Предлагаемое устройство предназначено для использования в производстве обуви, например рантовой, изготовляемой путем сборки из формованных узлов и деталей. Оно обеспечивает формование и сушку пеленочной части и затяжпой кромки заготовки и состоит из смонтироваииых на станине и кинематически связанных механизма запрессовки колодки в обувь, механизма формования и сушки геленочной части обуви и привода, который может быть осуществлен при номощи гидравлики.
Механизм запрессовки колодки состоит из перемешаюш,его переднюю часть колодки регулируемого толкателя, шарнирно установленного па вертикальном штоке, имеюш,ем возможность возвратио-постунательпого неремеуцения в вертикальной плоскости.
Механнзм формования и сушки геленочной части обуви обеспечивает совмеш,ение этих операций и включает в себя ненодвижный упор для установки колодки с обувью и обогреваемые подпружиненные пуансоны, имеющие возможность возвратно-поступательного перемещения в горизонтальной плоскости при номощи щарнирно-рычажной системы, взаимодействующей с приводом.
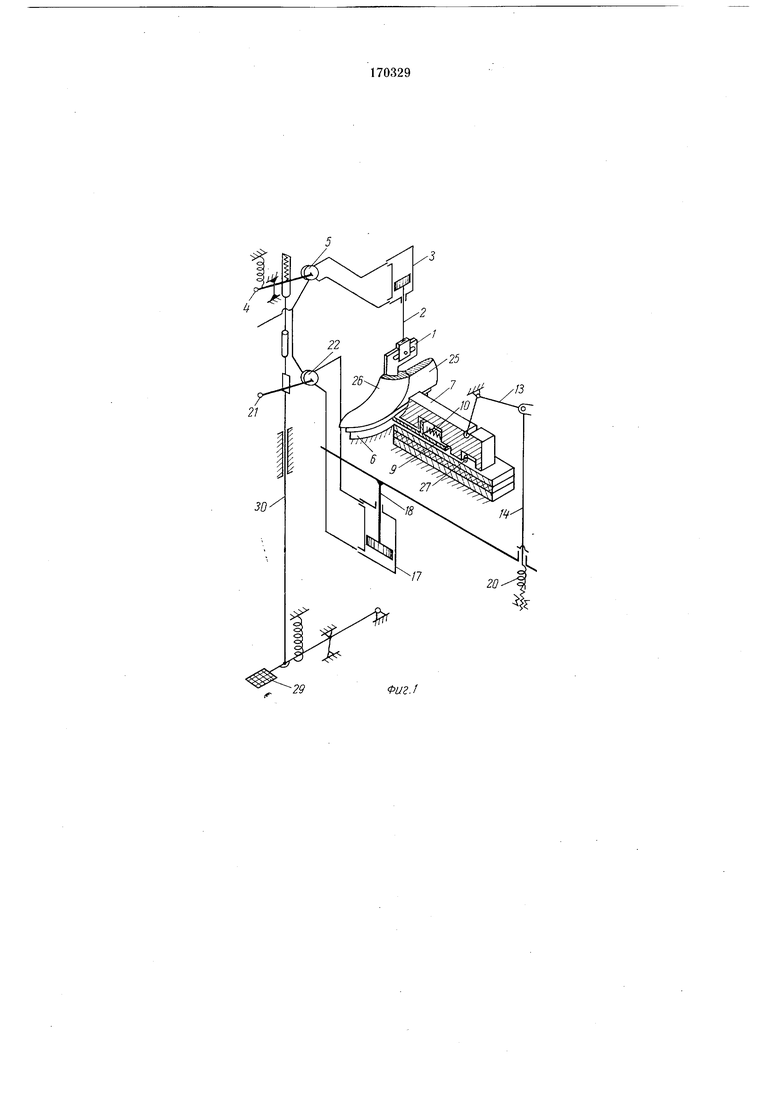
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - механизм формования и сущки гелепочиой части обуви.
Устройство состоит из трех основных узлов: механизма запрессовки колодки в обувь, механизма формования и сушки геленочной части обуви и гидропривода, смонтированных на общей станине. Механизм запрессовки колодки в обувь состоит из толкателя /, шарнирно укрепленного на щтоке 2 гидроцилиндра 3. Шток имеет возможность возвратно-поступательного перемещения в вертикальной плоскости и управляется при помощи рукоятки 4, связанной с
распределительпым клапаном 5.
Механизм формования и сущки гелеиочной части заготовки обуви имеет неподвижный упор 6, поверхность которого выполнена профнлированной в соответствии со следом обуви, и обогреваемые пуапсоны 7 н 8, установленные с двух сторон унора. Пуапсоны вставлены в Т-образные формующне пластины 9, связанные с нружинами 10, и номещены на площадках 11, ноложенне которых в зависимости от профиля геленочной части обуви регулируется при помощи сменных клнньев 12.
Пуансоны 7 и 8 имеют возможность возвратно-поступательного перемещения в горизонтальной плоскости при помощи шарнирно-рытяг 14, соединенных прн помощи осей 15 и 16 с подшипниками регулируемых площадок 11.
Тяги 14 получают движение от гидроцилиндра 17 через щток 18, связанный с соединительной балкой 19. Амортизирующие пружины 20 обеспечивают нужное положение пуансонов 7 и S, независимо от размеров колодок и толщины деталей заготовки. Механизм формования и сушки приводится в движение нри помощи рукоятки 21 и распределительного клапана 22. Устройство может состоять из двух секций. Работает оно следующим образом.
В заготовку 23 с заранее отформованными пяточной и носочной частями, скрепленными с формованной рантовой стелькой 24, вставляют пяточную 25 и носочную 26 части колодки. В таком виде обувь с колодкой устанавливают на профилированный упор первой секции устройства. Упор помещается внутри губы рантовой стельки и совпадает с профилем следа.
При повороте рукоятки 4 включается гидроцилиндр 3 механизма запрессовки колодки, щток 2 которого опускается до полного совмещения упора с пяточной частью колодки. Носочная часть колодки опускается, достигая своего крайнего положения, фиксируемого замком колодки.
Затем при помощи рукоятки 21 включается гидроцилиндр 17 механизма формования и сушки. Рычаги 13 и тяги 14 приводятся в движение и перемещают формующие пуансоны 7 и S в сторону обуви. Вначале пластины 9 заходят за грань заготовки, формуя затяжную кромку геленочной части. При упоре пластин формующие пуансоны продолжают свое движение до упора с верхом геленочной части заготовки, при этом пружины 10 сжимаются. Пуансоны, перемещаясь по площадке // и направляющему пальцу 27, под воздействием рычага 13 совершают движение вперед и вверх и производят формование геленочной части заготовки 23. Пластины в это время удерживают затяжную кромку и губу стельки, предотвращая возможность их деформации.
Во время выстоя механизма формования происходит сушка геленочной части заготовки при помощи пуансонов и пластин, обогреваемых нагревателями 28, вмонтированными в пуансоны. Одновременно производят шнурование заготовки.
После выполнения этих операций обрабатывают полупару обуви, помещаемую во вторую секцию устройства. За этот период происходит
выстой первой полунары, необходимый для окончательного формования и сущки.
Механизмы запрессовки и формования могут быть сблокированы и могут приводиться в действие с помощью педали 29 и тяги 30. При этом сначала включается гидроцилиндр 3, а через промежуток времени, необходимый . для опускания штока 2 и запрессовки колодки, включается гидроцилиндр 17.
После освобождения педали 29 сначала выключается гидроцилиндр 17, а после разведения пуансонов 7 и 5 выключается гидроцилиндр 3, шток которого поднимается и освобождает колодку. Рабочие органы устройства
позволяют производить формование обуви двух-трех смежных размеров без его перенастройки.
Устройство обеспечивает повышение производительности труда за счет совмещения операций формования и сушки и улучщение качества обуви за счет объемного формования геленочной части заготовки, осуществляемого вытяжкой материала при помощи пуансонов и вытяжкой при щнуровании заготовки.
Предмет изобретения
1.Устройство для запрессовки колодки в обувь, формования и сущки геленочной части обуви, отличающееся тем, что, с целью повыщения производительности труда и улучшения качества обуви из формованных узлов и деталей, оно состоит из смонтированных на станине, кинематически связанных механизма запрессовки колодки в обувь, механизма формования и сушки геленочной части обуви и привода.
2.Устройство по п. 1, отличающееся тем, что механизм запрессовки колодки состоит из перемещающего переднюю часть колодки регулируемого толкателя, шарнирно смонтированного на вертикальном щтоке, имеющем возможность возвратно-поступательного перемещения в вертикальной плоскости.
3.Устройство по п. 1, отличающееся тем, что механизм формования и сущки геленочной части обуви включает в себя неподвижный упор для установки колодки с обувью и обогреваемые подпружиненные пуансоны, имеющие возможность возвратно-поступательного
перемещения в горизонтальной плоскости при помощи щарнирно-рычажной системы, взаимодействующей с приводом.
4.Устройство по пп. I-3, отличающееся тем, что привод рабочих механизмов осуществлей при помощи гидравлики.
5.Устройство по пп. 1-4, отличающееся тем, что оно выполнено двухместным.
Фи2.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| ГСО-ОЭНАЯ Т:^т;4--1-;-;кта1АЯ :.-;.':У;'?:;Л/Ч ( | 1971 |
|
SU300165A1 |
| Полуавтомат для формования пяточной части заготовки рантовой обуви | 1960 |
|
SU135362A1 |
| Полуавтомат для клеевой затяжки кромки заготовки обуви | 1959 |
|
SU126761A1 |
| Машина для обтяжки геленочной части заготовки верха обуви | 1985 |
|
SU1429925A3 |
| Способ пошива беззатяжной рантовой обуви | 1958 |
|
SU122412A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| Пресс-форма для изготовления деталей обуви | 1982 |
|
SU1134167A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВАНИЯ И СУШКИ | 1966 |
|
SU189329A1 |