Изобретение относится к литейному производству, в частности к способам отливки прокатных валков и других длинномерных осесимметричных изделий.
Цель изобретения - повышение степени усвоения модифицирующего реагента и пре- дотвращение выбросов металла из формы при заливке.
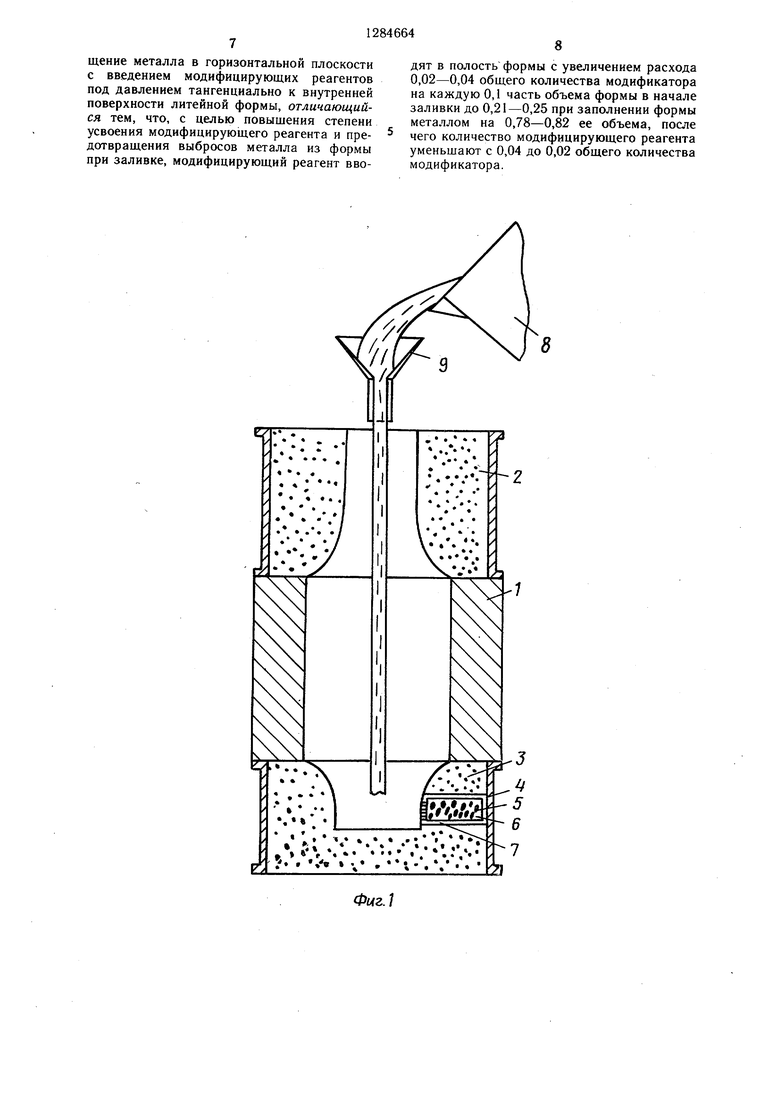
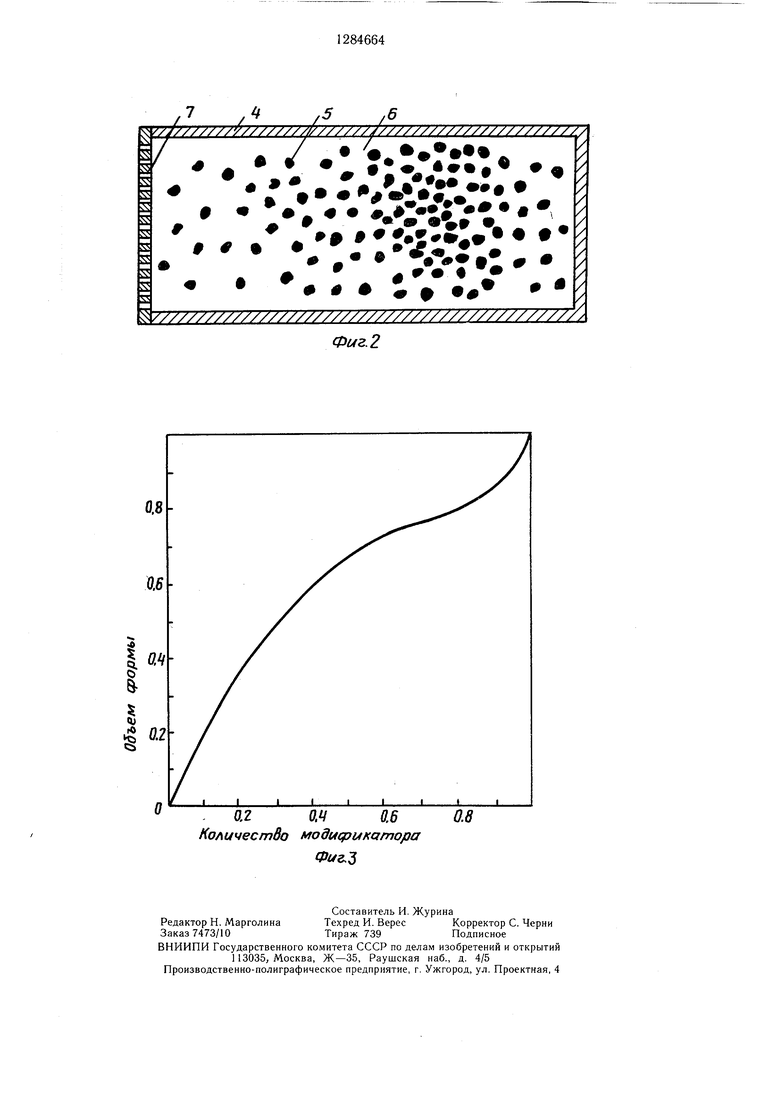
На фиг. 1 приведена литейная форма для осуществления способа отливки длинномерных осесимметричных изделий; на фиг. 2 - патрон с модифицирующим реагентом; на фиг. 3 - график изменения расхода модифицирующего реагента в зависимости от степени наполнения формы металлом.
Литейная форма для осуществления способа отливки длинномерных осесимметрич- ных изделий состоит из металлического кокиля 1, формирующего бочку отливаемого валка, и песчано-глинистых частей 2 и 3, формирующих верхнюю и нижнюю щейки валка соответственно. В нижней песчано- глинистой части 3 горизонтально тангенциально к полости нижней щейки жестко прикреплен к внутренней поверхности нижней опоки патрон 4 со смесью модифицирующего реагента 5 с наполнителем 6. Патрон представляет собой металлический ста- кан, футерованный огнеупорным материалом и закрытый со стороны, обращенной к полости нижней щейки, металлической футерованной сеткой 7. Заливка металла в полость литейной формы осуществляется из заливочного ковща 8 через литниковую воронку 9.
Предлагаемый способ осуществляется следующим образом.
Жидкий металл из заливочного ковща 8 через литниковую воронку 9 попадает в полость литейной формы. Легкоплавкий модифицирующий реагент, например гранулированный магний, под воздействием температуры нагревается, плавится, испаряется и в тот момент, когда давление паров магния превыщает ферростатическое давление в форме, начинается истечение паров магния в массу жидкого металла. Вследствие того, что патрон 4 закреплен тангенциально полости формы и направление вектора скорости истечения паров реагента представляет собой сумму двух векторов - вектора скорости всплывания паров и тангенциального вектора их истечения, проникающие в массу металла пары магния сообщают ему вращательное движение, скорость которого тем больще, чем больше давление паров магния ферростатического давления в форме.
Целесообразность ввода модифицирующего реагента в полость формы с увеличивающимся расходом от 0,02-0,04 общего количества модификатора на каждую 0,1 часть объема формы в начале заливки до 0,21-0,25 при заполнении формы металлом на 0,78-0,82 ее объема, после чего модифицирующий реагент вводят с уменьщаю- щимся расходом до 0,02-0,04 общего коли
о 5
0 5
5
5
чества модификатора на каждую 0,1 объема формы обусловлена следующим.
В начальный момент заливки расход модифицирующего реагента минимальный для предотвращения выбросов первых порций металла из литейной формы. Вследствие этого содержание модифицирующего реагента в смеси с наполнителем, в качестве которого используется молотый щамот, сухой кварцевый песок и др., минимально. Экспериментально установлено, что расход модифицирующего реагента составляет 0,02-0,04 для предотвращения выбросов первых порций заливаемого металла. По мере наполнения формы и увеличения ферростатического давления, для обеспечения вращения металла в форме, необходимого монотонно увеличивать количество вводимого магния до определенного уровня, с одной стороны обеспечивающего устойчивое .вращение металла, а с другой - безопасные условия проведения заливки металла.
На фиг. 3 приведена зависимость расхода модифицирующего реагента от степени наполнения литейной формы, полученная по результатам лабораторных экспериментов. До наполнения литейной формы на 0,78-0,82 ее объема расход модификатора монотонно увеличивается - при наполнении формы на 0,1 объема расходуется 0,04 количества всего модифицирующего реагента, при наполнении 0,2 объема формы - 0,09, т. е. расход на 0,1 объема формы увеличивается с 0,04 до 0,05 всего количества реагента, при наполнении формы на 0,3 объема расход составляет 0,15, т. е. увеличивается на 0,06 и т. д. Данный расход модифицирующего реагента, увеличивающийся по мере выполнения литейной формы, обеспечивает необходимую скорость вращения металла 800-1200 см/с. Вращение металла с такой скоростью обеспечивает концентрирование различных вредных неметаллических включений в осевой зоне отливки и, таким образом, получение поверхностного рабочего слоя валка чистым от посторонних неметаллических включений. При заполнении формы металлом на 0,78-0,82 ее объема расход модифицирующего реагента составляет 0,21-0,25 общего количества модификатора на 0,1 объема формы, а всего 0,8 всего количества. В этот момент скорость вращения максимальна и составляла 1200 см/с. Затем количество модифицирующего реагента в смеси с наполнителем в патроне плавно уменьщается таким образом, что удельное количество его уменьщается с 0,21-0,25 всего количества до 0,02-0,04. Накопленного запаса энергии вращения вместе с продолжающейся подачей реагента достаточно для вращения металла в форме со скоростью 850-950 см/с с постепенным плавным снижением скорости до нуля. Это обстоятельство обеспечивает полную безопасность отливки и предотвращает выбросы
металла из формы в конце процесса заливки. Степень усвоения модифицирующего реагента повышается с 33,5-49,2 до 62,1-75,4% вследствие того, что холостой, бесполезный расход реагента значительно снижае.ля.
При отливке изделий по известному способу значительная часть реагента, особенно в начальный и конечный моменты заливки, расходуется на соединение с кислородом воздуха, т. е. сгорает на поверхности заливаемого металла. В начальный момент заливки частицы магния, не усвоившись жидким металлом, проскакивают через слой залитого металла и сгорают, образовав окись магния. В конечный момент заливки возниформу по предлагаемому способу и известному. Валковые опытные формы представляют собой чугунные кокиля диаметром 200 мм и высотой 280 мм; формирующих бочку валка и земляные формы, формирующие шейки валка. В каждой из литейных форм к внутренней поверхности нижней опоки жестко прикрепляют патрон со смесью модифицирующего реагента - гранулированного магния и наполнителя - молотого шамота, обращенный к полости нижней шейки металлической сеткой, окрашенной противопригарной краской слоем толщиной 1,0-1,4 мм. При отливке по известному способу патрон заполняется модифицирующим реагентом с равномерным распределением
кает опасность выбросов металла из формы 5 по длине патрона. При отливке по предлагаемому способу смесь готовится предварительно. Масса заливаемого металла отливки составляет 74,6 кг. При расходе магния 1 кг/т или 0,1% количество вводимого магния 74,6 г. В соответствии с предлагаемыми условиями распределения вводимого магния говтовятся 10 частей смеси, объем которых равен объему патрона.
В табл. 1 приведены количества вводимого в металл магния в зависимости от объема формы и длины патрона.
за счет достижения слишком большой окружной скорости вращения металла, что приводит к необходимости снижения скорости заливки металла и выдержки до успокоения вращения металла.
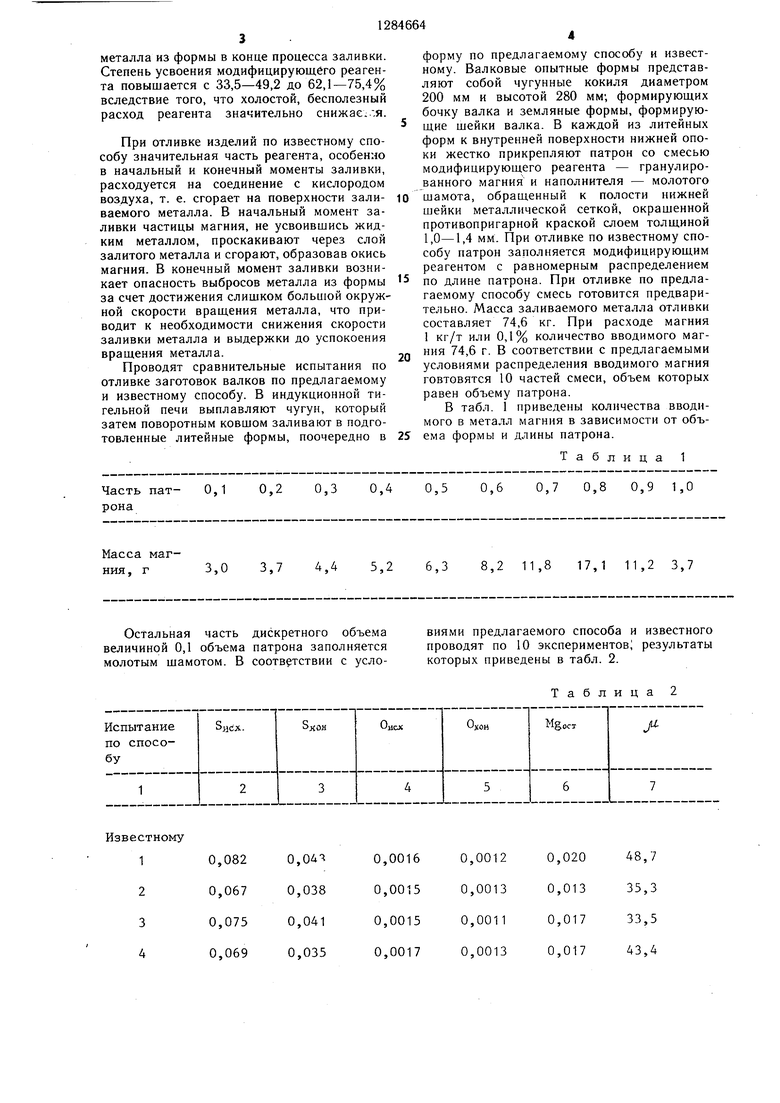
Проводят сравнительные испытания по отливке заготовок валков по предлагаемому и известному способу. В индукционной тигельной печи выплавляют чугун, который затем поворотным ковшом заливают в подготовленные литейные формы, поочередно в
20
25
Остальная часть дискретного объема величиной 0,1 объема патрона заполняется молотым шамотом. В соответствии с усло
форму по предлагаемому способу и известному. Валковые опытные формы представляют собой чугунные кокиля диаметром 200 мм и высотой 280 мм; формирующих бочку валка и земляные формы, формирующие шейки валка. В каждой из литейных форм к внутренней поверхности нижней опоки жестко прикрепляют патрон со смесью модифицирующего реагента - гранулированного магния и наполнителя - молотого шамота, обращенный к полости нижней шейки металлической сеткой, окрашенной противопригарной краской слоем толщиной 1,0-1,4 мм. При отливке по известному способу патрон заполняется модифицирующим реагентом с равномерным распределением
по длине патрона. При отливке по предлагаемому способу смесь готовится предварительно. Масса заливаемого металла отливки составляет 74,6 кг. При расходе магния 1 кг/т или 0,1% количество вводимого магния 74,6 г. В соответствии с предлагаемыми условиями распределения вводимого магния говтовятся 10 частей смеси, объем которых равен объему патрона.
5
20
25
виями предлагаемого способа и известного проводят по 10 экспериментов; результаты которых приведены в табл. 2.
Таблица 2
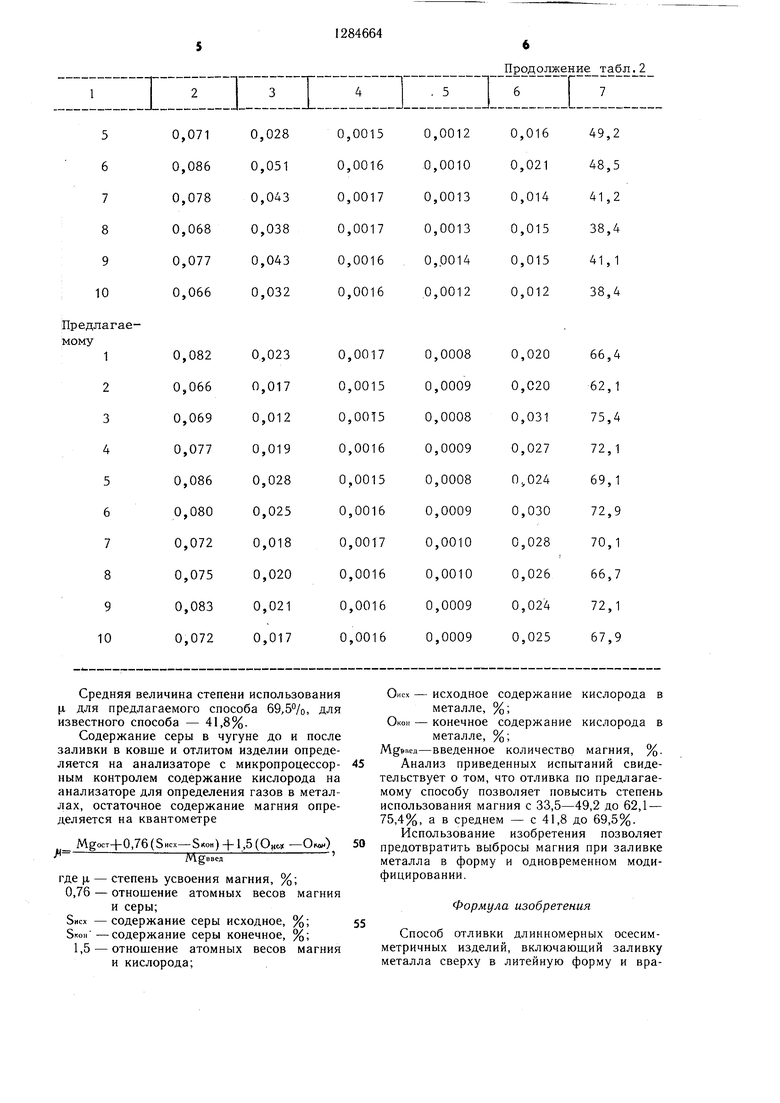
Средняя величина степени использования ц для предлагаемого способа 69,5°/о, для известного способа - 41,8%.
Содержание серы в чугуне до и после заливки в ковше и отлитом изделии определяется на анализаторе с микропроцессор- ным контролем содержание кислорода на анализаторе для определения газов в металлах, остаточное содержание магния определяется на квантометре
MgOCT+0,76 (ЗиСХ-5 кон) + 1 ,5 (ОнС-Х -QlMU.)
- М§введ
где ц - степень усвоения магния, %; 0,76 - отношение атомных весов магния
и серы;
Sucx -содержание серы исходное, %;
Sran -содержание серы конечное, %; 1,5 - отношение атомных весов магния и кислорода;
Продолжение табл.2
Оисх - исходное содержание кислорода в
металле, %; Окон - конечное содержание кислорода в
металле, %;
MgsBCfl-введенное количество магния, %. Анализ приведенных испытаний свидетельствует о том, что отливка по предлагаемому способу позволяет повысить степень использования магния с 33,5-49,2 до 62,1 - 75,4%, а в среднем - с 41,8 до 69,5%.
Использование изобретения позволяет предотвратить выбросы магния при заливке металла в форму и одновременном модифицировании.
Формула изобретения
Способ отливки длинномерных осесим- метричных изделий, включающий заливку металла сверху в литейную форму и вращение металла в горизонтальной плоскости с введением модифицирующих реагентов под давлением тангенциально к внутренней поверхности литейной формы, отличающийся тем, что, с целью повышения степени усвоения модифицирующего реагента и предотвращения выбросов металла из формы при заливке, модифицирующий реагент вводят в полость формы с увеличением расхода 0,02-0,04 общего количества модификатора на каждую 0,1 часть объема формы в начале заливки до 0,21-0,25 при заполнении формы металлом на 0,78-0,82 ее объема, после чего количество модифицирующего реагента уменьшают с 0,04 до 0,02 общего количества модификатора.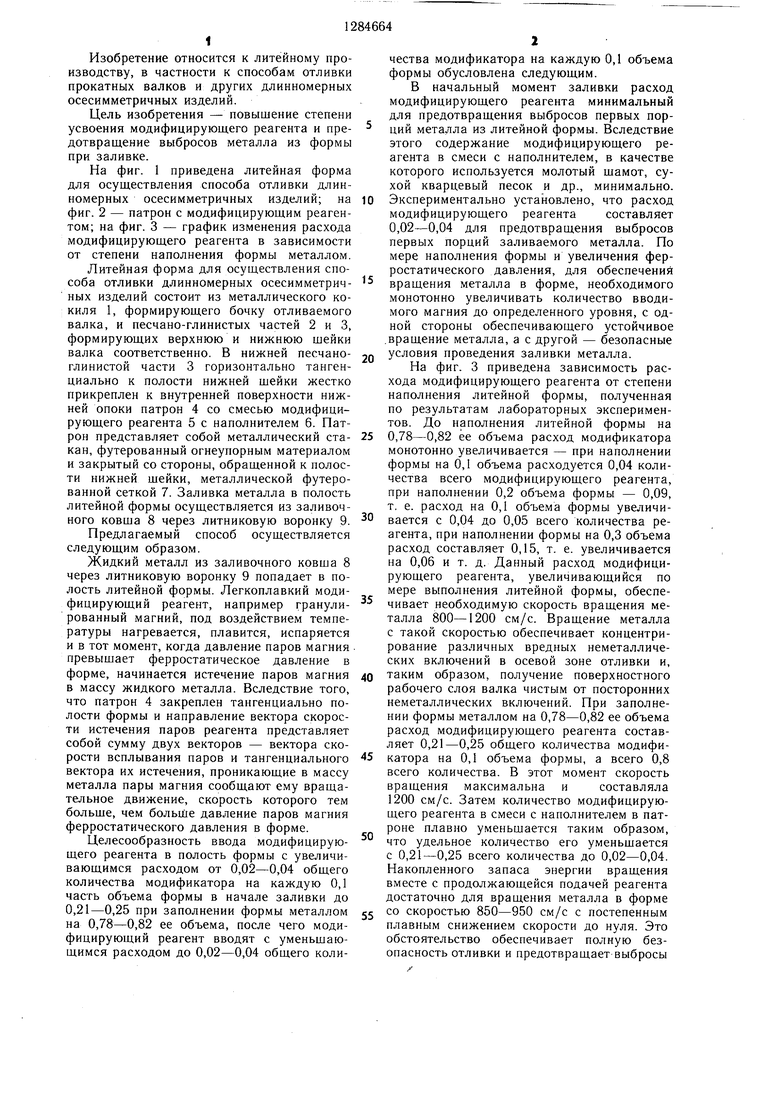
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для обработки жидкого металла присадками | 1985 |
|
SU1284681A1 |
| Способ обработки чугуна | 1986 |
|
SU1360892A1 |
| СПОСОБ ОТЛИВКИ ИЗДЕЛИЙ ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2003 |
|
RU2241574C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ ИЗ ЧУГУНА ВАГРАНОЧНОЙ ПЛАВКИ С ТЕМПЕРАТУРОЙ РАСПЛАВА НИЖЕ 1300°С | 1996 |
|
RU2110582C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА | 1993 |
|
RU2069705C1 |
| Способ модифицирования чугуна в литейной форме | 1985 |
|
SU1320015A1 |
| Компактированный реагент для обработки валкового расплава | 2016 |
|
RU2625379C1 |
| Способ получения чугуна с шаровидным графитом | 1983 |
|
SU1089136A1 |
| Способ получения чугуна с шаровидным графитом | 1979 |
|
SU908513A1 |
| МОДИФИКАТОР ДЛЯ СФЕРОИДИЗИРУЮЩЕЙ ОБРАБОТКИ ЧУГУНА | 1993 |
|
RU2069704C1 |
Изобретение относится к литейному производству, в частности к способам отливки длинномерных осесимметричных изделий, например прокатных валков. Цель изобретения - повышение степени усвоения магния и предотвраш,ение выбросов металла из формы при заливке. Способ отливки длинномерных осесимметричных изделий включает заливку металла сверху и вращение металла в горизонтальной плоскости с вводом модифицируюш,их реагентов под давлением тангенциально к внутренней поверхности формы. Модифицирующий реагент вводят в полость формы с увеличивающимся расходом от 0,02 до 0,04 общего количества модификатора на каждую 0,1 часть объема формы в начале заливки до 0,21-0,25 при заполнении формы металлом на 0,78-0,82 ее объема. Затем модифицирующий реагент вводят с уменьшающимся расходом от 0,04 до 0,02 общего количества модификатора на каждую 0,1 объема формы. Способ повышает степень использования магния в сред нем до 69,5%. 3 ил., 2 табл. с se (Л N5 00 й о О5 4
Фиг.2
I
I
0;
I
QM
0.2
О
az QM 0.6
Количество модисриксгтора Фиг,
Составитель И. Журина
Редактор Н. МарголинаТехред И. ВересКорректор С. Черни
Заказ 7473/10Тираж 739Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
0.8
| Кривошеее А | |||
| Е | |||
| Литые валки.-М.: Металлургиздат, 1957, с | |||
| Паровоз с приспособлением для автоматического регулирования подвода и распределения топлива в его топке | 1919 |
|
SU272A1 |
| Литейная форма | 1983 |
|
SU1134291A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
