2, Форма по it. 1,отличающ а я с я тем, что, с целью регулирования процесса кристаллизации ниж,ивй шейки валка и выдержки металло1134291
статического напора, легкоплавкая пробка выполнена из экзотермического материала и армирована металлической сеткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЛИВКИ ДВУСЛОЙНЫХ ПРОКАТНЫХ ВАЛКОВ | 1993 |
|
RU2069600C1 |
| Способ отливки прокатных валков | 1984 |
|
SU1238885A1 |
| Способ отливки длинномерных осесимметричных изделий | 1985 |
|
SU1284664A1 |
| Литейная форма для отливки чугунных прокатных валков | 1987 |
|
SU1447558A1 |
| Способ обработки чугуна | 1986 |
|
SU1360892A1 |
| Способ отливки двухслойных чугунных прокатных валков | 1988 |
|
SU1585067A1 |
| Способ отливки прокатных валков | 1988 |
|
SU1537373A1 |
| Литейная форма | 1982 |
|
SU1101329A1 |
| СПОСОБ ЛИТЬЯ ДВУХСЛОЙНЫХ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 2004 |
|
RU2280534C2 |
| Способ изготовления двухслойных прокатных валков | 1987 |
|
SU1423274A1 |
. ЛИТЕЙНАЯ ФОРМА преимущественно для отливки прокатных валков, содержащая рабочую полость, литниковую систему и дополнительную полость с размещенным в нем модификатором, отделенную от рабочей полости легкоплавкой пробкой, отличающаяся тем, что, с целью возможности отливки двухслойных валков, снижения трудоемкости процесса модифицирования и повьпиения безопасности труда, дополнительная полость выполнена под рабочей полостью.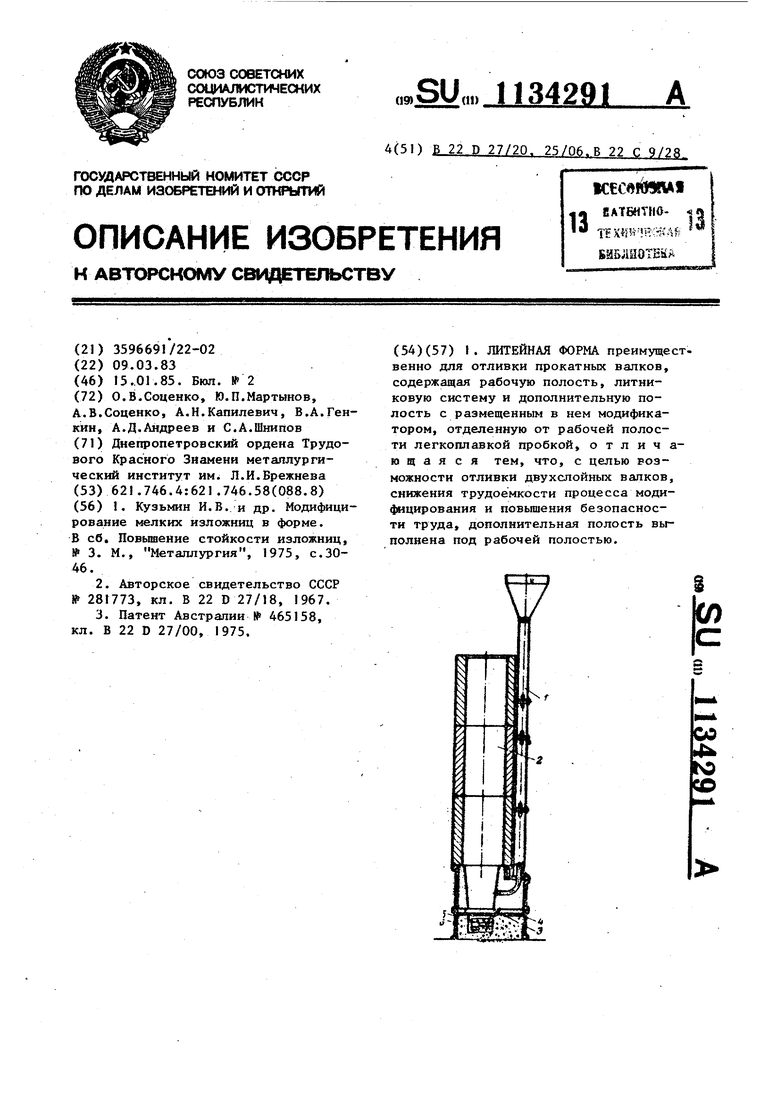
Изобретение относится к литейному производству, а именно к литейным формам, предназначенным для обработки металлов в форме. Известна литейная форма для отЛИЗКИ изложниц, содержащая рабочую полость с нанесенным на ее горизонтальные поверхности модификатором Q . Однако жидкий металл,заливаемый в форму,взаимодействуя с модификаTOpoMi постепенно смывает его. Поэт му первые порции металла модифицированы в большей степени, чем после дующие. Отливка имеет неоднородную структуру и свойства в различных по высоте сечениях. При этом невозможно получить ДВУХСЛОЙНУЮ отливку с заданной неоднородностью структуры слоев, поскольку весь металл, по ступакщий в полость литейной формз, имеет одинаковый состав. Известна литейная форма, содержащая литниковую систему и устройство Дпя модифицирования в виде легкоплавкой оболочки с размещенным внутри ее модификатором, расположен ное обособленно от литниковой систе мы 2., Однако известная форма характери зуется тем, что она повышает трудоемкость npoJuecca модифицирования и ухудшает условия труда, так как необходимо иметь довольно протяженную штангу, которую необходимо завести в полость литейной формы и по грузить в жидкий металл, преодолев при этом значительное сопротивление а также дополнительный подогрев штанги Применение известной формы дня получения каландровых валов вы сотой 8 м и более практически нево можно . Наиболее близкой к предлагаемой является литейная форма, содержащая полость отливки, литниковую систем сообщающуюся с дополнительной полостью с размещенным в ней модификатором и отделенной от полости отливки легкоплавкой пробкой, изготовленной из полистирола з . Однако данная, форма неприменима для отливки двухслойных-деталей, например прокатных валков с заданной дифференциацией структуры слоев. Это обусловлено тем, что весь поступающий в полость отливки жидкий металл уже обработан модификатором в резервуаре и при кристаллизации не дает необходимого различия структур, а следовательно, и свойств пове хностного слоя и сердцевины отливки. Цель изобретения - возможность отливки двухслойных валков, снижения трудоемкости процесса модифицирования и повьш1ения безопасности труда, а также регулирование процесса кристаллизации нижней шейки валка. Поставленная цель достигается тем, что в литейной форме преимущественно для отливки прокатных валков, содержащей рабочую полость, литниковую систему и дополнительную полость с размещенным в ней модификатором, отделенную от рабочей полости легкоплавкой пробкой, дополнительная полость выполнена под рабочей полостью. При этом легкоплавкая пробка вы- полнена из экзотермической смеси и армирована металлической сеткой. I На чертеже представлена литейная форма, в разрезе. Литейная форма содержит литниковую систему I, которая сообщается с рабочей полостью 2, в нижней част и которой размещена пробка 3, формированная металлической сеткой 4. Пробка установлена между рабочей полостью 2 и дополнительной 5, в которой размещен модификатор 6. 3 Легкоплавкая пробка вьтолнена ift экзотермического материала и армиро вана металлической сеткой, а толщину пробки определяют по формуле 5- -а-х% где 5 - толщина пробки{ К - коэффициент затвердевания металла; а - скорость разрушения пробки; X - толщина поверхностного слоя отливки. Процесс отливки двухслойных валов в предлагаемой литейной форме осуществляется следующим образом. Жидкий через литниковую систему I заливают в рабочую полость 2 и выдерживают в ней до обра зования.закристаллизовавшегося поверхностного слоя необходимой толпщ ны. Жидкий металл в процессе заполнения рабочей полости и вьщержки в ней контактирует с пробкой 3. Поскольку пробка выполнена из экзотермического материала, то в зоне контакта предотвращается кристаллизация 9I жидкого металла, т.е. предотвращается перемерзание сечения шейки валка. Поэтому, когда экзотермическая пробка в результате взаимодействия с жидким металлом разрушается, обеспечивается свободный доступ жидкого металла в дополнительную полость 5 ;: модификатором 6. При вьтолнении пробки толщиной, рассчитанной по пр длагаемой формуле, разрушение ее наступает в момент образования закристаллизовавшегося поверхностного слоя отливки необходимой толщины. Преждевременное разрушение пробки, например, под действием металлостатического давления, предотвращается армированием ее металлической сеткой 4. Предлагаемая литейная форма позволяет отливать высококачественные двухслойные валки при существенном упрощении технологии их производства, например, способом промывки или полупромывки, модифицированием металла в форме, погружением модификатора на щтанге и т.д. Экономический эффект от внедрения предлагаемой литейной формы составляет 25,7 тыс.руб. в год.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузьмин И.В | |||
| и др | |||
| Модифицирование мелких изложниц в форме | |||
| В сб | |||
| Повышение стойкости изложниц, № 3 | |||
| М., Металлургия, 1975, с.ЗО46 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
