа «ласточкин хвост, со стороны рабочей поверхности - поперечный прямоугольный уступ (не показан). Пяточные части 3 и 7 унифицированы, т. е. применяются для формирования деталей обуви с любой приподнятостью пяточной части. Они прикрепляются к основаниям 1 и 5 при помощи разъемного соединения типа «ласточкин хвост и поперечного прямоугольного выступа. Для обеспечения сборки пуансона и матрицы, а также для плавного сопряжения частей передний и центральный шипы заменяемых вставок в комплекте имеют одинаковые размеры и соответствуют размерам передней и центральной горизонтальным направляющим, профрезерованным в основаниях 1 и 5. Для предотвращения смещения заменяемых геленочных частей 2 и 6 в поперечном направлении длина вертикальных шипов типа «ласточкин хвост пяточных частей выполнена такой, что при любом уровне расположения пяточных частей 3 и 7 на основаниях I и 5 они контактируют с вертикальными пазами типа «ласточкин хвост, выполненными в основаниях 1 и 5. Фиксирующие элементы 4 и 8 служат для установки пяточных частей 3 и 7 на основании 1 и 5. Со стороны верхней плоскости корпуса пуансона и нижней плоскости корпуса матрицы имеются шипы и отверстия для установки пуансона и матрицы на прессе.
Пресс-форма работает следующим образом.
При формировании мужской стельки, предназначенной для изготовления обуви на колодках индекса 91113 и 91422, т.е. для обуви с приподнятостью пяточной части 10 и 40 мм, пара пуансонов и пара матриц с заменяемыми вставками, соответствующими колодке 91113, крепятся на щтоки гидроцилиндров 16 и траверсу 17 (фиг. 1). Производится необходимая при смене пресс-форм наладка оборудования: устанавливается необходимый уровень гидроцилиндров, регулируется положение накладок пресса, юстируется лимб и т. д. Затем проверяется совпадение рабочих поверхностей матриц и пуансонов. При хорошем совпадении поверхностей подключают электронагреватели, если же точного совпадения поверхностей нет - наладку оборудования повторяют (элементы пресса не показаны). Пресс-формы должны быть нагреты до температуры, рекомендуемой технологическим режимом. По достижении пресс-формой необходимой температуры лимбом 15 устанавливают положение подвижного упора 9 согласно размера формуемой детали и помещают деталь 19 в матрицу. Включают пресс, пуансон и матрица смыкается, и под действием усилия, развиваемого приводом пресса, происходит формование детали. По истечении времени формования пуансона и матрица размыкаются, отформованная деталь удаляется и на ее место становится новая. Если новая деталь другого размера, то устанавливается требуемое положение подвижного упора 9. Процесс формования повторяется. При переходе на формование стелек для колодок интекса 91422 не требуется производить демонтаж всей пресс-формы и связанную с ним наладку оборудования. Необходимо лишь поменять в установленных пресс-формах заменяемые геленочные части 2 и 6, соответствующие по профилю рабочей поверхности следу геленочной части колодки с приподнятостью пяточной части 10 мм, на заменяемые вставки, соответствующие колодкам с приподнятостью пяточной части 40 мм. Для замены необходимо освободить фиксирующий элемент 8 и пяточную часть 7 матрицы поднять вертикально до выхода вертикального щипа типа «ласточкин хвост, пяточной части матрицы из зацепления с основаниями 5 матрицы, после чего заменяемые геленочная часть 6 и пяточная 7 части отделяются от основания 5 матрицы и разъединяются. Освобождают фиксирующий элемент 4 и пяточную часть 3 пуансона движением.
вертикально вниз снимают с корпуса пуансона, затем выдвигается заменяемая геленочная часть 2, а а ее место помещается другая нужная геленочная часть 2. Пяточная часть 3 пуансона по соединению типа «ласточкин хвост движется вертикально вверх до упора, присоединяется к основанию пуансона и фиксируется на нем элементом 4. Пяточную часть 7 матрицы по соединению типа «ласточкин хвост соединяют с изменяемой геленочной частью 6, и обе части при совпадении нижних плоскостей устанавливают на основание 5 матрицы. При этом следят, чтобы вертикальный щип типа «ласточкин хвост пяточной части матрицы попал в вертикальный паз типа «ласточкин хвост корпуса матрицы, а горизонтальные поверхности поперечного прямоугольного выступа пяточной части матрицы и поперечного прямоугольного уступа заменяемой вставки матрицы контактировали. Фиксирукзт элементом 8. Устройство готово к формованию на нем деталей обуви с приподнятостью пяточной части, равной 40 мм.
Применение предлагаемой пресс-формы для формования деталей обуви позволяет обеспечить формование деталей обуви с различной приподнятостью пяточной части в одной пресс-форме и тем самым сократить необходимое количество прессформ с 12 до 3 пар, а следовательно, снизить расходы по оснащению обувных предприятий пресс-формующей оснасткой, сократить потребность в площади, необходимой для хранения инструмента.
Кроме того, открывается возможность из готавливать ответственные части пресс-форм (геленочные) из наиболее износостойких ма териалов, чем остальные части, и значит увеличить срок службы всей пресс-формы; сократить потери рабочего времени.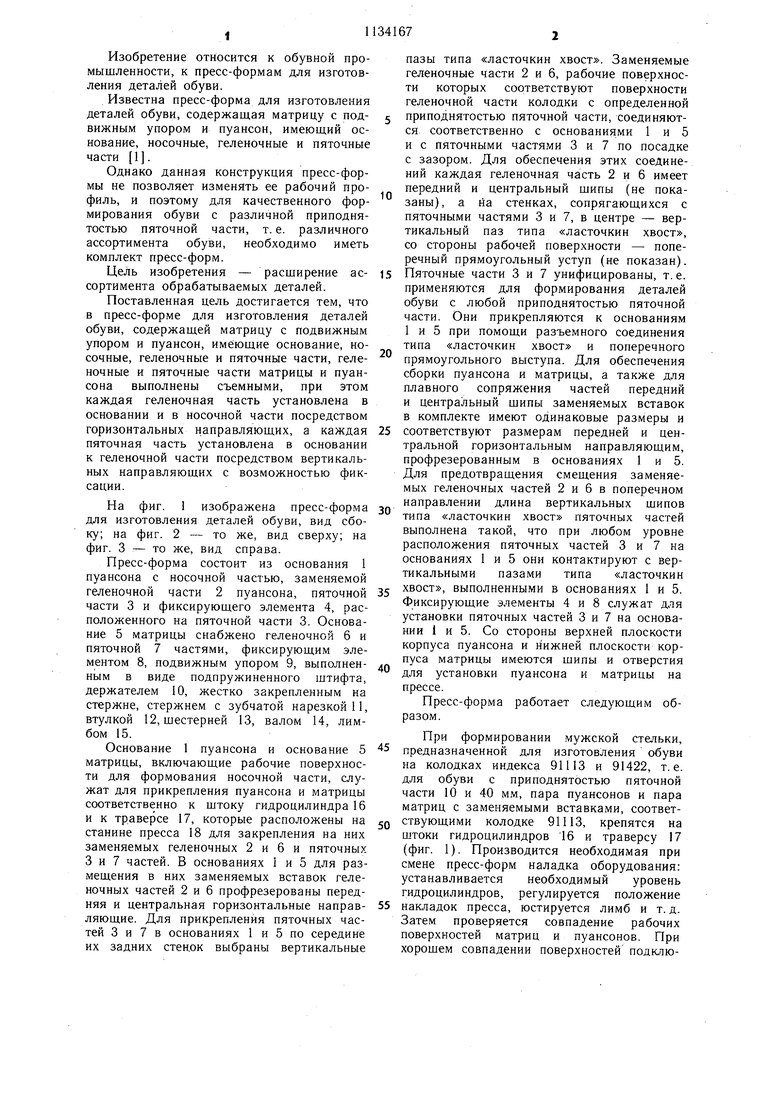
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ КОЛОДКИ В ОБУВЬ, ФОРМОВАНИЯ И СУШКИ ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 1965 |
|
SU170329A1 |
| Прессоточка для круговой затяжки заготовки обуви с предварительно пришитым к ней рантом | 1955 |
|
SU105193A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВНОЙ СТЕЛЬКИ ДЛЯ ОБУВИ | 2004 |
|
RU2254794C1 |
| ПОЛУАВТОМАТ ДЛЯ ГОРЯЧЕГО ФОРМОВАНИЯ СЛЕДА ОБУВИ | 1968 |
|
SU211359A1 |
| Способ предварительного формования заготовки верха обуви и последующей затяжки обуви | 1981 |
|
SU1134164A1 |
| КОМБИНИРОВАННЫЕ ЗАТЯЖНЫЕ ПЛАСТИНЫ С НАДПЛАСТИННИКАМИ | 2006 |
|
RU2366350C2 |
| Полуавтомат для клеевой затяжки кромки заготовки обуви | 1959 |
|
SU126761A1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБТЯЖКИ И ЗАТЯЖКИ НОСОЧНО-ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 2007 |
|
RU2365320C2 |
| ПАТЕЯТПУ- IfMШ ttXHHnECK.iH '"^ 1БпьЛпи re?-J | 1970 |
|
SU273686A1 |
ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ОБУВИ, содержащая у/////////////////// /// //// ///// 11 5 18 матрицу с подвижным упором, и пуансон, имеющие основание, носочные, пеленочные и пяточные части, отличающаяся тем, что, с целью расщирения ассортимента обрабатываемых деталей, пеленочные и пяточные части матрицы и пуансона выполнены съемными, при этом каждая пеленочная часть установлена в основании и в носочной части посредством поризонтальных направляющих, а каждая пяточная часть установлена в основании пеленочной части посредством вертикальных направляющих с возможностью фиксации. i СО 4i О -ч| Фиг л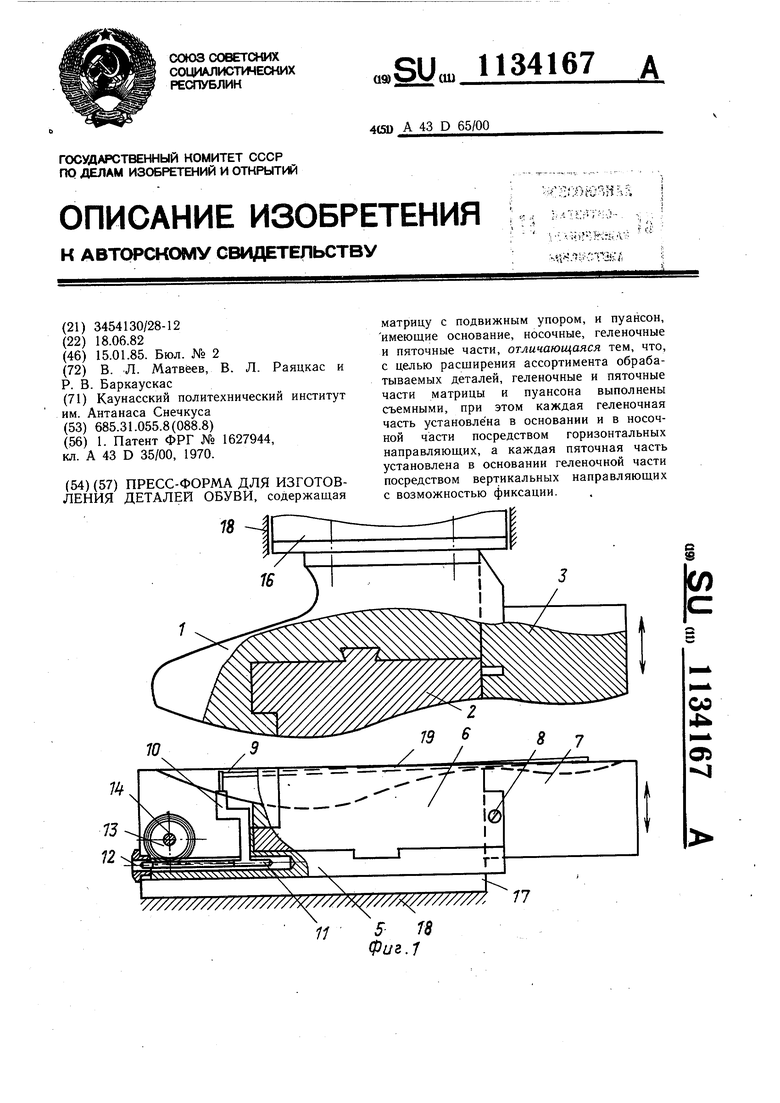
Q
75
Фиг.2
7 «
Фиг .5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приставка для рентгеновского дифрактометра | 1989 |
|
SU1627944A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
