СО
4i
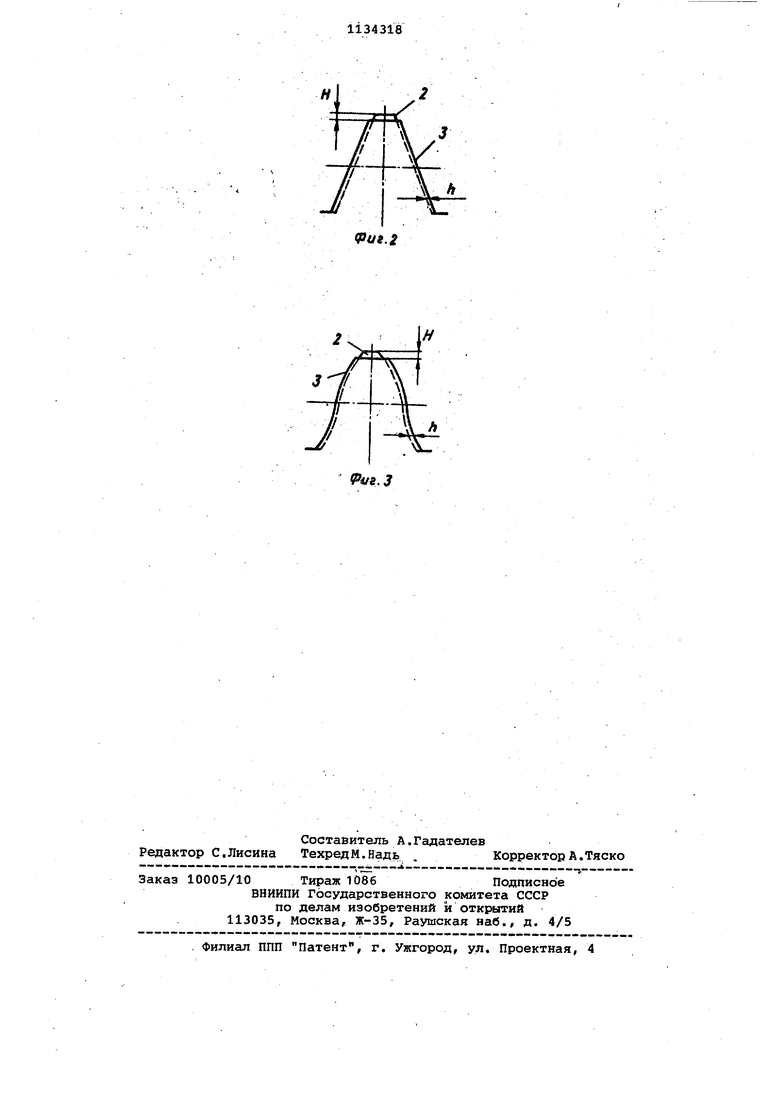
00 Изобретение относится к инструментальному производству и может быть использовано для нарезания цилиндрических зубчатых колес, особен но зубчатых: деталей с неэвольвентны профилем зубьев. По основному авт. ев, № 1004029 известна червячная фреза для нареза ния зубчатых колес с переменным углом профиля зубьев, у которой зуб выполнен с углом, уменьшающимся по мере удаления от передней поверхнос ти 13. Недостаток известной фрезы - низ кая стойкость, так как потоки струж ки от смежных режущих кромок ветречаются друг с другом. Цель изобретения - увеличение стойкости червячной фрезы за счет устранения встречающихся потоков стружки от смежных режущих кромок. Поставленная цель достигается тем, что в червячной фрезе р.пя наре зания зубчатых колес с переменным углом профиля зубьев, у которой уго профиля зуба выполнен уменьшающимся по мере удаления от передней поверх ности-, зубья через один по витку выполнены зaниkeнными по высоте, а передние поверхности зубьев с полной высотой профиля смещены по вин товой линии к зубьям с заниженной высотой профиля. Величину смещения определяют по зависимости Zbct§-c(.,Р (рад) I а где - величина смещения зубьев с полной высотой зуба по отношению к зубьям .с заниженной высотой по винтовой ЛИНИИ}Ь - величина смещения боковых режущих кромок зубьев червя ной фрезы с полной высотой профиля по отноЕпению к .боко вым режущим кромкам зубьев с заниженной высотой профиля, измеряемая в осевом сечении червячной фрезы; df - задний угол у боковых режущих кромок зубьев червячной фрезы , у - наружный диаметр червячной фрезы. На фиг,1 показана предлагаемая червячная фреза, вид со стороны тор ца; на фиг.2 - совмещенная схема ви дов на зубья модульной червячной фр зы со стороны передней поверхности; на фиг.3 - совмещенная схена видов на зубья червячной фрезы с фасонным профилем зуба. Червячная фреза имеет корпус 1, да котором по винтовой линии равномерно расположены зубья 2 с полной высотой профиля и зубья 3, занижен ные по высоте, при этом зубья 2 чередуются через один с зубьями 3. Червячная фреза имеет четное число стружечных канавок, а следовательно, и четное число рядов затылованных зубьев. Червячная фреза выполнена с зубьями, имеющими уменьшающий по мере удаления от передней поверхности угол профиля от величины с1 до величины с текущего значения угла профиля (не показан, указан в основном авт. св.). Величина основного шага червячной фрезы при переточках не изменяется. Величина угла профиля (текущее значение} определяется по зависимостиI 1 0.,0 ГСС05(- 1 dv где ct - угол профиля новой червячной фрезы; cCj, - угол профиля переточенной червячной фрезы (текущее значение }; d - делительный диаметр новой червячной фрезы; cf - делительный диаметр перето-. ч.енной червячной фрезы (текущее значение)/ № - модуль червячной фрезы; 2 - Число заходов червячной фрезы. Передние поверхности режущих зубьев 2 с полной высотой профиля мещены к режущим зубьям с заниженой высотой профиля, тогда как сами ежущие зубья 2 и режущие зубья 3 о винтовой линии расположены равноерно. Следовательно, равномерно по интовой линии расположены задние оверхности зубьев 2 и 3, что позвояет затыловать инструмент как станартную червячную Лрезу. Величина угла смещения передних поверхностей зубьев с полной высотой профиля к зубьям с заниженной высотой профиля определяется по формуле Zboi d... S-5-i (p«A|, где ti величина смещения боковых режущих кромок зубьев червячной фрезы с полной высотой профиля по отношению к боковым режущим кромкам зубьев с заниженной высотой профи ля, измеряемая в осевом направлении червячной фрезы/
odj - задний угол у боковых режущих кромок зубьев червячной фрезы; о{д - наружный диаметр червячной
фрезы.
Величина угЛа Е , выраженная в градусах, может быть определена по формуле
ict ci J
зьо°
Jlol,.,
Величина Н занижения зубьев с заниженной высотой профиля по отношению к зубьям с полной высотой профиля опоеделяется экспериментально для каждого конкретного случая обработки, В большинстве случаев ее можно назначить равной или несколько большей самой большой толщины стружки, срезаемой вершинными режущими кромками, зубьев инструмента.
Угловой шаг / расположения зубьев червячной фрезы постоянен. Поскольку зубья с полной высотой профиля чередуются через один с зубьями с заниженной высотой профиля, то угловой шаг расположения передних поверхностей зубьев с заниженной высотой профиля, равен передних поверхностей зубьев с полной высотой профиля - также 2V. Угловой шаг расположения двух соседних зубьев равен V. Угловые шаги f и V связаны между собой зависимостью
-Vz:
Червячная фреза работает по методу обката аналогично работе стандартной червячной фрезы. Для использования червячной фрезы ей и заготовке необходимо придать вращения вокруг собственных осей, согласованные друг с другом, а также перемещать червячную фрезу вдоль оси заготовки.
Применение предлагаемой червячной фрезы по сравнению с прототипом (червячная фреза по ГОСТ 9324-80h . позволяет повысить точность зубообработки,и в 2,5-3 раза увеличить стойкость инструмента.
Н
(Риг. 2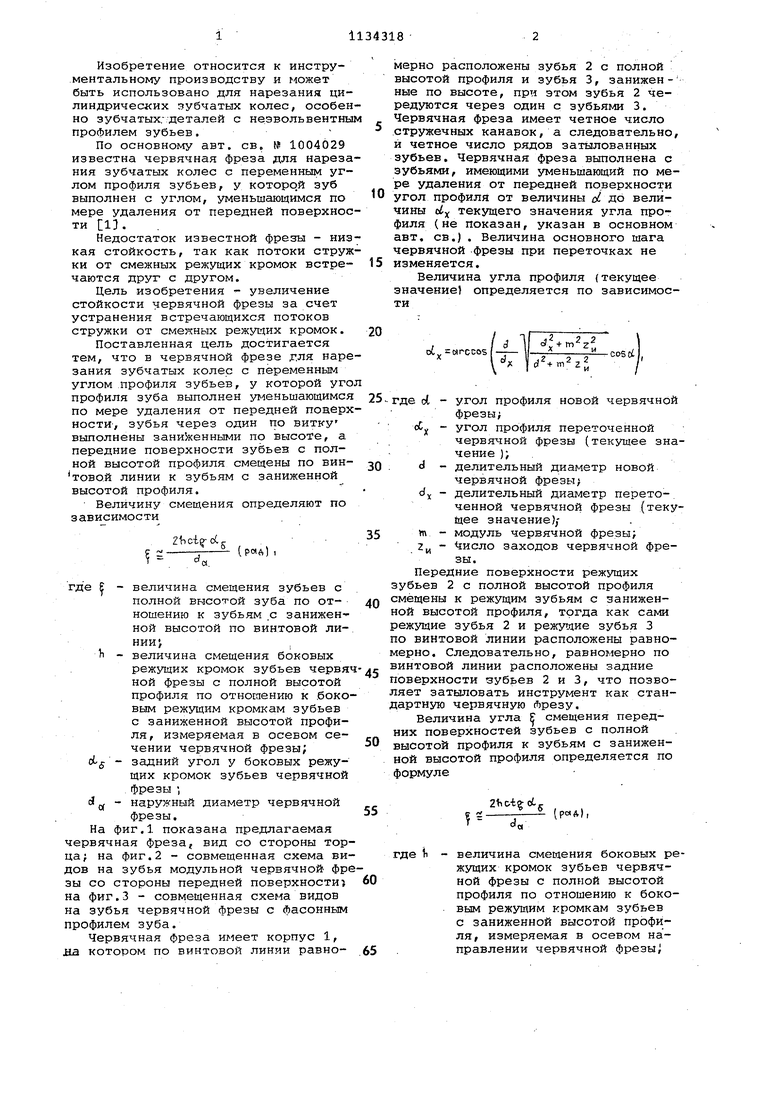

| название | год | авторы | номер документа |
|---|---|---|---|
| Червячная фреза | 1984 |
|
SU1187936A1 |
| Червячная фреза | 1980 |
|
SU944828A1 |
| Способ контроля сложных профилей зубьев | 1982 |
|
SU1106977A1 |
| Червячная фреза | 1980 |
|
SU990444A1 |
| Червячный инструмент | 1982 |
|
SU1028451A1 |
| Способ нарезания червячных колес | 1984 |
|
SU1194611A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1992 |
|
RU2040376C1 |
| Способ профилирования долбяка | 1988 |
|
SU1641535A1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1993 |
|
RU2080219C1 |
| Способ многопроходной обработки цилиндрических зубчатых колес | 1984 |
|
SU1222442A1 |
1. ЧЕРВЯЧНАЯ ФРЕЗА по авт. св. 1004029, отличающая- с я тем, что, с целью увеличения стойкости, зубья по витку через один вьшолнены заниженнь1ми по высоте, при этом передние поверхности зубьев с полной высотой профиля смещены по винтовой линии к зубьям с заниженной высотой профиля. 2. Фреза-nd п. 1, отличающаяся тем, что величину смещения определяют по зависимости С - () dl где - величина смещения зубьев с полной высотой зуба по отношению к зубьям с заниженной высотой по винтовой линии; - величина смещения боковых режущих кромок зубьев червячной фрезы с полной высотой профиля по отношению к боковым режущим кромкам зубьев с заниженной высотой профиля, измеряемая в осевом сечении червячной фрезы} dig - задний угол у боковых режущих зубьев червячной фрезы; с 5, - наружный диаметр червячной 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
